You might also like
- Control Valve Training MaterialDocument36 pagesControl Valve Training MaterialSanjoy Kr. DeyNo ratings yet
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Safety Director EHS SH&E in Philadelphia PA Resume Dale JohnsonDocument2 pagesSafety Director EHS SH&E in Philadelphia PA Resume Dale JohnsonDale JohnsonNo ratings yet
- Centrifugal Compressor Surge Prevention MethodsDocument36 pagesCentrifugal Compressor Surge Prevention MethodsShabir MansuriNo ratings yet
- Fundamentals of Final Control ElementsDocument57 pagesFundamentals of Final Control ElementshazemNo ratings yet
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- Goat Milking Stand Plans PDFDocument6 pagesGoat Milking Stand Plans PDFcowboyNo ratings yet
- General EK (Control)Document22 pagesGeneral EK (Control)Maneesh100% (1)
- Electro - Proportional ValvesDocument47 pagesElectro - Proportional Valveshamidouhou100% (1)
- Control Valve Design Aspects For Critical Applications in Petrochemical Plants - Part 1 Valve World 2004 Part I PDFDocument6 pagesControl Valve Design Aspects For Critical Applications in Petrochemical Plants - Part 1 Valve World 2004 Part I PDFonizuka-t2263No ratings yet
- Ceramic Tile TechniquesDocument13 pagesCeramic Tile TechniquesStefan Van CleemputNo ratings yet
- Dropped ObjectsDocument26 pagesDropped Objectsgunnery0250% (2)
- Control Valves Tuning PDFDocument13 pagesControl Valves Tuning PDFsteam100deg1658No ratings yet
- Alpha Lubricator Manual MC-2.5Document283 pagesAlpha Lubricator Manual MC-2.5diansulaeman100% (2)
- Gpa 1167 - 83Document23 pagesGpa 1167 - 83Snehashis BoseNo ratings yet
- Compressor Tech May 2013Document89 pagesCompressor Tech May 2013H.a. UlicesNo ratings yet
- Brown Slidey T-PlansDocument4 pagesBrown Slidey T-PlansPhillipe El Hage0% (1)
- Types of Control ValvesDocument8 pagesTypes of Control ValvesRishi Kant SharmaNo ratings yet
- Training Manual-Piping: Piping Study Underground PipingDocument30 pagesTraining Manual-Piping: Piping Study Underground Pipingrams789100% (2)
- Valve Selection Handbook: Engineering Fundamentals for Selecting the Right Valve Design for Every Industrial Flow ApplicationFrom EverandValve Selection Handbook: Engineering Fundamentals for Selecting the Right Valve Design for Every Industrial Flow ApplicationRating: 4.5 out of 5 stars4.5/5 (21)
- Aspect Security The Unfortunate Reality of Insecure LibrariesDocument20 pagesAspect Security The Unfortunate Reality of Insecure Libraries99patinoNo ratings yet
- Srs On Quora Com 364482795 Srs On Quora ComDocument13 pagesSrs On Quora Com 364482795 Srs On Quora Comayush dwivediNo ratings yet
- Sus Prog 3 DDocument313 pagesSus Prog 3 Dali mortadaNo ratings yet
- Control Valve PDFDocument39 pagesControl Valve PDFRush SfNo ratings yet
- Ipc 15 Valve CharacteristicsDocument41 pagesIpc 15 Valve CharacteristicsHarsh RavalNo ratings yet
- Techniques Used To Reduce Explosion Hazards-Snehashis BoseDocument4 pagesTechniques Used To Reduce Explosion Hazards-Snehashis BoseSnehashis BoseNo ratings yet
- Control ValveDocument39 pagesControl ValvewirawansatriaNo ratings yet
- Control ValveDocument39 pagesControl Valveryukyu100% (1)
- Control Chapter 5 - RemoteDocument87 pagesControl Chapter 5 - RemoteJhonny PerezNo ratings yet
- Control Valves and SensorsDocument86 pagesControl Valves and SensorsWilmar Antonio Zuluaga ArangoNo ratings yet
