You might also like
- Api 510Document9 pagesApi 510ALe InfinitoNo ratings yet
- Damage Mechanisms Fixed Equipment in Refining IndustryDocument13 pagesDamage Mechanisms Fixed Equipment in Refining IndustryMansoor Ali100% (3)
- OD CrackDocument1 pageOD CrackTrung Tinh HoNo ratings yet
- Quick Guide API571 EditableDocument148 pagesQuick Guide API571 EditableJose LuisNo ratings yet
- Material Selection O & GDocument26 pagesMaterial Selection O & GJay Ganta100% (1)
- Daily Exam 7 (Closed) : Professional Training and ConsultationDocument5 pagesDaily Exam 7 (Closed) : Professional Training and ConsultationCss SfaxienNo ratings yet
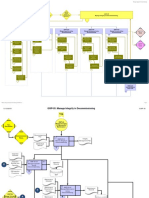
- Manage integrity for decommissioning plansDocument32 pagesManage integrity for decommissioning plansWekesa CalebNo ratings yet
- As 6401 Draft v09cDocument181 pagesAs 6401 Draft v09chenryhh111100% (1)
- 20C - Cosed Die Forgings - E3-20191115Document29 pages20C - Cosed Die Forgings - E3-20191115andrea assanelli100% (5)
- Flange InspectionDocument12 pagesFlange Inspectionndt_inspectorNo ratings yet
- Publication SAW SOUR SERVICE 2023 PDFDocument7 pagesPublication SAW SOUR SERVICE 2023 PDFPako RosasNo ratings yet
- API 510 Pressure Vessel Inspector Certification Preparation CourseDocument4 pagesAPI 510 Pressure Vessel Inspector Certification Preparation Coursewisnu_bayusaktiNo ratings yet
- How Meridium Complies With API 580 RequirementsDocument8 pagesHow Meridium Complies With API 580 RequirementsAsadAliNo ratings yet
- Flange Face Inspection - One PagerDocument1 pageFlange Face Inspection - One Pagerboydoc inspectionNo ratings yet
- Risk-Based Inspection Program Executive SummaryDocument30 pagesRisk-Based Inspection Program Executive SummaryMARJAN PETROVSKINo ratings yet
- Introduction To Fitness-For-Service (FFS) API 579-1 / ASME FFS-1 2007Document25 pagesIntroduction To Fitness-For-Service (FFS) API 579-1 / ASME FFS-1 2007Rob WillestoneNo ratings yet
- API 580 RBI-Training-Course-SlidesDocument291 pagesAPI 580 RBI-Training-Course-Slidespotebrayan20No ratings yet
- In Servicepressurevesselinspectionaccordingtoapi 51010theditionoverview 180328042225 PDFDocument33 pagesIn Servicepressurevesselinspectionaccordingtoapi 51010theditionoverview 180328042225 PDFKrishna Vacha100% (2)
- API Standards Piping Designer CompressDocument19 pagesAPI Standards Piping Designer CompressMichael T-mic TshitengeNo ratings yet
- Weld Repair of Grade 91 Piping and Components in PDocument27 pagesWeld Repair of Grade 91 Piping and Components in PKyi HanNo ratings yet
- 88 D 340 nh3 Storage Tank Sept 10 2014 2Document9 pages88 D 340 nh3 Storage Tank Sept 10 2014 2mohamed abd eldayemNo ratings yet
- Inspection, Repair, Alteration, Rerating ASTDocument26 pagesInspection, Repair, Alteration, Rerating ASTMakhfud EdyNo ratings yet
- CIC API 570 (8) Api-578Document44 pagesCIC API 570 (8) Api-578Ibrahim EldesokyNo ratings yet
- ExxonKochAPI ComplaintDocument84 pagesExxonKochAPI ComplaintRilyn EischensNo ratings yet
- ASTM D95 Water ContentDocument6 pagesASTM D95 Water ContentMuhammad Syarif Hidayatullah100% (1)
- API 510 VesselsDocument11 pagesAPI 510 Vesselsmoonstar_dmeNo ratings yet
- Api RP 581 Risk Based Inspection Methodology: Webcorr Corrosion Consulting Services PresentsDocument2 pagesApi RP 581 Risk Based Inspection Methodology: Webcorr Corrosion Consulting Services PresentsfaisalNo ratings yet
- CML Optimization FinalDocument31 pagesCML Optimization FinalFatemeh SaadatmandNo ratings yet
- API Pipeline CatalogueDocument4 pagesAPI Pipeline CatalogueSathish KumarNo ratings yet
- Process Vessels Column InternalsDocument21 pagesProcess Vessels Column InternalsInamullah KhanNo ratings yet
- Flexible Steel Pipe Applications: Dana FraserDocument15 pagesFlexible Steel Pipe Applications: Dana FraseraishahNo ratings yet
