You might also like
- Materials Science and Engineering Notes 091110Document12 pagesMaterials Science and Engineering Notes 091110Mete MetelanNo ratings yet
- Pertemuan 5 - Ikatan LogamDocument23 pagesPertemuan 5 - Ikatan LogamMuhammad FajrinNo ratings yet
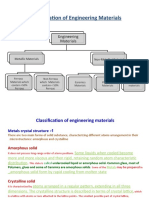
- Classification of Engineering MaterialsDocument8 pagesClassification of Engineering MaterialsAmr ElyamanyNo ratings yet
- Material StructuresDocument25 pagesMaterial StructuresRaphael GodfreyNo ratings yet
- Atomic Theory - Part 1Document13 pagesAtomic Theory - Part 1satish_trivediNo ratings yet
- Properties of MetalDocument7 pagesProperties of MetalNaeemNo ratings yet
- METALLURGYDocument16 pagesMETALLURGYRommel Adarlo RosalesNo ratings yet
- Material Science and Engineering: "Metals"Document31 pagesMaterial Science and Engineering: "Metals"Baltazar MharkNo ratings yet
- IGCSE Chemistry - Structure of SubstancesDocument16 pagesIGCSE Chemistry - Structure of SubstancesChemistryKlipz100% (6)
- Crystal: Name: Avinda Arista Putri Class: 1C NIM: 201710140311143Document57 pagesCrystal: Name: Avinda Arista Putri Class: 1C NIM: 201710140311143Rizal MawardiNo ratings yet
- 06 - Uet FM LecDocument48 pages06 - Uet FM LecAbcNo ratings yet
- MSE - METALS Report (Draft)Document6 pagesMSE - METALS Report (Draft)Gian BanaresNo ratings yet
- THE NATURE AND PROPERTIES OF MATERIALSDocument28 pagesTHE NATURE AND PROPERTIES OF MATERIALSYash JainNo ratings yet
- Metallurgy and Heat Treatment Chapter OverviewDocument30 pagesMetallurgy and Heat Treatment Chapter Overviewsureshkanna2No ratings yet
- Chemistry For Engineers 3Document34 pagesChemistry For Engineers 3Audrey VicenteNo ratings yet
- CeramicsDocument10 pagesCeramicsMayank GaurNo ratings yet
- Metal: Iron, Shown Here As Fragments and A 1 CM Cube, Is An Example of A Chemical Element That Is A MetalDocument26 pagesMetal: Iron, Shown Here As Fragments and A 1 CM Cube, Is An Example of A Chemical Element That Is A MetalStefan LavricNo ratings yet
- Metal AlloyDocument30 pagesMetal AlloyAgung Budi Tri PrasetyoNo ratings yet
- Ja Das Ist MetallDocument4 pagesJa Das Ist MetallLeon EversNo ratings yet
- Metals: Properties and Uses of Metallic MaterialsDocument9 pagesMetals: Properties and Uses of Metallic MaterialsdjtomcraftNo ratings yet
- Engineering Physics 2 Unit-5Document98 pagesEngineering Physics 2 Unit-5Sriram J0% (1)
- Structures of METAL and CERAMICSDocument25 pagesStructures of METAL and CERAMICSSeanne CruzNo ratings yet
- Crystalline Nature of MetalsDocument10 pagesCrystalline Nature of MetalsGMD87No ratings yet
- BY Dr. Bibin BhaskaranDocument51 pagesBY Dr. Bibin BhaskarannvemanNo ratings yet
- Welding Metallurgy - Detailed PDFDocument28 pagesWelding Metallurgy - Detailed PDFkarcoepm100% (1)
- Types of Solids 1Document16 pagesTypes of Solids 1Fern BaldonazaNo ratings yet
- Fundametals of material science week 1Document6 pagesFundametals of material science week 1Hanin AqilahNo ratings yet
- Metallurgy and Heat TreatmentDocument30 pagesMetallurgy and Heat TreatmentRadisav NedicNo ratings yet
- ScientificDocument12 pagesScientificbalajiNo ratings yet
- Strusctures of MetalsDocument27 pagesStrusctures of MetalsTrisha Mae TrinidadNo ratings yet
