You might also like
- EW ZincDocument23 pagesEW Zincdirman muhammadNo ratings yet
- Metal FinishingDocument29 pagesMetal FinishingEeraúNo ratings yet
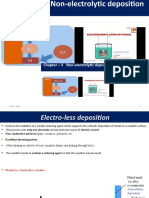
- Chapter - V Non-Electrolytic DepositionDocument68 pagesChapter - V Non-Electrolytic DepositionbirhangebrieNo ratings yet
- Chapter 3:basic Principle of Electro DepositionDocument32 pagesChapter 3:basic Principle of Electro DepositionbirhangebrieNo ratings yet
- Nickel ElectroplatingDocument28 pagesNickel ElectroplatingRahul Pandey100% (2)
- Electroplating TE SEMINARDocument29 pagesElectroplating TE SEMINARArjun R krishnanNo ratings yet
- Electroplating IIDocument53 pagesElectroplating IIGarima UppadhyayNo ratings yet
- Dr. N. Srikantamurthy, Dept. of Chemistry Metal FinishingDocument6 pagesDr. N. Srikantamurthy, Dept. of Chemistry Metal FinishingLolNo ratings yet
- DV06PUB4 Study GuideDocument5 pagesDV06PUB4 Study GuideSavio FernandesNo ratings yet
- GUIDE - Elect Roles Nickel PlatingDocument14 pagesGUIDE - Elect Roles Nickel PlatingratnasdatarNo ratings yet
- Electroplating and Electroless Plating (Dr. Aravinda)Document6 pagesElectroplating and Electroless Plating (Dr. Aravinda)Shashank K BNo ratings yet
- Electrochemical Synthesis of Catalytic Precursor For Steam Reforming & Catalytic Partial Oxidation (Review of Paper)Document30 pagesElectrochemical Synthesis of Catalytic Precursor For Steam Reforming & Catalytic Partial Oxidation (Review of Paper)Mohamad Abou DaherNo ratings yet
- Ect Luminous 333 Nickel ProcessDocument8 pagesEct Luminous 333 Nickel ProcessKodagnanaso kodag100% (1)
- Lec 10-13Document66 pagesLec 10-13BhushanNo ratings yet
- Nickel Electroplating: Power SupplyDocument6 pagesNickel Electroplating: Power Supplyyonathan fausaNo ratings yet
- Electroless Nickel Plating A GuideDocument12 pagesElectroless Nickel Plating A GuideRam ViswanathanNo ratings yet
- Lecture 21 Electroplating Electrodeposition 2022Document80 pagesLecture 21 Electroplating Electrodeposition 2022ARINDAM SETTNo ratings yet
- ElectrochemistryDocument47 pagesElectrochemistryM. D AdarshNo ratings yet
- 1 - Integrated Circuits FabricationDocument116 pages1 - Integrated Circuits FabricationaboudeltohamyNo ratings yet
- Electroless Nickel - A ReviewDocument10 pagesElectroless Nickel - A ReviewSrdjanNo ratings yet
- Lecture 12 Hydrogenation and Its ProcessesDocument33 pagesLecture 12 Hydrogenation and Its ProcessesHuraira AbidNo ratings yet
- Application of ElectrolysisDocument19 pagesApplication of Electrolysisazka shahidNo ratings yet
- Ti N-Palladi Umcatalysts PDFDocument7 pagesTi N-Palladi Umcatalysts PDFBayu AnggaraNo ratings yet
- ElectroplatingDocument12 pagesElectroplatingVishal SNo ratings yet
- Name:-Rushikesh Tupkar - Roll No.:-656 'F' - Topic: - Applied Chemistry Activity - Under Guidance Of: - Miss. Archana RamtekeDocument29 pagesName:-Rushikesh Tupkar - Roll No.:-656 'F' - Topic: - Applied Chemistry Activity - Under Guidance Of: - Miss. Archana RamtekeSonu DarondeNo ratings yet
- Electroless Ni CoatingDocument23 pagesElectroless Ni CoatingAbdul WasayNo ratings yet
- WINSEM2018-19 - CHY1701 - ETH - SJT304 - VL2018195004125 - Reference Material I - EC - Module-4-Corrosion ProtectionDocument61 pagesWINSEM2018-19 - CHY1701 - ETH - SJT304 - VL2018195004125 - Reference Material I - EC - Module-4-Corrosion ProtectionkumarklNo ratings yet
- Experiment No: 03: Name of The Experiment: Electro-Less Plating of Ni On SteelDocument5 pagesExperiment No: 03: Name of The Experiment: Electro-Less Plating of Ni On SteelAbrar Wasif ArafNo ratings yet
- Lecture - 03 Electroplating and ElectrolessDocument31 pagesLecture - 03 Electroplating and ElectrolessRidho QuluqNo ratings yet
- Technical Data Sheet Spectek 787 Bright Nickel Process: Salient FeaturesDocument8 pagesTechnical Data Sheet Spectek 787 Bright Nickel Process: Salient Featuresshanmukha MechanicalNo ratings yet
- Electroless Nickel IntroductionDocument56 pagesElectroless Nickel Introductionabhishek_giteNo ratings yet
