You might also like
- Blacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithFrom EverandBlacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- 8 Die CastingDocument6 pages8 Die CastingAkshayNo ratings yet
- Die Casting Process GuideDocument41 pagesDie Casting Process GuideSree RamichettyNo ratings yet
- Casting TheoryDocument55 pagesCasting TheorygggNo ratings yet
- Manufacuring Process-I - Special CastingDocument40 pagesManufacuring Process-I - Special CastingAditya RaoNo ratings yet
- Module 3 - Casting Processes OverviewDocument18 pagesModule 3 - Casting Processes OverviewGoutham ReddyNo ratings yet
- Metal Casting Processes and DefectsDocument56 pagesMetal Casting Processes and DefectsAdian SivaNo ratings yet
- Rolling: - IntroductionDocument17 pagesRolling: - IntroductionMaheshNo ratings yet
- Forgingforging ProcessDocument13 pagesForgingforging Processpatel ketanNo ratings yet
- Special CastingDocument46 pagesSpecial CastingJith Viswa100% (1)
- Unit III - Bulk Deformation ProcessesDocument48 pagesUnit III - Bulk Deformation ProcessesRavitej SuraparajuNo ratings yet
- Forgingforging ProcessDocument14 pagesForgingforging ProcessShrikant BagaveNo ratings yet
- Casting Design and Process OptimizationDocument20 pagesCasting Design and Process OptimizationCHANDRAJEET AMARNo ratings yet
- Sand Casting Guide: Gating Systems & RisersDocument31 pagesSand Casting Guide: Gating Systems & RisersAmruta Rane100% (1)
- Casting ProcessesDocument42 pagesCasting ProcessesVijay PawarNo ratings yet
- Production and Manufacturing of Automotive Engine ComponentsDocument24 pagesProduction and Manufacturing of Automotive Engine ComponentsMr. Jerome Nithin Gladson100% (1)
- Permanent Mold Casting Processes: Usually Made From Metal Gas Pressure or A Vacuum UsedDocument57 pagesPermanent Mold Casting Processes: Usually Made From Metal Gas Pressure or A Vacuum UsedJacob KussiaNo ratings yet
- Enme 331-Fundamentals of CastingDocument48 pagesEnme 331-Fundamentals of CastingAhmed AbdulrhmanNo ratings yet
- Metallic Materials Casting and Sintering ProcessesDocument23 pagesMetallic Materials Casting and Sintering ProcessesgayeNo ratings yet
- Dr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egDocument46 pagesDr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egØŠMÄÑ MØHÂMĒDNo ratings yet
- Casting DefectsDocument4 pagesCasting Defectshamza aliNo ratings yet
- Flame HardeningDocument29 pagesFlame Hardeningzaid sulaimanNo ratings yet
- 9 19 01 2023Document21 pages9 19 01 2023keshavkoolwalNo ratings yet
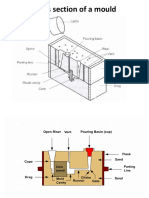
- Cross Section of A MouldDocument56 pagesCross Section of A MouldALOKSRKNo ratings yet
- Deep Drawing and Super-Plastic Forming Processes ComparedDocument83 pagesDeep Drawing and Super-Plastic Forming Processes ComparedYasir HussainNo ratings yet
- Workshop LectureDocument42 pagesWorkshop LectureHassaan YousafNo ratings yet
- Metal FormingDocument40 pagesMetal Formingsreeeram100% (1)
- Metal Forming Processes and TechniquesDocument19 pagesMetal Forming Processes and TechniquesAtulNo ratings yet
- 7 - Special Casting ProcessesDocument21 pages7 - Special Casting ProcessesSaniyahNo ratings yet
- Advannced Manufacturing Process. Module 1Document61 pagesAdvannced Manufacturing Process. Module 1Thomas TharakanNo ratings yet
- Manufacturing Processes Project: Automotive Differential: Group 3Document6 pagesManufacturing Processes Project: Automotive Differential: Group 3Pratik AcharyaNo ratings yet
- Lecture 03 - Bulk-Forming Processes PDFDocument22 pagesLecture 03 - Bulk-Forming Processes PDFMohamed Galal MekawyNo ratings yet
- BMP - (Class 18 - Class-23) - Metal FormingDocument58 pagesBMP - (Class 18 - Class-23) - Metal FormingAsesh PramanikNo ratings yet
