You might also like
- Hacks To Crush Plc Program Fast & Efficiently Everytime... : Coding, Simulating & Testing Programmable Logic Controller With ExamplesFrom EverandHacks To Crush Plc Program Fast & Efficiently Everytime... : Coding, Simulating & Testing Programmable Logic Controller With ExamplesRating: 5 out of 5 stars5/5 (1)
- CNC Programming and OperationDocument42 pagesCNC Programming and OperationAlbert ArominNo ratings yet
- Digital Signal Processing: A Practical Guide for Engineers and ScientistsFrom EverandDigital Signal Processing: A Practical Guide for Engineers and ScientistsRating: 4.5 out of 5 stars4.5/5 (7)
- Earthing Calculation: A General Design DataDocument14 pagesEarthing Calculation: A General Design Dataمحمد الأمين سنوساوي100% (1)
- Intro to G-Code ProgrammingDocument55 pagesIntro to G-Code ProgrammingJusuf Kunic100% (1)
- CNC Programming Concepts and Commonly Used G-Codes inDocument54 pagesCNC Programming Concepts and Commonly Used G-Codes inMel ParasNo ratings yet
- G Code Programming G - Code Programming (PDFDrive) PDFDocument56 pagesG Code Programming G - Code Programming (PDFDrive) PDFhasan alsarrafNo ratings yet
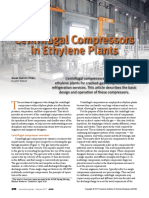
- Centrifugal Compressors in Ethylene PlantsDocument5 pagesCentrifugal Compressors in Ethylene PlantsForcus onNo ratings yet
- CAD/CAM/CAE IntroductionDocument149 pagesCAD/CAM/CAE IntroductionalexiskandarNo ratings yet
- Mach4 G and M Code Reference ManualDocument81 pagesMach4 G and M Code Reference ManualMegi Setiawan SNo ratings yet
- Bess-Sm-3q90041-Qams-003 Method of Statement - Cable Termination PDFDocument5 pagesBess-Sm-3q90041-Qams-003 Method of Statement - Cable Termination PDFChristian BulaongNo ratings yet
- Artificial Intelligence Big Data 01 Research PaperDocument32 pagesArtificial Intelligence Big Data 01 Research PapermadhuraNo ratings yet
- Lecture of CNC ProgramDocument29 pagesLecture of CNC ProgramMargam Kiran KumarNo ratings yet
- CNC Programming For CNC MachinistsDocument6 pagesCNC Programming For CNC MachinistschampdilseNo ratings yet
- 5 - G-CodeDocument55 pages5 - G-CodefamilyumaNo ratings yet
- VMC ProgrammingDocument9 pagesVMC ProgrammingRatnakar Patil50% (10)
- Heidenhain 355Document237 pagesHeidenhain 355Favoreel PatrickNo ratings yet
- 11 Cad Cam CNC Programming MVVDocument37 pages11 Cad Cam CNC Programming MVVbassem smatiNo ratings yet
- Spare Parts and Project For Scheidt and BachmannDocument223 pagesSpare Parts and Project For Scheidt and Bachmannnachit01No ratings yet
- CNC Programming and OperationDocument80 pagesCNC Programming and OperationMohammed Habeeb100% (1)
- PLC Based Traffic Control System ReportDocument51 pagesPLC Based Traffic Control System ReportAbhijeet Shinde73% (26)
- NC, CNC & Robotics: An IntroductionDocument143 pagesNC, CNC & Robotics: An IntroductionshafiqNo ratings yet
- TNC360 User Manual ISO ProgrammingDocument227 pagesTNC360 User Manual ISO ProgrammingAnonymous Zzx3gRSE100% (1)
- Conceptual Programming: Conceptual Programming: Learn Programming the old way!From EverandConceptual Programming: Conceptual Programming: Learn Programming the old way!No ratings yet
