You might also like
- Department of Education: Use of Basic Hand Tools and EquipmentDocument11 pagesDepartment of Education: Use of Basic Hand Tools and EquipmentJay BustamanteNo ratings yet
- Tle 7 and 8 Smaw Week1Document6 pagesTle 7 and 8 Smaw Week1Mary Angeline MabulayNo ratings yet
- Smaw Week 3 4Document24 pagesSmaw Week 3 4Joseph Bautista100% (1)
- Introduction To Smaw Classification of ToolsDocument31 pagesIntroduction To Smaw Classification of ToolsJensly Tias100% (1)
- Las Tve Smaw 8 Q1 - W4-6Document13 pagesLas Tve Smaw 8 Q1 - W4-6Daryl TesoroNo ratings yet
- SMAW Prayer and Welding ToolsDocument39 pagesSMAW Prayer and Welding ToolsTalakag TnhsNo ratings yet
- Carpentry Tools, Equipment, Roof Systems and Joints ExplainedDocument2 pagesCarpentry Tools, Equipment, Roof Systems and Joints ExplainedMarian Galvez-Luis0% (1)
- Oromia Tvet Bureau: Learning Guide # 1Document37 pagesOromia Tvet Bureau: Learning Guide # 1Gudeta J AtomsaNo ratings yet
- CARRY OUT MEASUREMENTS and CalculationDocument51 pagesCARRY OUT MEASUREMENTS and CalculationSolomon GebruNo ratings yet
- Automotive Measuring ToolsDocument24 pagesAutomotive Measuring ToolsBrendan BrodieNo ratings yet
- Luray II Barangay High School Summative Test in SMAW 8Document3 pagesLuray II Barangay High School Summative Test in SMAW 8Krizzie Jade Cailing100% (1)
- Determine Appropriate Welding Materials Based On Technical DrawingsDocument86 pagesDetermine Appropriate Welding Materials Based On Technical DrawingsKenneth AlisasisNo ratings yet
- Lathe Machine Workshop GuideDocument28 pagesLathe Machine Workshop GuideMohd HapisNo ratings yet
- Pre Assessment Activities FinalDocument12 pagesPre Assessment Activities Finalreymark layupanNo ratings yet
- 3 Categories Tools in AutomotiveDocument6 pages3 Categories Tools in AutomotiveAngelika PangilinanNo ratings yet
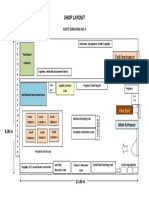
- Baluran Pts 14-Shop Layout - Automotive ServicingDocument1 pageBaluran Pts 14-Shop Layout - Automotive ServicingLando LandoNo ratings yet
- Classification of HandtoolsDocument1 pageClassification of Handtoolslanie a. bagapuroNo ratings yet
- Perform Basic BenchworkDocument46 pagesPerform Basic Benchworkray100% (1)
- Good Morning Students!Document61 pagesGood Morning Students!MOCHI 933No ratings yet
- Handling of Measuring InstrumentsDocument13 pagesHandling of Measuring Instrumentsjericho villegasNo ratings yet
- Smaw TRHSDocument32 pagesSmaw TRHSnareshNo ratings yet
- Electrical ToolsDocument6 pagesElectrical ToolsPhilip Cedric LocilloNo ratings yet
- Topic: References: Learning Module in Agriculture and Crop Production 7/8 and Internet Materials: Books, Printed Materials and PicturesDocument4 pagesTopic: References: Learning Module in Agriculture and Crop Production 7/8 and Internet Materials: Books, Printed Materials and PicturesJegga escuadroNo ratings yet
- Tools in Carpentry: Tool BeltDocument14 pagesTools in Carpentry: Tool BeltMyla LayanNo ratings yet
- Performing Basic BenchworksDocument33 pagesPerforming Basic BenchworksChristian Greg Gopole AltarNo ratings yet
- LP16 Drawing Symbols and SignsDocument4 pagesLP16 Drawing Symbols and SignsGlenn Fortades SalandananNo ratings yet
- WAEC/SSCE WoodworkDocument13 pagesWAEC/SSCE WoodworkIfiokobong Akpan100% (3)
- Automotive Servicing Module 2Document10 pagesAutomotive Servicing Module 2Jayson PalisocNo ratings yet