- Basic Control Valve Sizing and SelectionDocument38 pagesBasic Control Valve Sizing and SelectionmohamedNo ratings yet
- Prevention of Actuator Emissions in the Oil and Gas IndustryFrom EverandPrevention of Actuator Emissions in the Oil and Gas IndustryNo ratings yet
- Arihant Class 10 Term 2 Computer Applications 2022Document94 pagesArihant Class 10 Term 2 Computer Applications 2022ekansh bhardwajNo ratings yet
- Lyoprint PT RVDocument6 pagesLyoprint PT RVLambo SunNo ratings yet
- Balance of Plant - IntroductionDocument20 pagesBalance of Plant - IntroductionSwapanbasuNo ratings yet
- LNG Project - Concept To Commissioning July 2017Document26 pagesLNG Project - Concept To Commissioning July 2017Snehashis BoseNo ratings yet
- Basic Control Valve Sizing and SelectionDocument53 pagesBasic Control Valve Sizing and SelectionAtul TripathiNo ratings yet
- Control ValveDocument35 pagesControl Valveshivani DubeyNo ratings yet
- PICV 2017 V4 1 RDocument8 pagesPICV 2017 V4 1 RNguyễn Thành ChungNo ratings yet
- Basic Control Valve - Sizing & SelectionDocument38 pagesBasic Control Valve - Sizing & SelectionViệt Đặng XuânNo ratings yet
- Vna201a N15aDocument31 pagesVna201a N15aLinh LyNo ratings yet
- Fieldbus Technology:: PLC ArchitectureDocument6 pagesFieldbus Technology:: PLC ArchitectureGhalih Hakiki KavisaNo ratings yet
- CV Exp 6Document7 pagesCV Exp 6Mohd RehanNo ratings yet
- Training Module THINKTANKcontrol Valve PDFDocument90 pagesTraining Module THINKTANKcontrol Valve PDFkam.kimou16No ratings yet
- ControlValveCharacteristics HTMLDocument14 pagesControlValveCharacteristics HTMLempanadaNo ratings yet
- Rate of Flow Non-Surge Check Valve: ModelDocument2 pagesRate of Flow Non-Surge Check Valve: ModelAndrzej BąkałaNo ratings yet
- Valve Technology: - by Fabian C. GonzalezDocument106 pagesValve Technology: - by Fabian C. GonzalezNyoman RakaNo ratings yet
- Lecture 8 - Control ValvesDocument35 pagesLecture 8 - Control ValvesMohamed SalaheldinNo ratings yet
- Control Valve Sizing: By: Michael R. LuzonDocument13 pagesControl Valve Sizing: By: Michael R. LuzonMichael Recolcolin LuzonNo ratings yet
- F-27201 (DuraDrive Globe Valve Product Guide)Document36 pagesF-27201 (DuraDrive Globe Valve Product Guide)NATHANNo ratings yet
- Section 8 - Control Valve Flow Characteristics PDFDocument6 pagesSection 8 - Control Valve Flow Characteristics PDFMahmoud Ahmed Ali AbdelrazikNo ratings yet
- Concepts of Instrumentation Module: Self Operated RegulatorsDocument48 pagesConcepts of Instrumentation Module: Self Operated RegulatorsSnehashis BoseNo ratings yet
- Equal Percentage Control Valves and Applications - Control NotesDocument6 pagesEqual Percentage Control Valves and Applications - Control Notesmehdi haghdoostNo ratings yet
- TM 90 01Document29 pagesTM 90 01juliancardona77No ratings yet
- FC Mag - Characteristics and SizingDocument5 pagesFC Mag - Characteristics and SizingAhmed KhairiNo ratings yet
- Process Control Lab ManualDocument95 pagesProcess Control Lab ManualMangaiyarakarasi VenkatachalamNo ratings yet
- FlowCon A AB ABV BrochureDocument4 pagesFlowCon A AB ABV BrochureDenon EvonNo ratings yet
- TurboSmart Egate 60mm9Document1 pageTurboSmart Egate 60mm9fabio-ftzNo ratings yet
- Control valves_HandoutDocument10 pagesControl valves_Handouttenguria samriddhNo ratings yet
