You might also like
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- The Requirements Needed in Material and DesignDocument26 pagesThe Requirements Needed in Material and DesignJubillee MagsinoNo ratings yet
- PSC Lecture NotesDocument32 pagesPSC Lecture NotesHaider Shah100% (1)
- LESSON_13 (1)Document73 pagesLESSON_13 (1)Darlene SarnoNo ratings yet
- Reinforced Concrete Part 1Document33 pagesReinforced Concrete Part 1Danica Mae AmicayNo ratings yet
- TMT BarsDocument26 pagesTMT BarsPardeep KushwahaNo ratings yet
- Reinforcing Steel Design GuideDocument18 pagesReinforcing Steel Design GuidewillchamNo ratings yet
- LESSON 7 - (AD) MaterialsDocument2 pagesLESSON 7 - (AD) MaterialsLovely Rucel Collado VillafuerteNo ratings yet
- Lecture 2 Properties of ConcreteDocument27 pagesLecture 2 Properties of ConcretemdaashuNo ratings yet
- Articles Difference Between RCC and Prestressed ConcreteDocument12 pagesArticles Difference Between RCC and Prestressed ConcreteLyka Jane PesiganNo ratings yet
- What Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Document11 pagesWhat Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Jesse RodriguezNo ratings yet
- What Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Document11 pagesWhat Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Rabish ANo ratings yet
- Steel Fiber Concrete DesignDocument2 pagesSteel Fiber Concrete DesignLim Lion YeeNo ratings yet
- Name - Shivam Jangid Class - 2-C Enroll. No.-06559301619 Assignment - 3 (PCC & RCC)Document28 pagesName - Shivam Jangid Class - 2-C Enroll. No.-06559301619 Assignment - 3 (PCC & RCC)Keshav SethiNo ratings yet
- Articles Difference Between RCC and Prestressed ConcreteDocument6 pagesArticles Difference Between RCC and Prestressed ConcretejefreyNo ratings yet
- Question & Answer - 20marks ADocument62 pagesQuestion & Answer - 20marks AIswaryaNo ratings yet
- Concrete:: Steel RebarDocument2 pagesConcrete:: Steel RebarShohel RanaNo ratings yet
- Introduction to Prestressed Concrete Design and MaterialsDocument10 pagesIntroduction to Prestressed Concrete Design and MaterialsSasi HoneyNo ratings yet
- Introduction To: Prestressed ConcreteDocument26 pagesIntroduction To: Prestressed ConcreteTerityNo ratings yet
- Report of PresentationDocument38 pagesReport of PresentationHiNo ratings yet
- Difference Between RCC and Prestressed ConcreteDocument4 pagesDifference Between RCC and Prestressed ConcreteRodrigo ApolinarioNo ratings yet
- Design of RC Structure - Day 1 - Day 2Document14 pagesDesign of RC Structure - Day 1 - Day 2Tapabrata2013No ratings yet
- Reinforced Concrete BasicsDocument12 pagesReinforced Concrete BasicshistorymakeoverNo ratings yet
- DPSC Mod 1 IntroductionDocument12 pagesDPSC Mod 1 IntroductionKajalNo ratings yet
- RCC2Document18 pagesRCC2Mangam RajkumarNo ratings yet
- Design Notes For ALL Memebres - Sefi ForumDocument17 pagesDesign Notes For ALL Memebres - Sefi ForumcoolkaisyNo ratings yet
- Materials for Prestressed ConcreteDocument2 pagesMaterials for Prestressed ConcreteYuki ApacibleNo ratings yet
- Training Report Rajasthan Housing BoardDocument13 pagesTraining Report Rajasthan Housing BoardDevendra SharmaNo ratings yet
- Reinforced Concrete Design GuideDocument46 pagesReinforced Concrete Design GuideJohn Cedrick JulatonNo ratings yet
- Reinforced Cement Concrete and Plain Cement Concrete: Building ConstructionDocument18 pagesReinforced Cement Concrete and Plain Cement Concrete: Building ConstructionAr Krishna SahitNo ratings yet
- Reinforcement C-WPS OfficeDocument7 pagesReinforcement C-WPS OfficeNoah Oluwatoyin AderiyikeNo ratings yet