- Screw ThreadDocument51 pagesScrew ThreadzaidoNo ratings yet
- ME 2029 DESIGN OF JIGS, FIXTURES & PRESS TOOLSDocument24 pagesME 2029 DESIGN OF JIGS, FIXTURES & PRESS TOOLSAravindhan100% (1)
- TLE - Industrial Arts: Leathercraft 10 Kinds of Craft LeatherDocument18 pagesTLE - Industrial Arts: Leathercraft 10 Kinds of Craft LeatherDaisery PerezNo ratings yet
- Study Guide For Perform Bench Work (Basic)Document3 pagesStudy Guide For Perform Bench Work (Basic)jouie tabilin100% (1)
- First Quarter Exam in Welding MeasurementsDocument6 pagesFirst Quarter Exam in Welding MeasurementsTeacher Ronel SDO NavotasNo ratings yet
- Defective and Non-Defective ToolsDocument16 pagesDefective and Non-Defective ToolsArnol CandareNo ratings yet
- Epp, Tle DLLDocument4 pagesEpp, Tle DLLJessa B. PerezNo ratings yet
- Lesson 1.1 Hand ToolsDocument54 pagesLesson 1.1 Hand ToolsRaymondNo ratings yet
- Rebar WorksDocument17 pagesRebar WorksYhancie Mae TorresNo ratings yet
- Carpentry Grade 9 Quiz 2 2022 2023Document2 pagesCarpentry Grade 9 Quiz 2 2022 2023Michelle Sadao100% (1)
- Brickmasonrytools 151127123349 Lva1 App6891Document14 pagesBrickmasonrytools 151127123349 Lva1 App6891Kiata WayuyabNo ratings yet
- Bar Bender and Steel Fixer Level 4Document16 pagesBar Bender and Steel Fixer Level 4Ritam SahaNo ratings yet
- Basic Drafting Tools and EquipmentDocument28 pagesBasic Drafting Tools and EquipmentMeliza Alfonso Bawaan100% (2)
- TR Furniture Finishing NC IIDocument68 pagesTR Furniture Finishing NC IISkill-Power Institute, Inc Cabanatuan CityNo ratings yet
- Semi-Detailed Lesson Plan in Tle8 (Productivity, Humility) January 26, 2017Document3 pagesSemi-Detailed Lesson Plan in Tle8 (Productivity, Humility) January 26, 2017gaea louNo ratings yet
- 23Document45 pages23777priyankaNo ratings yet
- Carpentry Tools 1Document19 pagesCarpentry Tools 1nef blance100% (1)
- Perform Concrete and Masonry Processes and FinishingDocument32 pagesPerform Concrete and Masonry Processes and FinishingJoebelle Senador100% (1)
- Lay-Out and Cut Dimension of Form Sheeting and StiffenersDocument5 pagesLay-Out and Cut Dimension of Form Sheeting and Stiffenersartjill printing0% (1)
- Linear MeasurementDocument144 pagesLinear Measurementpatel ketan100% (2)
- Perform Mensuration and CalculationDocument29 pagesPerform Mensuration and CalculationVanessa Inciso HebronNo ratings yet
- DLP1Document3 pagesDLP1Seffa Emm CastroMontes PumarPasanaNo ratings yet
- Bench WorkDocument8 pagesBench WorkAl Fredo94% (17)
- Smaw NC IiDocument60 pagesSmaw NC IiDaraga Copier Sales and Rental Service100% (1)
- Fili 205 - Modyul 1-18 MasteralDocument4 pagesFili 205 - Modyul 1-18 MasteralRAndy rodelasNo ratings yet
- Wire Stripping Performance Task SEODocument2 pagesWire Stripping Performance Task SEORoniel BalverdeNo ratings yet
- Carpentrync II Lmg9Document80 pagesCarpentrync II Lmg9Sandra EladNo ratings yet
- Tle Smaw q4 Mod11 v3Document28 pagesTle Smaw q4 Mod11 v3Lyn VallesNo ratings yet
- Essential Carpentry SkillsDocument31 pagesEssential Carpentry SkillsJessa Airam LigutomNo ratings yet
- G7 LEAP - Week 1 SMAWDocument2 pagesG7 LEAP - Week 1 SMAWSHERELYN RODRIGUEZNo ratings yet
- L2-2 Workshop Tools and EquipmentDocument69 pagesL2-2 Workshop Tools and Equipmentkalahanmoonga82No ratings yet
- Countersink, Counterbore & SpotfaceDocument8 pagesCountersink, Counterbore & SpotfaceŤhe Đûke100% (1)
