You might also like
- Data Table CarbonDocument2 pagesData Table Carbonyodaswarrior33% (15)
- RNE Brochure (Compatibility Mode)Document6 pagesRNE Brochure (Compatibility Mode)TedNo ratings yet
- Corrosion-Resistant High-Silicon Iron Castings: Standard Specification ForDocument5 pagesCorrosion-Resistant High-Silicon Iron Castings: Standard Specification Forrobert gridleyNo ratings yet
- AISC - Engineering FAQsDocument3 pagesAISC - Engineering FAQsAshish SadaNo ratings yet
- 6-Impact of Adhesive Thickness On The Capacity of The Surface Mounting Steel Plates Strengthening TechniqueDocument9 pages6-Impact of Adhesive Thickness On The Capacity of The Surface Mounting Steel Plates Strengthening TechniqueMr A. M. OlajumokeNo ratings yet
- PC200-8 SM - 013 Troubleshooting by Failure Code Part-3Document50 pagesPC200-8 SM - 013 Troubleshooting by Failure Code Part-3t5442071100% (2)
- Iso 19108Document56 pagesIso 19108AzzahraNo ratings yet
- 5 - Architect Fee AgreementDocument4 pages5 - Architect Fee AgreementJoevince Neil Gacus100% (2)
- HDG Datasheet 4a - Specifying Hot Dip Galvanized SteelDocument1 pageHDG Datasheet 4a - Specifying Hot Dip Galvanized SteelCheah Hon KeongNo ratings yet
- HDG Datasheet 4b A Guide To Hot Dip Galvanizing To Standard BS en ISO 1461 Low Res LDocument2 pagesHDG Datasheet 4b A Guide To Hot Dip Galvanizing To Standard BS en ISO 1461 Low Res LMehman NasibovNo ratings yet
- Epoxy Structural Steel Plate BondingDocument5 pagesEpoxy Structural Steel Plate BondingShepherd NhangaNo ratings yet
- ACI 347-04 Guide To Formwork For ConcreteDocument3 pagesACI 347-04 Guide To Formwork For ConcreteAlpin MaulidinNo ratings yet
- Joint Penetration Groove Welds MemoDocument3 pagesJoint Penetration Groove Welds MemoRobertBostanNo ratings yet
- Steel Erection 6512Document63 pagesSteel Erection 6512brenstagNo ratings yet
- MS-014 - Steel Structuer Erection Work - Lifeline and ScaffoldingDocument27 pagesMS-014 - Steel Structuer Erection Work - Lifeline and ScaffoldingJessie PimentelNo ratings yet
- Steel Structure Design and Fabrication RequirementsDocument11 pagesSteel Structure Design and Fabrication RequirementssbunNo ratings yet
- 100 cmx75 Cmx2cm-Angle + PinDocument9 pages100 cmx75 Cmx2cm-Angle + PinvtalexNo ratings yet
- Grade Slab DetailsDocument1 pageGrade Slab DetailsVarun Kumar MunjalNo ratings yet
- Masterseal 620 TdsDocument3 pagesMasterseal 620 TdsNadeem Khan SelaniNo ratings yet
- AWC Beam FormulasDocument26 pagesAWC Beam FormulasR ASTUSNo ratings yet
- CPT Brochure 1Document12 pagesCPT Brochure 1jose antonio becerra mosqueraNo ratings yet
- Purlins Load Tables 1Document72 pagesPurlins Load Tables 1Mohit NatuNo ratings yet
- Comments 015295Document1 pageComments 015295Sampath S. WickramanayakaNo ratings yet
- Shop Fabrication of Structural SteelDocument12 pagesShop Fabrication of Structural SteelAris WicaksonoNo ratings yet
- Erection Method Statement SummaryDocument32 pagesErection Method Statement SummaryMohamedNo ratings yet
- Covering Letter-For Karanam Ind-PebDocument13 pagesCovering Letter-For Karanam Ind-PebswapnilNo ratings yet
- Door and Frame - Technical ManualDocument384 pagesDoor and Frame - Technical ManualRichard OonNo ratings yet
- Supply of Steel Structural Components and SheetsDocument13 pagesSupply of Steel Structural Components and Sheetsshafiq_05No ratings yet
- 20 Steel Bridge ConstructionDocument62 pages20 Steel Bridge Constructionqu1627No ratings yet
- Anchor Bolt Details & Hole - AISE PDFDocument1 pageAnchor Bolt Details & Hole - AISE PDFYash PaulNo ratings yet
- TDS005-Grade 2 and ASTM A307 BoltingDocument2 pagesTDS005-Grade 2 and ASTM A307 BoltingKrish DoodnauthNo ratings yet
- IS 14817 (Part 2) 2004 - MECHANICAL VIBRATION - EVALUATION OF MACHINE VIBRATION - PART 2 LARGE LADocument11 pagesIS 14817 (Part 2) 2004 - MECHANICAL VIBRATION - EVALUATION OF MACHINE VIBRATION - PART 2 LARGE LAAbinashBeheraNo ratings yet
- DSR PuneDocument7 pagesDSR PunedigvijayjagatapNo ratings yet
