You might also like
- GDL LeasingDocument32 pagesGDL LeasingXicaveNo ratings yet
- Database Management Systems: Understanding and Applying Database TechnologyFrom EverandDatabase Management Systems: Understanding and Applying Database TechnologyRating: 4 out of 5 stars4/5 (8)
- S Curve SPMC - StacruzDocument1 pageS Curve SPMC - StacruzCGS77 ConstructionNo ratings yet
- Crca CRM Diversion '22-23Document5 pagesCrca CRM Diversion '22-23ram kum,arNo ratings yet
- Kiran Karthick MeDocument17 pagesKiran Karthick MeABHISHEKA SINGH 2127201No ratings yet
- GrafyDocument12 pagesGrafyapi-3707742No ratings yet
- S Curve FinalDocument1 pageS Curve FinalCGS77 ConstructionNo ratings yet
- S-CURVE Mariene - May 2018Document4 pagesS-CURVE Mariene - May 2018LuizNo ratings yet
- ArfDocument3 pagesArflina komalasariNo ratings yet
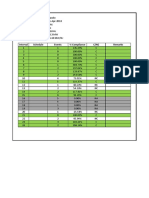
- Plant: Nasulo Date: 26-Mar-2018 Requirement: 80% Speed Droop: 5% Deadband Setting: 0.10 HZ Capacity: 48.3 MW Static Gain: 16.10 MW/HZ Interval Schedule Events % Compliance C/NC RemarksDocument3 pagesPlant: Nasulo Date: 26-Mar-2018 Requirement: 80% Speed Droop: 5% Deadband Setting: 0.10 HZ Capacity: 48.3 MW Static Gain: 16.10 MW/HZ Interval Schedule Events % Compliance C/NC RemarkstestiNo ratings yet
- Ancho Alto No. Cant. Total MM MM Material Descripcion 1 Desc 2Document2 pagesAncho Alto No. Cant. Total MM MM Material Descripcion 1 Desc 2rolando2219kjNo ratings yet
- Review Weekly (24 - 30 Juli 2022)Document17 pagesReview Weekly (24 - 30 Juli 2022)Ando Wibowo TariganNo ratings yet
- Supraconsum Beton:: Blocuri de Beton Simplu Pentru Rezemare SpraituriDocument2 pagesSupraconsum Beton:: Blocuri de Beton Simplu Pentru Rezemare SpraituriPiulitza88No ratings yet
- Recipe Master TemplateDocument439 pagesRecipe Master TemplatechefkalomoiropoulosNo ratings yet
- SDFWDocument3 pagesSDFWtestiNo ratings yet
- Franklin IndustDocument10 pagesFranklin Industkhanhamzu006No ratings yet
- SD 24232Document3 pagesSD 24232testiNo ratings yet
- Beamshield UvaluesDocument1 pageBeamshield UvaluesJoe SmithNo ratings yet
- Weekly Report JettyDocument1 pageWeekly Report Jettyfajargaluhwijaya09No ratings yet
- Vi DuDocument23 pagesVi DuXTNNo ratings yet
- WP Sumber Daya BaruDocument1 pageWP Sumber Daya Barusabda globalNo ratings yet
- Updated Arrears Estimator Clerical StaffDocument8 pagesUpdated Arrears Estimator Clerical Staffkmuraleedharan09No ratings yet
- Dia Gross Rev Pre Gross Rev PosDocument4 pagesDia Gross Rev Pre Gross Rev PosJassem ArroyoNo ratings yet
- 200191248997Document9 pages200191248997weiweisee1462No ratings yet
- Plant: Nasulo Date: 21-Apr-2018 Requirement: 80% Speed Droop: 5% Deadband Setting: 0.10 HZ Capacity: 48.3 MW Static Gain: 16.10 MW/HZ Interval Schedule Events % Compliance C/NC RemarksDocument3 pagesPlant: Nasulo Date: 21-Apr-2018 Requirement: 80% Speed Droop: 5% Deadband Setting: 0.10 HZ Capacity: 48.3 MW Static Gain: 16.10 MW/HZ Interval Schedule Events % Compliance C/NC RemarkstestiNo ratings yet
- Gajendra ProjectddDocument10 pagesGajendra Projectddgbv bbbNo ratings yet
- IB InfotechDocument10 pagesIB Infotechshivapalle1708No ratings yet
- 200051036265Document7 pages200051036265Apo ChannelNo ratings yet
- NO Uraian Pekerjaan Volume Sat Bobot %: Lokasi C2 22 Juli 2022 Prestasi Pekerjaan Kemarin % Prestasi Pekerjaan Hari Ini %Document3 pagesNO Uraian Pekerjaan Volume Sat Bobot %: Lokasi C2 22 Juli 2022 Prestasi Pekerjaan Kemarin % Prestasi Pekerjaan Hari Ini %Zakiyal FuadNo ratings yet