- Metal Casters Try To Produce Perfect Castings. - : A Few Castings, However, Are Completely Free of DefectsDocument60 pagesMetal Casters Try To Produce Perfect Castings. - : A Few Castings, However, Are Completely Free of DefectsshahazadNo ratings yet
- Casting Design RulesDocument44 pagesCasting Design RulesZeel PatelNo ratings yet
- Processes Used To Form Metallic MaterialsDocument23 pagesProcesses Used To Form Metallic MaterialsHimanshu GuptaNo ratings yet
- Unit-2 (1) MPDocument70 pagesUnit-2 (1) MPVishvas SinghhNo ratings yet
- Cross Section of A MouldDocument54 pagesCross Section of A MouldkanishkNo ratings yet
- MP - Module 1 - Casting ProcessesDocument108 pagesMP - Module 1 - Casting ProcessesrohanNo ratings yet
- ExtrusionDocument28 pagesExtrusionAkash SavaliyaNo ratings yet
- 8 Centrifugal & Die Casting-2Document53 pages8 Centrifugal & Die Casting-2Monsieur PoopNo ratings yet
- Chapter 4 CastingDocument90 pagesChapter 4 CastingA TalkNo ratings yet
- Fundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and CoolingDocument35 pagesFundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and Coolingb0zzch4No ratings yet
- Metalcastingprocess 110925103638 Phpapp02 PDFDocument51 pagesMetalcastingprocess 110925103638 Phpapp02 PDFramesh tNo ratings yet
- Chapter 3 Metal Forming Rev1Document42 pagesChapter 3 Metal Forming Rev1Dinie Zulhusni ArsadNo ratings yet
- Casting DefectsDocument60 pagesCasting DefectsVaibhav AwacharNo ratings yet
- Extrusion A Manufacturing ProcessDocument36 pagesExtrusion A Manufacturing Processrsurao24No ratings yet
- Chapter 2 Metal Casting ProcessesDocument59 pagesChapter 2 Metal Casting Processesdagimawgchew777No ratings yet
- Slush CastingDocument20 pagesSlush Castingamt938100% (1)
- Metal Casting: Compiled By: Norliana Mohd AbbasDocument34 pagesMetal Casting: Compiled By: Norliana Mohd AbbasAziful AimanNo ratings yet
- Hot Cold WorkingDocument40 pagesHot Cold Workingpatel ketanNo ratings yet
- Cold Pilgering: A Concise GuideDocument20 pagesCold Pilgering: A Concise GuideTarang MehtaNo ratings yet
- Unit I Foundry AllDocument58 pagesUnit I Foundry AllvelavansuNo ratings yet
- CH 7-Methods of CastingDocument44 pagesCH 7-Methods of CastingGosaye DesalegnNo ratings yet
- Cold Formed SteelDocument66 pagesCold Formed Steelarkirthi1175No ratings yet
- Cast Automobile PartsDocument52 pagesCast Automobile PartsnunuNo ratings yet
- 6 - Bulk Deformation ProcessesDocument34 pages6 - Bulk Deformation ProcessesZack MalikNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- BindersDocument22 pagesBindersRahul KorothNo ratings yet
- B E1135 Pages: 2: Answer Any Three Full Questions, Each Carries 10marksDocument2 pagesB E1135 Pages: 2: Answer Any Three Full Questions, Each Carries 10marksRahul KorothNo ratings yet
- 2019 Dec. ME303-F - Ktu QbankDocument2 pages2019 Dec. ME303-F - Ktu QbankRahul KorothNo ratings yet
- Machine Tools and Digital Manufacturing ExamDocument2 pagesMachine Tools and Digital Manufacturing ExamswalihNo ratings yet
- Module 6Document19 pagesModule 6Livin VargheseNo ratings yet
- محاضرة (4) نسيجيةDocument6 pagesمحاضرة (4) نسيجيةمصطفــى أبـراهيـم محمــدNo ratings yet
- NMR Spectroscopy: Koradiya Ketan N. Inorganic Chemistry, Reg. Roll No-5, Bhavnagar University, Bhavnagar-05Document41 pagesNMR Spectroscopy: Koradiya Ketan N. Inorganic Chemistry, Reg. Roll No-5, Bhavnagar University, Bhavnagar-05Koradiya Ketan NNo ratings yet
- Curriculum Vitae: Academic QualificationsDocument3 pagesCurriculum Vitae: Academic QualificationswongsosoegaliNo ratings yet
- Group - 2 - Design of RC T Girder BridgeDocument229 pagesGroup - 2 - Design of RC T Girder BridgesubodhstudymaterialsNo ratings yet
- Azeotropic and Extractive DistillationDocument9 pagesAzeotropic and Extractive DistillationShahzaib IqbalNo ratings yet
- CSIRO-RMIT Research Masters Project List: ID# Project Title RMIT Supervisors RMIT School Program Code Csiro Lab LocationDocument2 pagesCSIRO-RMIT Research Masters Project List: ID# Project Title RMIT Supervisors RMIT School Program Code Csiro Lab LocationRenzo FernandezNo ratings yet