- Seminor On Prestressed ConcreteDocument43 pagesSeminor On Prestressed ConcreteNatarajan SaravananNo ratings yet
- Reinforced Cement ConcreteDocument19 pagesReinforced Cement ConcreteMohamed SanoosNo ratings yet
- Module 8 SAHITA ConcreteDocument11 pagesModule 8 SAHITA ConcreteHarrybfnNo ratings yet
- 15801321052Document5 pages15801321052Rakesh PalNo ratings yet
- Concrete Filled Steel TubesDocument24 pagesConcrete Filled Steel TubesSIJAN SHRESTHA100% (1)
- RCC STRUCTURESDocument13 pagesRCC STRUCTURESsuyashiNo ratings yet
- Prestressed ConcreteDocument35 pagesPrestressed ConcreteRp Singh100% (1)
- Beton IIIDocument25 pagesBeton IIIChrist Allienz D'skeithNo ratings yet
- Properties of Concrete and Steel: Strength, Workability and DurabilityDocument6 pagesProperties of Concrete and Steel: Strength, Workability and DurabilityANANYA AGARWALNo ratings yet
- Profiled Steel Sheets: Sacrificial Siiuttering (Form Deck)Document2 pagesProfiled Steel Sheets: Sacrificial Siiuttering (Form Deck)Sarmishtha DeNo ratings yet
- Rebar: Rebar Is The Common Name For Cylindrical Shaped Steel Bars With Uniformly Spaced ProtrusionsDocument21 pagesRebar: Rebar Is The Common Name For Cylindrical Shaped Steel Bars With Uniformly Spaced ProtrusionsTimberly100% (1)
- Chapter:7 Estimating Simple RCC Work: Fig: Mild Steel Bar Fig: Deformed HYSD Steel BarDocument4 pagesChapter:7 Estimating Simple RCC Work: Fig: Mild Steel Bar Fig: Deformed HYSD Steel BarBhuwan JoshiNo ratings yet
- Introduction To Prestressed ConcreteDocument29 pagesIntroduction To Prestressed ConcreteMarayNo ratings yet
- 2a. INTRODUCTION TO REINFORCED CONCRETEDocument29 pages2a. INTRODUCTION TO REINFORCED CONCRETENur SyafiqahNo ratings yet
- Ferrocement: A Versatile Composite Building MaterialDocument27 pagesFerrocement: A Versatile Composite Building Materialasad burleegNo ratings yet
- Ferro CementDocument23 pagesFerro Cementasad burleeg100% (1)
- Bms PCC and RCC PDFDocument27 pagesBms PCC and RCC PDFKeshav SethiNo ratings yet
- PreStress ConcreteDocument26 pagesPreStress ConcreteAbbasabbasiNo ratings yet
- PSC UNIT-1Document49 pagesPSC UNIT-1madhu sreeNo ratings yet
- Concrete Mix DesignDocument6 pagesConcrete Mix DesignSriram DiwanaNo ratings yet
- PSC M1 Rituraj1012218Document12 pagesPSC M1 Rituraj1012218Mamta BaxlaNo ratings yet
- Is458Document20 pagesIs458Pratik DeogekarNo ratings yet
- Chapter 3 - Reinforced ConcreteDocument15 pagesChapter 3 - Reinforced ConcreteEmanErNo ratings yet
- PRESTRESSED CONCRETE: HISTORY, METHODS AND APPLICATIONSDocument12 pagesPRESTRESSED CONCRETE: HISTORY, METHODS AND APPLICATIONSSajithaNo ratings yet
- Properties and Manufacturing of Concrete and Steel BarsDocument11 pagesProperties and Manufacturing of Concrete and Steel BarsUrvashi SindhiNo ratings yet
- Department of Civil Engineering: Presented byDocument13 pagesDepartment of Civil Engineering: Presented byavi boseNo ratings yet
- Concrete Basics PDFDocument30 pagesConcrete Basics PDFDarshan Rokztar100% (1)
- PSC - IntroductionDocument48 pagesPSC - IntroductionJames SantosNo ratings yet
- Thesis Stage 1-Project Brief PDFDocument1 pageThesis Stage 1-Project Brief PDFVinita KumariNo ratings yet
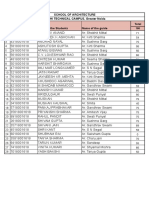
- Delhi Technical Campus Architecture Student MarksDocument1 pageDelhi Technical Campus Architecture Student MarksVinita KumariNo ratings yet
- Date Sheet For May-2023Document7 pagesDate Sheet For May-2023Vinita KumariNo ratings yet
- ThesisDocument4 pagesThesisVinita KumariNo ratings yet
- Training Cert, 2022Document3 pagesTraining Cert, 2022Vinita KumariNo ratings yet