- Defining Torsion in Master FrameDocument5 pagesDefining Torsion in Master FramekatoNo ratings yet
- Procedure For Slab To SlabDocument5 pagesProcedure For Slab To SlabKarthik Chalageri 7100% (1)
- Verco Floor Deck Catalog VF4 03-2012 PDFDocument100 pagesVerco Floor Deck Catalog VF4 03-2012 PDFFerdie TolosaNo ratings yet
- Self-Compacting Concrete: The Benefits of SCCDocument4 pagesSelf-Compacting Concrete: The Benefits of SCCKhaja MohiddinNo ratings yet
- Steel Ply BrochureDocument24 pagesSteel Ply BrochureMauricio FuentesNo ratings yet
- Grating Catalog MeiserDocument136 pagesGrating Catalog MeiserAdrian Leonas IonitaNo ratings yet
- Installation Manual RMC050A - Rev.5Document42 pagesInstallation Manual RMC050A - Rev.5John LakNo ratings yet
- Flyer Ostraadt Concrete FleximatDocument2 pagesFlyer Ostraadt Concrete FleximatChristian BarNo ratings yet
- SECTION 03490 Glass Fiber Reinforced Concrete (GFRC)Document17 pagesSECTION 03490 Glass Fiber Reinforced Concrete (GFRC)SunilNo ratings yet
- Early Works Package - Specification B (Section 317210) - Tunnel Primary Support - Ground ReinforcementDocument3 pagesEarly Works Package - Specification B (Section 317210) - Tunnel Primary Support - Ground ReinforcementZain AbidiNo ratings yet
- AD302 Tightening of Ordinary BoltsDocument2 pagesAD302 Tightening of Ordinary Boltsikirby77No ratings yet
- Guideline Notes Deck - Guide PDFDocument20 pagesGuideline Notes Deck - Guide PDFPrapakaranNo ratings yet
- Dynamic and Static Balancing of Rolls - How, Why and WhenDocument2 pagesDynamic and Static Balancing of Rolls - How, Why and WhenAbolfazl KhakiNo ratings yet
- Construction Issues: Anchoring MEP Items Into Suspended SlabsDocument2 pagesConstruction Issues: Anchoring MEP Items Into Suspended SlabsMario SandovalNo ratings yet
- Analyzing and Designing Castellated Beams in STAAD.ProDocument13 pagesAnalyzing and Designing Castellated Beams in STAAD.ProLukman Nul HakimNo ratings yet
- 05-17 QCS 2014Document8 pages05-17 QCS 2014Raja Ahmed Hassan100% (2)
- Ruukki Splicing of Steel Piles by WeldingDocument8 pagesRuukki Splicing of Steel Piles by Weldingyanickdouce1206100% (1)
- Working Platform For Installing and Dismantling Aluminum Formwork PDFDocument9 pagesWorking Platform For Installing and Dismantling Aluminum Formwork PDFmohd zulhafizNo ratings yet
- Revit To Advance Steel Collaboration Method AULON18281-AU2018 - JB - Powerpoint - Show - V2Document48 pagesRevit To Advance Steel Collaboration Method AULON18281-AU2018 - JB - Powerpoint - Show - V2Fongho Eric SinclairNo ratings yet
- Concrete&baseplate PDFDocument18 pagesConcrete&baseplate PDFmitimas2003No ratings yet
- Slim Floor: Long Carbon Europe Sections and Merchant BarsDocument36 pagesSlim Floor: Long Carbon Europe Sections and Merchant BarstankeanleongNo ratings yet
- Technical Specifications C16122F-TPSSDocument326 pagesTechnical Specifications C16122F-TPSSLaurence MichaelNo ratings yet
- Steel GradeDocument3 pagesSteel GradeErickNo ratings yet
- Shop Drawing Review Guide for EngineersDocument2 pagesShop Drawing Review Guide for EngineersSantosh PaiNo ratings yet
- NBC 2010 - Commentaries - Section IDocument24 pagesNBC 2010 - Commentaries - Section IRick HenbidNo ratings yet
- Standing Seam INSTALLATION MANUALDocument9 pagesStanding Seam INSTALLATION MANUALGokulnath TgNo ratings yet
- Installation Guidance For Cable Troughs and Service Ducts PD84Document7 pagesInstallation Guidance For Cable Troughs and Service Ducts PD84sosi2020No ratings yet
- Install cable troughs and ductsDocument7 pagesInstall cable troughs and ductssosi2020No ratings yet
- Installation Guidance For Cable Troughs and Service Ducts PD84Document7 pagesInstallation Guidance For Cable Troughs and Service Ducts PD84sosi2020No ratings yet
- PEB Requirment by ClientDocument4 pagesPEB Requirment by ClientViraj ModiNo ratings yet
- Standing Seam Solar Panel ClampsDocument9 pagesStanding Seam Solar Panel ClampsGokulnath TgNo ratings yet