- Lesson 10.2 The Solid StateDocument14 pagesLesson 10.2 The Solid StatefitriNo ratings yet
- Corso Di Metallurgia E Saldatura Testo IngDocument124 pagesCorso Di Metallurgia E Saldatura Testo IngpropeneNo ratings yet
- Guide to Metallurgy, Welding and TestingDocument41 pagesGuide to Metallurgy, Welding and Testingolp757No ratings yet
- Structure and PropertiesDocument36 pagesStructure and PropertiesKunal BedarkarNo ratings yet
- Assignment - 2Document15 pagesAssignment - 2padhiyararpitaNo ratings yet
- Engineering Materials CourseDocument21 pagesEngineering Materials CourseJeffersonTalanNo ratings yet
- 1 Engineering Materials, Processes and Testing (Me136p-2)Document21 pages1 Engineering Materials, Processes and Testing (Me136p-2)JeffersonTalanNo ratings yet
- Manufacturing Processes 3 ch2Document33 pagesManufacturing Processes 3 ch2Muhammad QayyumNo ratings yet
- Structure of Matter Final - Spring 22Document57 pagesStructure of Matter Final - Spring 22Khaled MosadNo ratings yet
- Dental Casting Alloys PDFDocument53 pagesDental Casting Alloys PDFamrsheblks100% (1)
- Solid StateDocument49 pagesSolid Statekishangopi123No ratings yet
- Mat SC SolnDocument10 pagesMat SC SolnAlok YadavNo ratings yet
- Chem ReviewerDocument18 pagesChem ReviewerKnight VelasquezNo ratings yet
- ch1 - ch2 - Metallurgy - Materials Science - DAMDocument54 pagesch1 - ch2 - Metallurgy - Materials Science - DAMFact BabaNo ratings yet
- Geas ObjDocument43 pagesGeas Objhazeypotter100% (1)
- Alloys and Classification of AlloysDocument3 pagesAlloys and Classification of AlloysFaHeem KhAnNo ratings yet
- Metal (Disambiguation)Document37 pagesMetal (Disambiguation)mosesNo ratings yet
- MT 611 Physical MetallurgyDocument85 pagesMT 611 Physical MetallurgyRajarajan KrishnamoorthyNo ratings yet
- Handbook No.1Document125 pagesHandbook No.1Dhinakar AnnaduraiNo ratings yet
- Large covalent molecules and their propertiesDocument8 pagesLarge covalent molecules and their propertieskmoiz427No ratings yet
- METALLIC BONDING AND STRUCTURE (39Document6 pagesMETALLIC BONDING AND STRUCTURE (39Juan Francisco Olivares GonzalesNo ratings yet
- Metals: Properties and Types of MaterialsDocument14 pagesMetals: Properties and Types of MaterialsWaseem AminNo ratings yet
- Dental Casting AlloysDocument53 pagesDental Casting AlloysArun Kumar100% (1)
- MSE - Group 1 - Metals and Metal AlloysDocument12 pagesMSE - Group 1 - Metals and Metal AlloysRenz Allen AbataNo ratings yet
- When Atoms Meet: Chemical BondingDocument88 pagesWhen Atoms Meet: Chemical BondingWilsonNo ratings yet
- Copper pt2 - Bonding and Crystal StructureDocument30 pagesCopper pt2 - Bonding and Crystal StructureHiểu Lam NguyễnNo ratings yet
- Materials & Processes - Chapter 3Document46 pagesMaterials & Processes - Chapter 3Cass HowlettNo ratings yet
- Casting Process OverviewDocument37 pagesCasting Process OverviewCass HowlettNo ratings yet
- Materials & Processes - Chapter 4Document24 pagesMaterials & Processes - Chapter 4Cass HowlettNo ratings yet
- Materials & Processes - Chapter 1Document16 pagesMaterials & Processes - Chapter 1Cass HowlettNo ratings yet