- Chapter 1 Cylinder Arrangement in IC EnginesDocument4 pagesChapter 1 Cylinder Arrangement in IC Enginesahmed jemalNo ratings yet
- Materials Handling EquipmentDocument58 pagesMaterials Handling Equipmentahmed jemalNo ratings yet
- Material Handling by Dr.-Ing. Daniel KitawDocument225 pagesMaterial Handling by Dr.-Ing. Daniel Kitawahmed jemal100% (2)
- 2.1. Theory of Hoisting Equipment Classification Is Based On Various Characteristics Such As Movement and PurposeDocument54 pages2.1. Theory of Hoisting Equipment Classification Is Based On Various Characteristics Such As Movement and Purposeahmed jemalNo ratings yet
- The Basics of Material Handling Equipment and TheirDocument24 pagesThe Basics of Material Handling Equipment and Theirahmed jemalNo ratings yet
- Mixture Formation in SI and CI EnginesDocument82 pagesMixture Formation in SI and CI Enginesahmed jemalNo ratings yet
- IC Engines & Reciprocating Machines GuideDocument73 pagesIC Engines & Reciprocating Machines Guideahmed jemalNo ratings yet
- MATERIAL HANDLING Meng 4251Document1 pageMATERIAL HANDLING Meng 4251ahmed jemalNo ratings yet
- Chapter 5 P&HDocument6 pagesChapter 5 P&Hahmed jemalNo ratings yet
- Group AssigmentDocument1 pageGroup Assigmentahmed jemalNo ratings yet
- IC Engine Fundamentals and ComponentsDocument29 pagesIC Engine Fundamentals and Componentsahmed jemalNo ratings yet
- Chapter 4 Combustion and Combustion Chamber DesignDocument40 pagesChapter 4 Combustion and Combustion Chamber Designahmed jemalNo ratings yet
- Chapter 4 Combustion and Combustion Chamber Design NotesDocument18 pagesChapter 4 Combustion and Combustion Chamber Design Notesahmed jemalNo ratings yet
- IC Engine Fundamentals (MEng4202Document24 pagesIC Engine Fundamentals (MEng4202ahmed jemalNo ratings yet
- Fueling System of SI and CI Engines: by Zewdie Alemayehu (Automotive Eng.)Document67 pagesFueling System of SI and CI Engines: by Zewdie Alemayehu (Automotive Eng.)ahmed jemalNo ratings yet
- Chapter 5 6 Mixture Formation in SI & CI EngineDocument12 pagesChapter 5 6 Mixture Formation in SI & CI Engineahmed jemalNo ratings yet
- Engine Parameters ExplainedDocument47 pagesEngine Parameters Explainedahmed jemalNo ratings yet
- Hydraulic Pumps ExplainedDocument33 pagesHydraulic Pumps ExplainedNebiyou KorraNo ratings yet
- Combustion & Combustion Chamber Design: Lecture-5 by Zewdie Alemayehu Automotive Engineering December 2021Document68 pagesCombustion & Combustion Chamber Design: Lecture-5 by Zewdie Alemayehu Automotive Engineering December 2021ahmed jemalNo ratings yet
- Hid Fig All Chp.5Document21 pagesHid Fig All Chp.5ahmed jemalNo ratings yet
- Hid Fig All Chp.5Document21 pagesHid Fig All Chp.5ahmed jemalNo ratings yet
- Worksheet SolnDocument3 pagesWorksheet Solnahmed jemalNo ratings yet
- Hid Chapter 2 Lec. EDocument42 pagesHid Chapter 2 Lec. Eahmed jemalNo ratings yet
- Chapter 4 Lec EDocument24 pagesChapter 4 Lec ESelemon AssefaNo ratings yet
- Chapter 1 Lect. EDocument20 pagesChapter 1 Lect. ESelemon AssefaNo ratings yet
- Experiment Four: Refrigerator SystemDocument4 pagesExperiment Four: Refrigerator Systemahmed jemalNo ratings yet
- Hid Chapter 3 Lect. EDocument34 pagesHid Chapter 3 Lect. Eahmed jemalNo ratings yet
- Experiment Four: Refrigerator SystemDocument4 pagesExperiment Four: Refrigerator Systemahmed jemalNo ratings yet
- Experiment Four: Refrigerator SystemDocument4 pagesExperiment Four: Refrigerator Systemahmed jemalNo ratings yet