- LCP Formdek 44: Dimension Tolerance As Per Is 277:2003Document1 pageLCP Formdek 44: Dimension Tolerance As Per Is 277:2003Gokulnath TgNo ratings yet
- Standing Seam Installation ManualDocument9 pagesStanding Seam Installation ManualGokulnath TgNo ratings yet
- A4-LCP-01-Standard Life Line Post DrawingDocument1 pageA4-LCP-01-Standard Life Line Post DrawingGokulnath TgNo ratings yet
- K Clad 30 Structural PropertiesDocument1 pageK Clad 30 Structural PropertiesGokulnath TgNo ratings yet
- Thermal Expansion CalcsDocument6 pagesThermal Expansion CalcsGokulnath TgNo ratings yet
- Coefficient For Point LoadDocument1 pageCoefficient For Point LoadGokulnath TgNo ratings yet
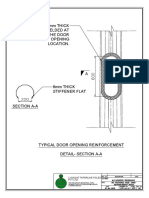
- 8m POLYGONAL POLES - Door Opening ReinorcementDocument1 page8m POLYGONAL POLES - Door Opening ReinorcementGokulnath TgNo ratings yet
- Standing Seam INSTALLATION MANUALDocument9 pagesStanding Seam INSTALLATION MANUALGokulnath TgNo ratings yet
- Structural Capacity of U Runner PDFDocument2 pagesStructural Capacity of U Runner PDFGokulnath TgNo ratings yet
- Disclosure To Promote The Right To InformationDocument36 pagesDisclosure To Promote The Right To InformationHeather CarterNo ratings yet
- Structural Properties of Roof SheetDocument1 pageStructural Properties of Roof SheetGokulnath TgNo ratings yet
- Formdek Structural PropertiesDocument1 pageFormdek Structural PropertiesGokulnath TgNo ratings yet
- TOS - MathDocument4 pagesTOS - MathGeorge Ezar N. QuiriadoNo ratings yet
- Iloc and Loc Uses PDFDocument16 pagesIloc and Loc Uses PDFsaurabhNo ratings yet
- ERA News Mar 23 - Final - 0Document10 pagesERA News Mar 23 - Final - 0Băltoiu Son AlisaNo ratings yet
- 4 1 Separation of VariablesDocument9 pages4 1 Separation of Variablesapi-299265916No ratings yet
- PqdifsdkDocument2 pagesPqdifsdkrafaelcbscribdNo ratings yet
- Proportional Valves: Adjustment ProcedureDocument11 pagesProportional Valves: Adjustment Procedureyaniprasetyo12No ratings yet
- Dur - Ernakulam ReportDocument141 pagesDur - Ernakulam ReportArun SasiNo ratings yet
- Lanco Solar EPC leaderDocument19 pagesLanco Solar EPC leaderShabir TrambooNo ratings yet
- June 28th Altran Capital Market Day Presentation DeckDocument52 pagesJune 28th Altran Capital Market Day Presentation Deckvenkata.krishnan100% (1)
- HYDRAULICSDocument1 pageHYDRAULICSOrland Son FactorNo ratings yet
- Simpack Off-Line and Real Time SimulationDocument23 pagesSimpack Off-Line and Real Time SimulationAnderson ZambrzyckiNo ratings yet
- Circuit Diagram Eng 5582-2-01Document95 pagesCircuit Diagram Eng 5582-2-01edolzaNo ratings yet
- Intelligent PiggingDocument0 pagesIntelligent PiggingSam RajNo ratings yet
- Performance Evaluation and Life Testing of The SPT-100Document12 pagesPerformance Evaluation and Life Testing of The SPT-100ThaSupaflyNo ratings yet
- MR Explorer: Magnetic Resonance Logging ServiceDocument7 pagesMR Explorer: Magnetic Resonance Logging ServiceRoberto DominguezNo ratings yet
- Electric Machine Design 01 Electric Machine DesignDocument10 pagesElectric Machine Design 01 Electric Machine Designkhodabandelou100% (1)
- PD083 05Document1 pagePD083 05Christian Linares AbreuNo ratings yet
- I - Refracted EnergyDocument6 pagesI - Refracted EnergyAmmad Ali QureshiNo ratings yet
- Maths Homework Project Year 4Document8 pagesMaths Homework Project Year 4afeuwbdev100% (1)
- Mcgill Thesis GuidelinesDocument5 pagesMcgill Thesis Guidelinesisabelleonorpaterson100% (2)
- Accident Avoiding Bumper SystemDocument3 pagesAccident Avoiding Bumper SystemDeepak DaineNo ratings yet
- Block Ice Machine Bk50tDocument6 pagesBlock Ice Machine Bk50tWisermenNo ratings yet
- Red Hat System Administration I 3.4 PracticeDocument9 pagesRed Hat System Administration I 3.4 PracticestefygrosuNo ratings yet
- Yuken Series PVL Vane Pumps Catalogue en PDFDocument69 pagesYuken Series PVL Vane Pumps Catalogue en PDFAgilRinaldiNo ratings yet
- Cosmos Carl SaganDocument18 pagesCosmos Carl SaganRabia AbdullahNo ratings yet
- MA 7 TranscriptDocument82 pagesMA 7 TranscriptBob AndrepontNo ratings yet