- 12 AirOperatedValveDocument16 pages12 AirOperatedValveKhanawut SripakdeeNo ratings yet
- Control Valves OverviewDocument103 pagesControl Valves OverviewMarcelo Fabián PurrettaNo ratings yet
- TB 1035 - 1987 02 Flow CharacterisiticsDocument5 pagesTB 1035 - 1987 02 Flow CharacterisiticsCarlos GutierrezNo ratings yet
- Equal Percentage Control Valves and Applications - Control NotesDocument6 pagesEqual Percentage Control Valves and Applications - Control NotesShubham PisalNo ratings yet
- Tech ManualDocument44 pagesTech ManualJonathan Negrete OrtizNo ratings yet
- Empirical Process ControlDocument12 pagesEmpirical Process ControlrahulNo ratings yet
- Valve ActuatorsDocument32 pagesValve ActuatorsAntoine lazarus MaomyNo ratings yet
- Capital Controls Chloromatic Series 70AV2000: Gas Control Valve For Pressurized AmmoniaDocument4 pagesCapital Controls Chloromatic Series 70AV2000: Gas Control Valve For Pressurized AmmoniaFranco ArellanoNo ratings yet
- Biffi 2Document6 pagesBiffi 2Goutham KSNo ratings yet
- Control Valve Selection Guide - Valve Selection - Valve HandbookDocument21 pagesControl Valve Selection Guide - Valve Selection - Valve Handbook2g2qscbv5pNo ratings yet
- PLC Pak Dheka Kajian Desain Retrofit Governor Control System Di PLTU Nii Tanasa Unit 1Document20 pagesPLC Pak Dheka Kajian Desain Retrofit Governor Control System Di PLTU Nii Tanasa Unit 1Yassar atha100% (1)
- Electrovalvulas de Control ProporcionalDocument142 pagesElectrovalvulas de Control Proporcionalwarehouse cikalongNo ratings yet
- Proportional Electro-Hydraulic Control ValvesDocument12 pagesProportional Electro-Hydraulic Control Valvesaries_fransischoNo ratings yet
- Automatic Float Switches 836 Series ABDocument37 pagesAutomatic Float Switches 836 Series ABJorge ReyesNo ratings yet
- PCT 259645Document4 pagesPCT 259645Liquidstate glassNo ratings yet
- GENERAL-VALVE-Four-way-Diverter-ValveDocument16 pagesGENERAL-VALVE-Four-way-Diverter-ValveLuis Miguel EstradaNo ratings yet
- Control Valve Final Control Element in BriefDocument38 pagesControl Valve Final Control Element in BriefSagar Pawar100% (1)
- Mod MuxDocument116 pagesMod MuxSnehashis BoseNo ratings yet
- CBSE Class 10 English Communicative Previous Year Question Paper 2019 Set 1 4 1Document7 pagesCBSE Class 10 English Communicative Previous Year Question Paper 2019 Set 1 4 1Snehashis BoseNo ratings yet
- CBSE Class 10 English Communicative Previous Year Question Paper 2015 Set 1 1 1Document11 pagesCBSE Class 10 English Communicative Previous Year Question Paper 2015 Set 1 1 1Snehashis BoseNo ratings yet
- Soluttion Ch-1Document22 pagesSoluttion Ch-1Snehashis BoseNo ratings yet
- (p1) Ili Presentation 1Document40 pages(p1) Ili Presentation 1Snehashis BoseNo ratings yet
- pdfocSP2xXA6d PDFDocument47 pagespdfocSP2xXA6d PDFEidy Estupiñan VaronaNo ratings yet
- Faq rs232 LoopbackDocument4 pagesFaq rs232 LoopbackSnehashis BoseNo ratings yet
- Brain TeaserDocument2 pagesBrain TeaserSnehashis BoseNo ratings yet
- Olin ModbDocument10 pagesOlin ModbSnehashis BoseNo ratings yet
- PH MeterDocument34 pagesPH MeterUpendra Sharma SulibeleNo ratings yet
- Biotechnology 2020-21Document6 pagesBiotechnology 2020-21Naman AgarwalNo ratings yet
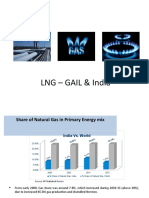
- LNG - GAIL & IndiaDocument21 pagesLNG - GAIL & IndiaSnehashis BoseNo ratings yet