- Angular Measurement Techniques for Sheet MetalDocument9 pagesAngular Measurement Techniques for Sheet Metalahmed jemalNo ratings yet
- Sp6 - 7 Stral Hand BookDocument121 pagesSp6 - 7 Stral Hand BookproxywarNo ratings yet
- Thermowell CatalogDocument24 pagesThermowell CatalogMANTCRUZNo ratings yet
- Multi Choice Question Paper (MSR - WI - 3)Document6 pagesMulti Choice Question Paper (MSR - WI - 3)BudimanNo ratings yet
- Drill Pipe CorrosionDocument2 pagesDrill Pipe Corrosionfbiagent008No ratings yet
- Exercises ProjectsWithCESEduPack MA UOC enDocument54 pagesExercises ProjectsWithCESEduPack MA UOC enLindi NewmanNo ratings yet
- (Corus) SHS Jointing - Flowdrill and Hollo-BoltDocument13 pages(Corus) SHS Jointing - Flowdrill and Hollo-Bolt_at_to_No ratings yet
- Fabricating Square Holes with a Drill MachineDocument16 pagesFabricating Square Holes with a Drill MachineDhruval PatelNo ratings yet
- Kathon Metalworking Fluid Biocides: Maintenance Biocides Used in 70% of Metalworking FluidsDocument11 pagesKathon Metalworking Fluid Biocides: Maintenance Biocides Used in 70% of Metalworking FluidsMohsin RazaNo ratings yet
- Conect OresDocument172 pagesConect OresJuan Diego García LópezNo ratings yet
- Powders and Industrial Applications of Silver and Other MetalsDocument1 pagePowders and Industrial Applications of Silver and Other MetalsGabi OcheaNo ratings yet
- Cathodic Protection Pipeline SuppliesDocument2 pagesCathodic Protection Pipeline SuppliesVijay GaikwadNo ratings yet
- IFU 5903032 SecuraSpan HLL Steel Beam enDocument16 pagesIFU 5903032 SecuraSpan HLL Steel Beam enDeepu RavikumarNo ratings yet
- Comparing stud welding and spot weldingDocument5 pagesComparing stud welding and spot weldingFaiz IshakNo ratings yet
- BLASTING TECHNICAL GUIDEDocument16 pagesBLASTING TECHNICAL GUIDESivaratnam Navatharan100% (1)
- Casting and Welding 2 Mark QuestionsDocument8 pagesCasting and Welding 2 Mark Questionsvmgobinath0% (1)
- Common IonsDocument2 pagesCommon IonsthegodofgodNo ratings yet
- BS en 00040-2-2004 PDFDocument28 pagesBS en 00040-2-2004 PDFsandeepNo ratings yet
- CHAPTER 5: Metals: Main Group Al, Ga, In, SN, TL, PB, Bi, PoDocument5 pagesCHAPTER 5: Metals: Main Group Al, Ga, In, SN, TL, PB, Bi, Pocory kurdapyaNo ratings yet
- The Steel BookDocument40 pagesThe Steel BookFranklin GarciaNo ratings yet
- AlcoholDocument50 pagesAlcoholHidjazy HamidiNo ratings yet
- Cd4 Duplex Stainless SteelDocument1 pageCd4 Duplex Stainless SteelBabyface888No ratings yet
- A4 Catalogo TX - 12111Document29 pagesA4 Catalogo TX - 12111msajanjNo ratings yet
- OHLDocument106 pagesOHLvaithy1990No ratings yet
- VanTran Polemount Brochure-EDocument4 pagesVanTran Polemount Brochure-ERigeNo ratings yet
- Cold-Formed Steel Design Manual 290 PDFDocument526 pagesCold-Formed Steel Design Manual 290 PDFOmar Eduardo Alvarado ValleNo ratings yet
- Cis7 2014 Qlassic v2 PDFDocument66 pagesCis7 2014 Qlassic v2 PDFvyly1723100% (10)
- Phosphorus, Sulfur, and Silicon and The Related ElementsDocument18 pagesPhosphorus, Sulfur, and Silicon and The Related ElementsGerry Mark GubantesNo ratings yet
- 779 Water MetersDocument18 pages779 Water MetersKathiravan ManimegalaiNo ratings yet
- Bi Metallic CorrosionDocument34 pagesBi Metallic Corrosionmdavies20100% (1)
- Alloy6013techsheet PDFDocument4 pagesAlloy6013techsheet PDFIlyasNo ratings yet