- API 6A Aplicability and Plunger Lift Lubricators PDFDocument30 pagesAPI 6A Aplicability and Plunger Lift Lubricators PDFJaison JoseNo ratings yet
- Equipment Inspection Guideline For Pressure vessel-API 510Document8 pagesEquipment Inspection Guideline For Pressure vessel-API 510Ahsun HabibNo ratings yet
- Api - 575 - Study - aid-API 653Document54 pagesApi - 575 - Study - aid-API 653CERTS100% (1)
- VT Procedure-Rev. 01Document9 pagesVT Procedure-Rev. 01Mohamed AttiaNo ratings yet
- API 571 Part 4Document20 pagesAPI 571 Part 4Bashu Poudel100% (1)
- API 571 Coloured KeyDocument1 pageAPI 571 Coloured Keymuhammad faisal100% (1)
- TUV India PRESSURE VESSEL InspectionDocument24 pagesTUV India PRESSURE VESSEL InspectionParthiban NCNo ratings yet
- What Is New in API 610 11th EdDocument6 pagesWhat Is New in API 610 11th EdHatem ShawkiNo ratings yet
- Selection of Pipe Repair Methods DOT Project 359Document174 pagesSelection of Pipe Repair Methods DOT Project 359Jorge D BalseroNo ratings yet
- API-653 ASTI In-service Exam TrainingDocument2 pagesAPI-653 ASTI In-service Exam TrainingalgoreNo ratings yet
- API 510 - API571 Damage Mechanisms Summary-Sep 2016 ExamDocument20 pagesAPI 510 - API571 Damage Mechanisms Summary-Sep 2016 Examdfz138No ratings yet
- Screening Damage Mechanism - 581 & 571Document28 pagesScreening Damage Mechanism - 581 & 571Febri Ramdani NugrahaNo ratings yet
- Questions - VIPDocument446 pagesQuestions - VIPmajdi jerbiNo ratings yet
- 2004 - COMPENDIUM of Greenhouse Gas Emissions EstimatesDocument489 pages2004 - COMPENDIUM of Greenhouse Gas Emissions Estimatesdmitryt75No ratings yet
- API 653 Effectivity SheetDocument1 pageAPI 653 Effectivity SheetIsmail MemonNo ratings yet
- API 510 vessel inspection standardsDocument2 pagesAPI 510 vessel inspection standardsHemaNo ratings yet
- Tank Bottom Plate CorrosionDocument5 pagesTank Bottom Plate CorrosionShaalan AI-ZuhairiNo ratings yet
- API RP 577 Welding InspectionDocument7 pagesAPI RP 577 Welding InspectionLuthfi ArdiansyahNo ratings yet
- Additional Slide For API PresentationDocument1 pageAdditional Slide For API PresentationINSTECH ConsultingNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection ChecklistRijwan MohammadNo ratings yet
- Icor Reference FormDocument1 pageIcor Reference FormKriz EarnestNo ratings yet
- Ilham Khoirul Irsyad: ProfileDocument4 pagesIlham Khoirul Irsyad: Profileilhamz43No ratings yet
- Potential Damage PKTDocument7 pagesPotential Damage PKTFebri Ramdani NugrahaNo ratings yet
- Corroded Pipeline AssessmentDocument29 pagesCorroded Pipeline AssessmentIrsyad RosyidiNo ratings yet
- Pre-Commissioning and Commissioning Manual: Mellitah Oil & Gas BVDocument13 pagesPre-Commissioning and Commissioning Manual: Mellitah Oil & Gas BVThirukkumaranBalasubramanianNo ratings yet
- Proof Pressure Test Leak Detection TestDocument2 pagesProof Pressure Test Leak Detection TestRahul MoottolikandyNo ratings yet
- Deepwater Asset Integrity ManagementDocument25 pagesDeepwater Asset Integrity ManagementNaufal Opal LutfiantoroNo ratings yet
- Sis Book1Document99 pagesSis Book1Hamza AlamNo ratings yet
- Welcome To The Computer Based Exam Tutorial For The API 571, 577, 580, 936, SIFE and TES ExamsDocument9 pagesWelcome To The Computer Based Exam Tutorial For The API 571, 577, 580, 936, SIFE and TES ExamsganeshdhageNo ratings yet
- API571 - NEW APP - Effective 2011 - CompletedDocument12 pagesAPI571 - NEW APP - Effective 2011 - Completedtong2jeNo ratings yet
- API 510 Rerating Extract PDFDocument3 pagesAPI 510 Rerating Extract PDFmjmehta81No ratings yet
- Api 510 2017Document1 pageApi 510 2017Santiago Cordova Alva0% (2)
- New Insights in Repairing Damaged Pipes and Pipelines Using Composite Materials Chris AlexanderDocument41 pagesNew Insights in Repairing Damaged Pipes and Pipelines Using Composite Materials Chris AlexanderAlp AltınokNo ratings yet