- Joining Report Format - T - P 2022-2023Document1 pageJoining Report Format - T - P 2022-2023Vinita KumariNo ratings yet
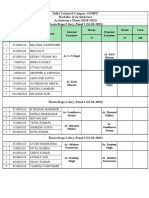
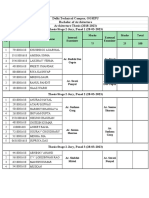
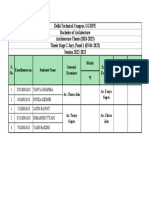
- Delhi Technical Campus Architecture Thesis Stage 2 Jury PanelsDocument1 pageDelhi Technical Campus Architecture Thesis Stage 2 Jury PanelsVinita KumariNo ratings yet
- Ceiling Mounted Indoor LED Light Fixture with Diffused OpticsDocument1 pageCeiling Mounted Indoor LED Light Fixture with Diffused OpticsVinita KumariNo ratings yet
- Prestressing Sheet PDFDocument1 pagePrestressing Sheet PDFVinita KumariNo ratings yet
- Cat Rapier MiniDocument1 pageCat Rapier MiniVinita KumariNo ratings yet
- Cat Sun MiniDocument1 pageCat Sun MiniVinita KumariNo ratings yet
- Extension of Last Date of Receipt of PG Applications-28-02-23Document1 pageExtension of Last Date of Receipt of PG Applications-28-02-23Vinita KumariNo ratings yet
- NIG - SITE - 260721 (1) - ModelDocument1 pageNIG - SITE - 260721 (1) - ModelVinita KumariNo ratings yet
- Thesis Jury Panel 28 MarchDocument1 pageThesis Jury Panel 28 MarchVinita KumariNo ratings yet
- Thesis Jury Panel 3 AprilDocument1 pageThesis Jury Panel 3 AprilVinita KumariNo ratings yet
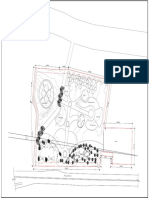
- Site Contour Plan-ModelDocument1 pageSite Contour Plan-ModelVinita KumariNo ratings yet
- 4th Year A Mid Term MarksDocument1 page4th Year A Mid Term MarksVinita KumariNo ratings yet
- Thesis Jury Panel 29 MarchDocument1 pageThesis Jury Panel 29 MarchVinita KumariNo ratings yet
- Ud 2Document1 pageUd 2Vinita KumariNo ratings yet
- Spic MOADocument4 pagesSpic MOAVinita KumariNo ratings yet
- MODIFIED Zonal Development Plan ReportDocument25 pagesMODIFIED Zonal Development Plan ReportVinita KumariNo ratings yet
- Isometric View: ToiletsDocument1 pageIsometric View: ToiletsVinita KumariNo ratings yet
- DELHI TECHNICAL CAMPUS SCHOOL OF ARCHITECTURE CONSOLIDATED INTERNAL MARKSDocument1 pageDELHI TECHNICAL CAMPUS SCHOOL OF ARCHITECTURE CONSOLIDATED INTERNAL MARKSVinita KumariNo ratings yet
- Delhi Technical Campus School of Architecture Ap-421 Theory of Structure Marking (4A)Document1 pageDelhi Technical Campus School of Architecture Ap-421 Theory of Structure Marking (4A)Vinita KumariNo ratings yet
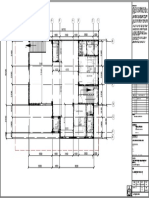
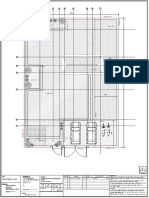
- B.floor PlanDocument1 pageB.floor PlanVinita KumariNo ratings yet
- Delhi Technical Campus School of Architecture Ap-421 Theory of Structure Marking (4A)Document1 pageDelhi Technical Campus School of Architecture Ap-421 Theory of Structure Marking (4A)Vinita KumariNo ratings yet
- Prefabrication: History of Prefabrication BuildingsDocument1 pagePrefabrication: History of Prefabrication BuildingsVinita KumariNo ratings yet
- Community Centre: Submitted By:-Vinita Kumari B.arch IV Year 07418001618Document1 pageCommunity Centre: Submitted By:-Vinita Kumari B.arch IV Year 07418001618Vinita KumariNo ratings yet
- Community CenterDocument1 pageCommunity CenterVinita KumariNo ratings yet
- B.C MasterplanDocument1 pageB.C MasterplanVinita KumariNo ratings yet
- Respiratory Care Anatomy and Physiology 3rd Edition Will Beachey Test BankDocument12 pagesRespiratory Care Anatomy and Physiology 3rd Edition Will Beachey Test BankOcean0% (1)
- PFC Katalog PPDocument128 pagesPFC Katalog PPbmsinghNo ratings yet
- LGBT Inclusion-Implementing Policies, Programs, and PracticesDocument36 pagesLGBT Inclusion-Implementing Policies, Programs, and PracticesDebalina SahaNo ratings yet