- Properties and Applications of Electroless Nickel: Ron ParkinsonDocument33 pagesProperties and Applications of Electroless Nickel: Ron ParkinsonDeva RajNo ratings yet
- Chapter 21-Potentiometry V2Document43 pagesChapter 21-Potentiometry V2S. MartinezNo ratings yet
- Electro PlatingDocument4 pagesElectro PlatingSreedhar Patnaik.MNo ratings yet
- NMP 3Document17 pagesNMP 3kalai dossanNo ratings yet
- Down's ProcessDocument2 pagesDown's Processbmnews1xNo ratings yet
- Conductometric TitrationsDocument23 pagesConductometric TitrationsMuhammad AhmedNo ratings yet
- High-K Dielectrics: The Future of Silicon TransistorsDocument13 pagesHigh-K Dielectrics: The Future of Silicon TransistorsPARTH RAMANUJNo ratings yet
- Hot Dip GalvanizingDocument39 pagesHot Dip GalvanizingFame Boy SamNo ratings yet
- Chemistry Project 1Document28 pagesChemistry Project 1Rohith RoshanNo ratings yet
- Hot Dip Coating, CladdingDocument18 pagesHot Dip Coating, Claddingazim turanNo ratings yet
- Steel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Document27 pagesSteel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Asher Ahmed100% (1)
- * وا ةءافك رثكلاا ةدام وه دوثاكلا اطاشن رثكلاا ةداملا وا ةلكاتملا ةداملا * ةيبطقلا بلق ضرغل يه ةيراطبلا Active to passive * ساحن و ةضفلاو بهذلا لثم دونلااDocument11 pages* وا ةءافك رثكلاا ةدام وه دوثاكلا اطاشن رثكلاا ةداملا وا ةلكاتملا ةداملا * ةيبطقلا بلق ضرغل يه ةيراطبلا Active to passive * ساحن و ةضفلاو بهذلا لثم دونلااMohammed HusseinNo ratings yet
- Lecture 2 Electrodeposition of CoatingDocument23 pagesLecture 2 Electrodeposition of Coatingชนพัทธ์ คงพ่วงNo ratings yet
- 7 Gas WeldingDocument33 pages7 Gas WeldingPratik SidhuNo ratings yet
- Surface Chemistry and ElectroplatingDocument33 pagesSurface Chemistry and ElectroplatingAhmed ImranNo ratings yet
- Electroplating - WikipediaDocument51 pagesElectroplating - WikipediaCaleb AsharleyNo ratings yet
- Lecture 9-ElectrometallurgyDocument21 pagesLecture 9-ElectrometallurgyTeererai KaguraNo ratings yet
- Chapter 15 - Coatings-1Document32 pagesChapter 15 - Coatings-1Sumit Ghosh KabboNo ratings yet
- Cyaniding: M.Venkatesh Prabhu SPG 16 1431Document11 pagesCyaniding: M.Venkatesh Prabhu SPG 16 1431Sathu satishNo ratings yet
- DarshitDocument18 pagesDarshitDevashish JoshiNo ratings yet
- Alkaline, Non-Cyanide Zinc PlatingDocument7 pagesAlkaline, Non-Cyanide Zinc Platingnur wahyu dewi kusriniNo ratings yet
- Cellulose Paper + Nano-Technology An Overview of The Battery Technology That Powers Our Mobile Society. Battery ChemistryDocument4 pagesCellulose Paper + Nano-Technology An Overview of The Battery Technology That Powers Our Mobile Society. Battery ChemistryVinay BabuNo ratings yet
- Elect Oly SisDocument14 pagesElect Oly Sissamwelch1819No ratings yet
- 1997, Process and Performance Improvement of Hot Dip Zinc CoatingDocument6 pages1997, Process and Performance Improvement of Hot Dip Zinc CoatingAngel Samir Diaz PedrazaNo ratings yet
- Lecture 5 NewDocument82 pagesLecture 5 NewMeshack NyitiNo ratings yet
- CHEMISTRY 962 Teknik MenjawabDocument136 pagesCHEMISTRY 962 Teknik MenjawabCHANG SHU HAN KPM-GuruNo ratings yet
- Effect of Current Density On Morphology of Electroplated TinDocument7 pagesEffect of Current Density On Morphology of Electroplated TinSeyed Mohsen AdyaniNo ratings yet
- Electroplating SeminarDocument22 pagesElectroplating SeminarMahalakshmi SahasranamanNo ratings yet
- Amorphous and Nano Alloys Electroless Depositions: Technology, Composition, Structure and TheoryFrom EverandAmorphous and Nano Alloys Electroless Depositions: Technology, Composition, Structure and TheoryNo ratings yet
- Sintering Furnaces: 19Y207 Ebeline Stene E 19Y210 JEEVA EDocument10 pagesSintering Furnaces: 19Y207 Ebeline Stene E 19Y210 JEEVA E19Y210 - JEEVA ENo ratings yet
- Metal Forming LaboratoryDocument11 pagesMetal Forming Laboratory19Y210 - JEEVA ENo ratings yet
- HotdippingDocument9 pagesHotdipping19Y210 - JEEVA ENo ratings yet
- Fault Tree AnalysisDocument36 pagesFault Tree Analysis19Y210 - JEEVA ENo ratings yet
- Effect of Rolling ParametersDocument18 pagesEffect of Rolling Parameters19Y210 - JEEVA ENo ratings yet