- Non-Newtonian Fluid - WikipediaDocument7 pagesNon-Newtonian Fluid - WikipediaStanislav Neo MilovanovicNo ratings yet
- Composition of Soil Terminology & DefinitionsDocument18 pagesComposition of Soil Terminology & Definitionsedouard dudeNo ratings yet
- Parker Hyd MotorDocument44 pagesParker Hyd MotorUNIISCRIBDNo ratings yet
- Aircraft and Jet Propulsion Systems: Ajith .J. Deshpande USN:1RC09ME006 SEM:VIII A' (Mech) College: SRSITDocument32 pagesAircraft and Jet Propulsion Systems: Ajith .J. Deshpande USN:1RC09ME006 SEM:VIII A' (Mech) College: SRSITAida Brkić - BurićNo ratings yet
- Strength and Protective Coatings On Steel Industrial Fence FrameworkDocument7 pagesStrength and Protective Coatings On Steel Industrial Fence FrameworkDarwin DarmawanNo ratings yet
- Class 11 and 12 Biology, Chemistry and Physics NotesDocument4 pagesClass 11 and 12 Biology, Chemistry and Physics NotesADARSHRAJ MOHAPATRANo ratings yet
- SKF Spherical Roller BearingsDocument32 pagesSKF Spherical Roller BearingsSquirrel24No ratings yet
- FLUENT13 Workshop XX RAE AirfoilDocument47 pagesFLUENT13 Workshop XX RAE AirfoilJosé Javier Salinas ZavalaNo ratings yet
- % Steel RCC STRDocument9 pages% Steel RCC STRVenkata Raju KalidindiNo ratings yet
- Engg Mechanics Ques BankDocument68 pagesEngg Mechanics Ques BankUtkalNo ratings yet
- HANDBOOK DH For Ice Rink ArenaDocument8 pagesHANDBOOK DH For Ice Rink Arenatrane0102198No ratings yet
- Physics Chapter 2 Transparency Worksheet .Document8 pagesPhysics Chapter 2 Transparency Worksheet .Olalekan OyekunleNo ratings yet
- MERC MATERIAL For Power PlantDocument58 pagesMERC MATERIAL For Power PlantDurga Prasad SharmaNo ratings yet
- American National Standard For Switchgear and Transformers - Pad-Mounted Equipment - Enclosure Integrity For Coastal EnvironmentsDocument12 pagesAmerican National Standard For Switchgear and Transformers - Pad-Mounted Equipment - Enclosure Integrity For Coastal EnvironmentsMahmoud LotfyNo ratings yet
- Solar CellDocument38 pagesSolar CellPrudhvinadh KopparapuNo ratings yet
- Simulation of Shell and Helical Coil Heat Exchanger For Hot and Cold Fluid Flowing Fe2O3 Nanofluid With Water As Its Base by Using CFDDocument5 pagesSimulation of Shell and Helical Coil Heat Exchanger For Hot and Cold Fluid Flowing Fe2O3 Nanofluid With Water As Its Base by Using CFDBhukya Naveen kumarNo ratings yet
- Polymer Degradation and Stability: Sumit K. Singh, Yogesh Kumar, Sham S. RavindranathDocument12 pagesPolymer Degradation and Stability: Sumit K. Singh, Yogesh Kumar, Sham S. RavindranathAnonymous x7VY8VF7No ratings yet
- Topic SP025Document1 pageTopic SP025HafizahNo ratings yet
- Zhu Et Al. - 2019 - Impact of Foaming Agent On The Performance of Colloidal Gas Aphron Drilling Fluid For Geothermal DrillinDocument10 pagesZhu Et Al. - 2019 - Impact of Foaming Agent On The Performance of Colloidal Gas Aphron Drilling Fluid For Geothermal DrillinCATALINA MEDRANONo ratings yet
- (Geophysical Monograph, 54) J H Waite, J L Burch, R L Moore, AGU Books Board-Solar System Plasma Physics-American Geophysical Union (1989)Document425 pages(Geophysical Monograph, 54) J H Waite, J L Burch, R L Moore, AGU Books Board-Solar System Plasma Physics-American Geophysical Union (1989)angelica villaloboNo ratings yet
- Reinforced Concrete Beam Design ProblemsDocument5 pagesReinforced Concrete Beam Design ProblemsCeyn Lumabad0% (1)
- Assignment 1Document2 pagesAssignment 1Alwarsamy Ramasamy100% (1)
- Compact Blue-Green Lasers for OEM ApplicationsDocument41 pagesCompact Blue-Green Lasers for OEM Applicationsdpiehler@alphion.comNo ratings yet
- MS - MaintenanceManual - WP - EN 07 2021 V12 10.08.21Document16 pagesMS - MaintenanceManual - WP - EN 07 2021 V12 10.08.21Cesar NZNo ratings yet