- CNC AlphabetDocument23 pagesCNC AlphabetБоривоје Спасојевић50% (2)
- TNC 2500 IsoDocument204 pagesTNC 2500 Isobillyb53100% (1)
- Manual Part ProgrammingDocument38 pagesManual Part ProgrammingHot Shot100% (1)
- CNC Programming BasicsDocument17 pagesCNC Programming BasicszoranteicNo ratings yet
- CW60M CNC Controller ManualDocument50 pagesCW60M CNC Controller Manualfeliciajia100% (1)
- CNC TechDocument20 pagesCNC TechBharath KumarNo ratings yet
- Programming 1Document44 pagesProgramming 1shubhanshu kumarNo ratings yet
- Module 2Document87 pagesModule 2Daniel KetemawNo ratings yet
- 01 CNC Lab Manual NIT APDocument4 pages01 CNC Lab Manual NIT APDevesh RehanNo ratings yet
- Numerical ControlDocument30 pagesNumerical ControlSandeep PanditaNo ratings yet
- Cncprogrammingbasics 100101063548 Phpapp02Document17 pagesCncprogrammingbasics 100101063548 Phpapp02Kristan CedilloNo ratings yet
- Numerical ControlDocument30 pagesNumerical ControlKeshav AroteNo ratings yet
- Fanuc G10 GDocument2 pagesFanuc G10 GKristan CedilloNo ratings yet
- New Microsoft Word DocumentDocument19 pagesNew Microsoft Word DocumentŤhåýğųŢjNo ratings yet
- 7.1 CNCDocument35 pages7.1 CNCAkesh JohnNo ratings yet
- Part Programming: Unit II 2nd EvaluationDocument14 pagesPart Programming: Unit II 2nd EvaluationEduardo ResendizNo ratings yet
- Computer Numerical Control Machine: By-Er - Ved PrakashDocument28 pagesComputer Numerical Control Machine: By-Er - Ved Prakashyogesh borseNo ratings yet
- Chapter 3 English From The BookDocument16 pagesChapter 3 English From The BookAbdelhakim DORBANENo ratings yet
- Chapter 2 Part ProgrammingDocument33 pagesChapter 2 Part ProgrammingKarnal 0388No ratings yet
- Specific Codes: Letter AddressesDocument16 pagesSpecific Codes: Letter AddressesVijay KumarNo ratings yet
- Heidenhain Itnc 530 (Pilot)Document98 pagesHeidenhain Itnc 530 (Pilot)Reymondo BundocNo ratings yet
- Presentation Bhel PKMDocument19 pagesPresentation Bhel PKMAnonymous EjQbY1CNo ratings yet
- LAB 5 - Coding LectureDocument16 pagesLAB 5 - Coding LectureHusnain AliNo ratings yet
- CADCAM_CNC_Unit-3.1Document54 pagesCADCAM_CNC_Unit-3.1kiranchennoju2004No ratings yet
- The Basics of CNC Machining Programming (For Lathe) : Computerized Numerical Controller (CNC)Document38 pagesThe Basics of CNC Machining Programming (For Lathe) : Computerized Numerical Controller (CNC)Thanh Kieu Nguyen ThiNo ratings yet
- Programming guide for HEIDENHAIN TNC 407, 415, 425 controlsDocument71 pagesProgramming guide for HEIDENHAIN TNC 407, 415, 425 controlsvicjaviNo ratings yet
- CNC Basics 2 PDFDocument23 pagesCNC Basics 2 PDFRithwikNo ratings yet
- Sect 18 MacrosDocument64 pagesSect 18 MacrosChaker Ben MariemNo ratings yet
- Appeared in Designed By: (Citation Needed)Document18 pagesAppeared in Designed By: (Citation Needed)Akemi MurasakiNo ratings yet
- iTNC 530: User's Manual HEIDENHAIN Conversational FormatDocument552 pagesiTNC 530: User's Manual HEIDENHAIN Conversational FormatrastaeggNo ratings yet
- NC Programming GuideDocument25 pagesNC Programming GuideRaghuNo ratings yet
- Typical CNC Machining Centre: Horizontal Axis Milling Vertical Axis MillingDocument82 pagesTypical CNC Machining Centre: Horizontal Axis Milling Vertical Axis MillingAbdul RehmanNo ratings yet