- Sis Book Asme IxDocument107 pagesSis Book Asme IxHamza AlamNo ratings yet
- Packed Bed Performance AnalyticsDocument6 pagesPacked Bed Performance AnalyticsNITINNo ratings yet
- Astm / Api TablesDocument126 pagesAstm / Api TablesсвакNo ratings yet
- Real-Time Sentiment Analysis of Tweets Using Naive BayesDocument30 pagesReal-Time Sentiment Analysis of Tweets Using Naive BayesPrabhaNo ratings yet
- Materials System SpecificationDocument6 pagesMaterials System SpecificationFAPM1285No ratings yet
- IHS PetroChem Collection Listing Aug13Document48 pagesIHS PetroChem Collection Listing Aug13OumorsyNo ratings yet
- 17F - E5 - Ballot DraftDocument300 pages17F - E5 - Ballot DraftSon DDarrellNo ratings yet
- Objasnjenje - NACE, TEMA, NORSK, ASME VIII, ....Document4 pagesObjasnjenje - NACE, TEMA, NORSK, ASME VIII, ....Nebojsa MirkovicNo ratings yet
- Dimensions & Weights - FlangesDocument25 pagesDimensions & Weights - FlangesMakhfud EdyNo ratings yet
- Deflagration Venting FinalDocument16 pagesDeflagration Venting FinalRhama WijayaNo ratings yet
- AST Fire Protection ShellDocument9 pagesAST Fire Protection ShellMakhfud EdyNo ratings yet
- Corrosion Standards - Who Needs ThemDocument38 pagesCorrosion Standards - Who Needs ThemMakhfud EdyNo ratings yet
- Integrity Testing of Aboveground Storage TanksDocument43 pagesIntegrity Testing of Aboveground Storage TanksMakhfud Edy100% (1)
- Ayres Committed To Hospital: San Francisco International Airport: 10 Years LaterDocument28 pagesAyres Committed To Hospital: San Francisco International Airport: 10 Years LaterSan Mateo Daily JournalNo ratings yet
- Spider Elevator B+V Forum CatalogDocument40 pagesSpider Elevator B+V Forum CatalogIRWIN_DSOUZA100% (1)
- Pump Tutorial 2Document19 pagesPump Tutorial 210teste10No ratings yet
- Listado ApiDocument14 pagesListado ApiMario BalbiNo ratings yet
- House Report On Big Oil LobbyingDocument8 pagesHouse Report On Big Oil LobbyingDaily KosNo ratings yet
- ASTM D473-07 (Reapproved 2017) E1Document6 pagesASTM D473-07 (Reapproved 2017) E1sawitri diah ayu komalaNo ratings yet
- 20E 1st Edition Purch Guidelines R0 20130225 PDFDocument7 pages20E 1st Edition Purch Guidelines R0 20130225 PDFmohitcool019No ratings yet
- Stronger Supply Chain With API Spec Q1 Addendum 2Document4 pagesStronger Supply Chain With API Spec Q1 Addendum 2jaymuscatNo ratings yet
- History of PRMSDocument10 pagesHistory of PRMSSaurabh Pancholi100% (1)
- Tank Fertilizer Guide Inspection API 650Document13 pagesTank Fertilizer Guide Inspection API 650Raul Gallegos ANo ratings yet
- OffshoreSafety After Deepwater ArticleDocument124 pagesOffshoreSafety After Deepwater ArticlemashanghNo ratings yet
- API Chapter 8.1 - ASTM D4057-22 - Standard Practice For Manual Sampling of Petroleum and Petroleum ProductsDocument49 pagesAPI Chapter 8.1 - ASTM D4057-22 - Standard Practice For Manual Sampling of Petroleum and Petroleum ProductsGrimaldo Edison Farfan LópezNo ratings yet
- Dalmia CementsDocument6 pagesDalmia CementsShashikala KolliparaNo ratings yet
- API 600 Bolted Bonnet Steel Gate Valves For Petroleum and Natural Gas IndustriesDocument1 pageAPI 600 Bolted Bonnet Steel Gate Valves For Petroleum and Natural Gas IndustriesAmanda Ariesta ApriliaNo ratings yet
- ONGCDocument38 pagesONGCSonali MhatreNo ratings yet
- Hydraulic Fracturing Best PracticesDocument1 pageHydraulic Fracturing Best PracticesJulio cesar Escobedo cardenasNo ratings yet
- D473 - Sediment by ExtractionDocument6 pagesD473 - Sediment by ExtractionSuryo AhmedNo ratings yet
- Jurisdictional Regulations For Tank Risk Based Inspection E2G (Aug 2021)Document10 pagesJurisdictional Regulations For Tank Risk Based Inspection E2G (Aug 2021)jonnie myersNo ratings yet