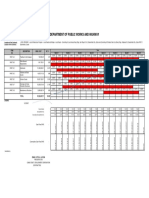
- Department of Public Works and Highway: Contract I.D. Location of The Contract: Location of The ContractDocument1 pageDepartment of Public Works and Highway: Contract I.D. Location of The Contract: Location of The ContractAdrian Louie Laganzo AquinoNo ratings yet
- FshsdfghsghjdsDocument19 pagesFshsdfghsghjdsAmerBurekovicNo ratings yet
- VBVNMBMDocument3 pagesVBVNMBMtestiNo ratings yet
- Ws Ops Max Report-Week 2Document3,372 pagesWs Ops Max Report-Week 2Kako UsiNo ratings yet
- 04 Preperation of SpecimenDocument1 page04 Preperation of SpecimenjitendraNo ratings yet
- Omset We Resinda Januari 2023Document281 pagesOmset We Resinda Januari 2023Tining AstutiNo ratings yet
- Book 1 DailyDocument2 pagesBook 1 Dailyukat hidayatNo ratings yet
- Hasil Aasesmen 1Document1 pageHasil Aasesmen 1Mila SafanaNo ratings yet
- Laxmeshwar - Quarantine WatchDocument2 pagesLaxmeshwar - Quarantine Watchraghuveer sataputeNo ratings yet
- LCPC Consolidated Form 001-ADocument15 pagesLCPC Consolidated Form 001-ADilg Quezon Cluster INo ratings yet
- Billing (Engr Aizon)Document9 pagesBilling (Engr Aizon)mhel vianney bariquitNo ratings yet
- 6.3 Lintel Beams: % Accomp. Total Cost % Accomp. Total Cost % Accomp. Total CostDocument22 pages6.3 Lintel Beams: % Accomp. Total Cost % Accomp. Total Cost % Accomp. Total Costmhel vianney bariquitNo ratings yet
- Jadwal Waktu Pelaksanaan Kurva S (Skedul) Pekerjaan Mall Farmers Market RawamangunDocument7 pagesJadwal Waktu Pelaksanaan Kurva S (Skedul) Pekerjaan Mall Farmers Market RawamangunKOMINDO GROUPNo ratings yet
- Analytics All Web Site Data Pages 20220918-20221015Document2 pagesAnalytics All Web Site Data Pages 20220918-20221015ambica penugondaNo ratings yet
- BOS QOS Chart AdaptiveBMSDocument14 pagesBOS QOS Chart AdaptiveBMSarunradNo ratings yet
- Anak BubleDocument9 pagesAnak Bubletarlim08No ratings yet
- General Authority of Civil Aviation Building: Gaca Buildings Gaca BuildingsDocument3 pagesGeneral Authority of Civil Aviation Building: Gaca Buildings Gaca BuildingsAnonymous a3K3WgNo ratings yet
- Queues ReportDocument6 pagesQueues Reportofek VakninNo ratings yet
- Schedule Rev 22122023Document1 pageSchedule Rev 22122023Riendra mukraminNo ratings yet
- ANOF Fiorenza - STD P2 B24 L38Document4 pagesANOF Fiorenza - STD P2 B24 L38Allen MendozaNo ratings yet
- Construction Workers EstimateDocument7 pagesConstruction Workers EstimateAbir SenguptaNo ratings yet
- Technical TradingDocument31 pagesTechnical TradingJonathan SpeessenNo ratings yet
- Expense Managemt NEW CT SutosDocument65 pagesExpense Managemt NEW CT SutosSyarif HidayatNo ratings yet
- WerewvDocument3 pagesWerewvtestiNo ratings yet
- MODEL Moulding OEE Report WeekDocument194 pagesMODEL Moulding OEE Report WeekOctavian MitaNo ratings yet
- Income - Lançado.20230222 20230522Document9 pagesIncome - Lançado.20230222 20230522Taila DaianaNo ratings yet
- Plan de Trading Acciones Plantilla (v.2)Document32 pagesPlan de Trading Acciones Plantilla (v.2)JUAN LOPEZNo ratings yet
- Comprobacion Precio Actual S/. Con Igv Precio Actual S/. Sin IGV 19%Document5 pagesComprobacion Precio Actual S/. Con Igv Precio Actual S/. Sin IGV 19%LIZ JESSICA PACCORI CAHUANANo ratings yet
- Controle de Venda de FarinhaDocument13 pagesControle de Venda de FarinhaAlexandre ValenteNo ratings yet