- Hydrcolloids 2Document24 pagesHydrcolloids 2nakshatra1714No ratings yet
- Tutorial 7 Solution EmagnetDocument5 pagesTutorial 7 Solution Emagnethafiz azman50% (4)
- Complete and Simple Solutions For Industrial Process Water and Wastewater TreatmentDocument3 pagesComplete and Simple Solutions For Industrial Process Water and Wastewater TreatmentElena GilNo ratings yet
- Stellar Nucleosynthesis ExplainedDocument29 pagesStellar Nucleosynthesis ExplainedLoren Marie Lemana AceboNo ratings yet
- Test On AggregatesDocument16 pagesTest On AggregatesRuthra Manickam100% (1)
- Articulo #2Document6 pagesArticulo #2Lizana AdielNo ratings yet
- Calc Ammonia Plant Energy ConsumptionDocument17 pagesCalc Ammonia Plant Energy ConsumptionDaniel Puello Rodelo100% (1)
- Analysis of Polymers ATR FTIR AN PDFDocument3 pagesAnalysis of Polymers ATR FTIR AN PDFHasan MahmudNo ratings yet
- DocumentDocument4 pagesDocumentAdil Nawaz KhanNo ratings yet
- Light Curing DevicesDocument13 pagesLight Curing DevicesAhmed Elhossany100% (1)
- Space PhysicsQA 1Document57 pagesSpace PhysicsQA 1thethmusan.2007No ratings yet
- Burning Sugar LabDocument2 pagesBurning Sugar LabEdmark SaladeroNo ratings yet
- Introduction To ThermodynamicDocument18 pagesIntroduction To ThermodynamicLester Alfred M. OlasimanNo ratings yet
- Skf3023 Lecture 3Document10 pagesSkf3023 Lecture 3NOR SANISAH BINTI ARSADNo ratings yet
- 5TH SemDocument19 pages5TH Semskbehera33No ratings yet
- 06 - Chapter 2Document20 pages06 - Chapter 2TalhaNo ratings yet
- Combustion Engineering & Gas Utilisation (SETG 2133)Document51 pagesCombustion Engineering & Gas Utilisation (SETG 2133)NUREEN DAYANA BINTI MOHD IZMANIZAN A21ET0194No ratings yet
- NYLON 6 (H20) : Perry Equipment CorporationDocument2 pagesNYLON 6 (H20) : Perry Equipment CorporationZackNo ratings yet
- Chem Internal AssessmentDocument11 pagesChem Internal Assessmentscott blackNo ratings yet
- Yanbu University College General Physics-I PHYS-101: ObjectDocument8 pagesYanbu University College General Physics-I PHYS-101: ObjectAbdulrhman AbdullahNo ratings yet
- HZM - Data SheetDocument3 pagesHZM - Data SheetFabrizzio IschaberNo ratings yet
- H2 Dai RifiutiDocument258 pagesH2 Dai RifiutiMariaIlariaNo ratings yet
- Effect of Shielding GasesDocument7 pagesEffect of Shielding GasesMayank SinglaNo ratings yet
- Bioselector ProcessesDocument160 pagesBioselector ProcessesJazvonxi05100% (1)
- Technical Documentation AnchorFix 2Document17 pagesTechnical Documentation AnchorFix 2TimoNo ratings yet
- Eg Bremsgleichrichter enDocument21 pagesEg Bremsgleichrichter enAllan AlbaracinNo ratings yet
- pKa of pH Indicators SpectrophotometryDocument7 pagespKa of pH Indicators Spectrophotometry서창완No ratings yet
- Determining Relative Spectral Correction Factors For Emission Signal of Fluorescence SpectrometersDocument5 pagesDetermining Relative Spectral Correction Factors For Emission Signal of Fluorescence Spectrometersmohammed karasnehNo ratings yet
- Thrope Ziegler Cyclization SearchDocument4 pagesThrope Ziegler Cyclization SearchahmedramadanNo ratings yet
- Cement Additives Improve High-Performance BindersDocument7 pagesCement Additives Improve High-Performance Bindersimsurender87No ratings yet