- Unit 3 G-CodeDocument44 pagesUnit 3 G-CodeMohammed Fakhruddin Hasan NizamiNo ratings yet
- CNC Basics of G PDFDocument14 pagesCNC Basics of G PDFAli NorooziNo ratings yet
- Chapter 3. Cad, Cam CimDocument50 pagesChapter 3. Cad, Cam Cimahmed jemalNo ratings yet
- STM Ust Lecture4 - 0Document28 pagesSTM Ust Lecture4 - 0Choukoura AldfeerNo ratings yet
- Floating Point Multipliers: Simulation & Synthesis Using VHDLDocument40 pagesFloating Point Multipliers: Simulation & Synthesis Using VHDLmdzakir_hussainNo ratings yet
- Lathe GCode ProgrammingDocument83 pagesLathe GCode ProgrammingRemove NameNo ratings yet
- Basic Information of CNC ProgramDocument16 pagesBasic Information of CNC Programjawad khalidNo ratings yet
- Vadiraja Theertha Prabandha An Unique Travel Guide of 107 Holy Kshetras 1997Document128 pagesVadiraja Theertha Prabandha An Unique Travel Guide of 107 Holy Kshetras 1997Suresh RajagopalNo ratings yet
- 16lesson Sixteen PresentationDocument78 pages16lesson Sixteen PresentationSuresh RajagopalNo ratings yet
- 12lesson Twelve PresentationDocument77 pages12lesson Twelve PresentationSuresh RajagopalNo ratings yet
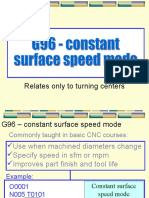
- Relates Only To Turning CentersDocument37 pagesRelates Only To Turning CentersSuresh RajagopalNo ratings yet
- Relates Only To Machining Centers & Turning Centers With Live ToolingDocument18 pagesRelates Only To Machining Centers & Turning Centers With Live ToolingSuresh RajagopalNo ratings yet
- Relates Only To Turning CentersDocument49 pagesRelates Only To Turning CentersSuresh RajagopalNo ratings yet
- Relates To Machining and Turning CentersDocument29 pagesRelates To Machining and Turning CentersSuresh RajagopalNo ratings yet
- Relates Mostly To Machining Centers (Unless Turning Center Has Live Tooling)Document16 pagesRelates Mostly To Machining Centers (Unless Turning Center Has Live Tooling)Suresh RajagopalNo ratings yet
- G code fundamentals for CNC machiningDocument20 pagesG code fundamentals for CNC machiningSuresh RajagopalNo ratings yet
- Special Interpolation Types Helical MotionDocument141 pagesSpecial Interpolation Types Helical MotionSuresh Rajagopal100% (1)
- Relates To Machining and Turning CentersDocument28 pagesRelates To Machining and Turning CentersSuresh RajagopalNo ratings yet
- 06lesson Six PresentationDocument81 pages06lesson Six PresentationSuresh RajagopalNo ratings yet
- Cutter Radius Compensation Relates To Machining Centers Tool Nose Radius Compensation Relates To Turning CentersDocument137 pagesCutter Radius Compensation Relates To Machining Centers Tool Nose Radius Compensation Relates To Turning CentersSuresh RajagopalNo ratings yet
- Relates To Machining and Turning CentersDocument26 pagesRelates To Machining and Turning CentersSuresh RajagopalNo ratings yet
- Relates To Machining and Turning CentersDocument67 pagesRelates To Machining and Turning CentersSuresh RajagopalNo ratings yet
- Relates Only To Machining CentersDocument7 pagesRelates Only To Machining CentersSuresh RajagopalNo ratings yet
- Relates To Machining and Turning CentersDocument18 pagesRelates To Machining and Turning CentersSuresh RajagopalNo ratings yet