- Ncert Solutions Class 8 Science Chapter 18 Pollution Air WaterDocument3 pagesNcert Solutions Class 8 Science Chapter 18 Pollution Air WaterSnehashis BoseNo ratings yet
- Fundamentals of Flow Computers: An OverviewDocument11 pagesFundamentals of Flow Computers: An OverviewSnehashis BoseNo ratings yet
- SUMMATIVE ASSESSMENT-II - (2014-2015) Subject: SCIENCE Class: VIII Time 2: 30 Hrs. + 30 Mins For OTBA M.M. 60 General InstructionsDocument3 pagesSUMMATIVE ASSESSMENT-II - (2014-2015) Subject: SCIENCE Class: VIII Time 2: 30 Hrs. + 30 Mins For OTBA M.M. 60 General InstructionsSnehashis BoseNo ratings yet
- Control valve design and sizing for critical petrochemical applicationsDocument4 pagesControl valve design and sizing for critical petrochemical applicationsSnehashis BoseNo ratings yet
- Con Uc TivityDocument2 pagesCon Uc TivitySnehashis BoseNo ratings yet
- fp1 SigDocument18 pagesfp1 SigSnehashis BoseNo ratings yet
- fp2 SigDocument30 pagesfp2 SigSnehashis BoseNo ratings yet
- PH MeterDocument34 pagesPH MeterUpendra Sharma SulibeleNo ratings yet
- Concepts of Instrumentation Module: ValvesDocument23 pagesConcepts of Instrumentation Module: ValvesSnehashis BoseNo ratings yet
- Concepts of Instrumentation Module: Self Operated RegulatorsDocument48 pagesConcepts of Instrumentation Module: Self Operated RegulatorsSnehashis BoseNo ratings yet
- Petroleum and Natural Gas Regulatory Board issues new technical standardsDocument63 pagesPetroleum and Natural Gas Regulatory Board issues new technical standardsSainu KalathingalNo ratings yet
- Princecraft Bateaux enDocument70 pagesPrincecraft Bateaux enkhussonNo ratings yet
- 2nd Quarter Week 3 Parallel CircuitDocument12 pages2nd Quarter Week 3 Parallel CircuitjNo ratings yet
- Dam PluggingDocument104 pagesDam PluggingMpho Vince MatlouNo ratings yet
- TransformerDocument17 pagesTransformerRunNo ratings yet
- Kodak X-Omat Multiloader 300 Film Feeder - User ManualDocument10 pagesKodak X-Omat Multiloader 300 Film Feeder - User ManualNikolay PenevNo ratings yet
- MAE Courses For PHDDocument8 pagesMAE Courses For PHDNho Do ThanhNo ratings yet
- CEO President General Manager in Dallas FT Worth TX Resume Angelo UggeDocument3 pagesCEO President General Manager in Dallas FT Worth TX Resume Angelo UggeAngeloUggeNo ratings yet
- Top Sources and Solutions for Indoor Air PollutionDocument30 pagesTop Sources and Solutions for Indoor Air PollutionM.Sohail100% (1)
- Annikken Andee User GuideDocument68 pagesAnnikken Andee User Guiderivamara5960100% (1)
- Olt Config CuyDocument21 pagesOlt Config CuyEron RamdanyNo ratings yet
- Ae603 PS 3Document3 pagesAe603 PS 3JohnNo ratings yet
- Shale Gas MaterialsDocument502 pagesShale Gas MaterialsJaneColesNo ratings yet
- QCD-FS-G.Annex Rev2015 PDFDocument1 pageQCD-FS-G.Annex Rev2015 PDFvhin84No ratings yet
- G 9Document10 pagesG 9Phiw TabuzoNo ratings yet
- Unit I Acoustics Planning For Noise, STC, NRCDocument9 pagesUnit I Acoustics Planning For Noise, STC, NRCKavya DesaiNo ratings yet
- Quartz Analogue Watches User Manual: Display and FunctionsDocument3 pagesQuartz Analogue Watches User Manual: Display and FunctionsFlorin MihaiNo ratings yet
- Renovate Galvanized SteelDocument1 pageRenovate Galvanized SteelSam SamuelsonNo ratings yet
- Searchq Cache JK76 QUqg RF8 JWWWDocument36 pagesSearchq Cache JK76 QUqg RF8 JWWWSajuSadasivanNo ratings yet