- Epsilon Range Bomba HorizontalDocument8 pagesEpsilon Range Bomba HorizontalsalazarafaelNo ratings yet
- 4a Bulk Water Meter Installation in Chamber DrawingPEWSTDAMI004 PDFDocument1 page4a Bulk Water Meter Installation in Chamber DrawingPEWSTDAMI004 PDFRonald ValenciaNo ratings yet
- Food Hydrocolloids: Long Chen, Yaoqi Tian, Yuxiang Bai, Jinpeng Wang, Aiquan Jiao, Zhengyu JinDocument11 pagesFood Hydrocolloids: Long Chen, Yaoqi Tian, Yuxiang Bai, Jinpeng Wang, Aiquan Jiao, Zhengyu JinManoel Divino Matta Jr.No ratings yet
- Report For Missing Sealing PlateDocument9 pagesReport For Missing Sealing PlateFazalmin shahNo ratings yet
- Gym Membership AgreementDocument3 pagesGym Membership Agreementzde thai100% (1)
- SAFETY NAVIGATION MANAGEMENT at MALACCA STRAIT PDFDocument18 pagesSAFETY NAVIGATION MANAGEMENT at MALACCA STRAIT PDFAditama Dirga100% (1)
- RT-137 - A1 Onboard Repair Kits and Order NumbersDocument6 pagesRT-137 - A1 Onboard Repair Kits and Order Numbers郑开元No ratings yet
- Joshua Gonzalez - ResumeDocument2 pagesJoshua Gonzalez - Resumeapi-483760707No ratings yet
- DAVAO DOCTORS COLLEGE NURSING DRUG STUDYDocument3 pagesDAVAO DOCTORS COLLEGE NURSING DRUG STUDYJerremy LuqueNo ratings yet
- Qatar ScriptDocument1 pageQatar ScriptTheodore Palmares ArellanoNo ratings yet
- July 28Document8 pagesJuly 28thestudentageNo ratings yet
- Pharmacoepidemiology and Environmental HealthDocument3 pagesPharmacoepidemiology and Environmental HealthAashish BhattaraiNo ratings yet
- Comparative Study of Soaps of Hul P Amp G Godrej Nirma and Johnson Amp Johnson 130410234307 Phpapp01 PDFDocument71 pagesComparative Study of Soaps of Hul P Amp G Godrej Nirma and Johnson Amp Johnson 130410234307 Phpapp01 PDFdheeraj agarwalNo ratings yet
- ENA SEAL low viscosity dental sealantDocument1 pageENA SEAL low viscosity dental sealantRicky NicholsonNo ratings yet
- X PPT CH 12 ElectricityDocument12 pagesX PPT CH 12 ElectricityAakriti100% (1)
- Axell Wireless Cellular Coverage Solutions BrochureDocument8 pagesAxell Wireless Cellular Coverage Solutions BrochureBikash ShakyaNo ratings yet
- Wisdom Chi KungDocument0 pagesWisdom Chi KungDevlinPyxNo ratings yet
- SPE 35687 Environmentally Safe Burner For Offshore Well Testing OperationsDocument12 pagesSPE 35687 Environmentally Safe Burner For Offshore Well Testing OperationsTheNourEldenNo ratings yet
- h04 High Sulphidation Epithermal Au Ag CuDocument6 pagesh04 High Sulphidation Epithermal Au Ag CuErenz Emerald AlexandriteNo ratings yet
- The Bone DreamingDocument3 pagesThe Bone DreamingastrozzNo ratings yet
- Econ Double Regulating ValvesDocument18 pagesEcon Double Regulating ValvesElimKaAdda100% (1)
- CHAP2 Bioavailability of Metals David Jhon LeventhalDocument9 pagesCHAP2 Bioavailability of Metals David Jhon LeventhalCrisThian PaucaNo ratings yet
- Aquafina CB FinalDocument14 pagesAquafina CB FinalSalman AlamgirNo ratings yet
- BASF Puristar R3-12 - BF-9220 - PuriStar - R3-12 - PDS - Rev.2020-12 Spec SheetDocument2 pagesBASF Puristar R3-12 - BF-9220 - PuriStar - R3-12 - PDS - Rev.2020-12 Spec SheetAlNo ratings yet
- Basic Concepts On Laboratory Biosafety and BiosecurityDocument3 pagesBasic Concepts On Laboratory Biosafety and BiosecurityGwynneth EuriccaNo ratings yet
- Allis Chalmers 840 840b Articulated Wheel Loader Forklift Parts CatalogDocument20 pagesAllis Chalmers 840 840b Articulated Wheel Loader Forklift Parts CatalogCarl100% (42)
- Practice questions on oxidation and reduction reactionsDocument7 pagesPractice questions on oxidation and reduction reactionsLeAqwaNo ratings yet