- Htoo Myat Wai Lwin MKTDocument18 pagesHtoo Myat Wai Lwin MKTAung Kyaw Soe SanNo ratings yet
- Reliance Jio FB EcommerceDocument7 pagesReliance Jio FB Ecommercenitesh sharmaNo ratings yet
- Notice Pos MalaysiaDocument7 pagesNotice Pos MalaysiaaxererNo ratings yet
- Chapter 11 Sales Promotion ManagementDocument19 pagesChapter 11 Sales Promotion ManagementAamir KhanNo ratings yet
- Od 327833804043907100Document1 pageOd 327833804043907100Sankara RaoNo ratings yet
- Visual Merchandiser CV Examples UkDocument4 pagesVisual Merchandiser CV Examples Ukrpesmkdkg100% (1)
- TATA CromaDocument16 pagesTATA Cromachiiiints100% (1)
- Cyber Monday British English StudentDocument7 pagesCyber Monday British English StudentManikyaMayankNo ratings yet
- ChotuKool Case AnalysisDocument4 pagesChotuKool Case AnalysisaishabadarNo ratings yet
- Print External Shipping LabelDocument1 pagePrint External Shipping LabelOmkar DesaiNo ratings yet
- Lulu International Shopping Mall Internship ReportDocument14 pagesLulu International Shopping Mall Internship ReportRADHIKA V HNo ratings yet
- Distribution StrategyDocument18 pagesDistribution StrategyNix RobertsNo ratings yet
- Loreal-Garnier Sustainability Challenge: #Greenbeautyfor AllDocument4 pagesLoreal-Garnier Sustainability Challenge: #Greenbeautyfor AllDARSHANA JHANo ratings yet
- What Is Jiomart?: Benefits For Kirana PartnersDocument3 pagesWhat Is Jiomart?: Benefits For Kirana PartnersNimishaNo ratings yet
- Merchandising BusinessDocument4 pagesMerchandising BusinesspeepeepoopooNo ratings yet
- MR QuestionnaireDocument3 pagesMR QuestionnaireArun Prasaath83% (6)
- ANA Adopting Consultative Selling BPG PDFDocument26 pagesANA Adopting Consultative Selling BPG PDFDemand Metric100% (1)
- The Action Plan To Enter and Expand in The Pakistani Market With The Benefits and DrawbacksDocument3 pagesThe Action Plan To Enter and Expand in The Pakistani Market With The Benefits and DrawbacksZidan ZaifNo ratings yet
- Generation Y Evidences From The Fast Fashion Market and Implications For TargetingDocument8 pagesGeneration Y Evidences From The Fast Fashion Market and Implications For TargetingsivakulanthayNo ratings yet
- Pepsi Trade Marketing Plan Part 2: March 2021Document41 pagesPepsi Trade Marketing Plan Part 2: March 2021Mohamed Wagih0% (1)
- New CORPORATE INTERNSHIP PROJECT REPORT-2 PDFDocument82 pagesNew CORPORATE INTERNSHIP PROJECT REPORT-2 PDFAshok KumarNo ratings yet
- Cutting OperationDocument43 pagesCutting OperationPalani VeluNo ratings yet
- MAIN Electrical Parts List: Design Loc Parts Code DescriptionDocument13 pagesMAIN Electrical Parts List: Design Loc Parts Code DescriptionADRYNo ratings yet
- Activity #1: Persuasive WritingDocument5 pagesActivity #1: Persuasive WritingAustin BarcalaNo ratings yet
- Shopee Offer What Product and ServicesDocument4 pagesShopee Offer What Product and ServicesongongNo ratings yet
- Evaluating The Competition in RetailingDocument48 pagesEvaluating The Competition in RetailingElmer John BallonNo ratings yet
- Product Life CycleDocument6 pagesProduct Life CycleMichael YongNo ratings yet
- Why Tesco Failed in The United StatesDocument16 pagesWhy Tesco Failed in The United StatesmunisswaaryNo ratings yet
- History: Metro AG Is A GermanDocument2 pagesHistory: Metro AG Is A GermanAnonymous 9nwVyCj4UNo ratings yet
- Certified Auditor Training Module 2019Document51 pagesCertified Auditor Training Module 2019Chandan Majhi100% (1)