- Relates To Machining and Turning CentersDocument29 pagesRelates To Machining and Turning CentersSuresh RajagopalNo ratings yet
- Catia Part10Document19 pagesCatia Part10Rajaram KamathNo ratings yet
- Relates To Machining and Turning CentersDocument22 pagesRelates To Machining and Turning CentersSuresh RajagopalNo ratings yet
- Catia Part11Document13 pagesCatia Part11luluNo ratings yet
- Catia Part05Document12 pagesCatia Part05Suresh RajagopalNo ratings yet
- Drawing an Auto Body Shape Using SurfacesDocument21 pagesDrawing an Auto Body Shape Using SurfacesSuresh RajagopalNo ratings yet
- Catia Part07Document19 pagesCatia Part07Suresh RajagopalNo ratings yet
- Advanced 3D modeling techniques for dress-up featuresDocument13 pagesAdvanced 3D modeling techniques for dress-up featuresSuresh RajagopalNo ratings yet
- Catia Part06Document15 pagesCatia Part06luluNo ratings yet
- Catia Part08Document17 pagesCatia Part08luluNo ratings yet
- Catia Part03Document16 pagesCatia Part03Suresh RajagopalNo ratings yet
- Catia Part02Document12 pagesCatia Part02luluNo ratings yet
- Samsung 2233sn Service Manual: Read/DownloadDocument2 pagesSamsung 2233sn Service Manual: Read/DownloadIordan Adrian0% (1)
- Vibrating ScreensDocument6 pagesVibrating Screensvarun_0512933No ratings yet
- Megahertz Internet Network Pvt. LTD.: Retail InvoiceDocument1 pageMegahertz Internet Network Pvt. LTD.: Retail InvoiceAyush ThapliyalNo ratings yet
- Maintenance Management Practices For Building Facility: A Case StudyDocument11 pagesMaintenance Management Practices For Building Facility: A Case StudyLeykun GebreselassieNo ratings yet
- Webinar BrochureDocument1 pageWebinar BrochurePruthweesha SalianNo ratings yet
- Job Vacancies AdvertisementDocument28 pagesJob Vacancies AdvertisementRobert AzihembaNo ratings yet
- Java Basics - Key Elements of a Java ProgramDocument21 pagesJava Basics - Key Elements of a Java ProgramAsh LeeNo ratings yet
- All Motor, &electrical Equipment in StorDocument8 pagesAll Motor, &electrical Equipment in StorMd. Saddam HossainNo ratings yet
- "Experimental Investigation On The Use of Coconut Shell As Partial Replacement of Coarse Aggregate in Concrete'' Nikhil M. DofeDocument18 pages"Experimental Investigation On The Use of Coconut Shell As Partial Replacement of Coarse Aggregate in Concrete'' Nikhil M. DofeKomal mankarNo ratings yet
- 2122 Mast M-Tech A2 Hoe Emship enDocument22 pages2122 Mast M-Tech A2 Hoe Emship enMohamed BoutmezoughetNo ratings yet
- Structure of A C++Document3 pagesStructure of A C++All TvwnzNo ratings yet
- Wireless Sensor Network Security A Critical Literature ReviewDocument4 pagesWireless Sensor Network Security A Critical Literature Reviewea6xrjc4No ratings yet
- 1019-Article Text-6238-1-10-20230525Document6 pages1019-Article Text-6238-1-10-20230525Keyara PutriNo ratings yet
- IA SampleDocument4 pagesIA SampleZaina KudchiwalaNo ratings yet
- How VFDs Improve Cane Mill Efficiency and Reduce Energy CostsDocument5 pagesHow VFDs Improve Cane Mill Efficiency and Reduce Energy CostsEdison EstrellaNo ratings yet
- Object-Oriented Programming Assignment 2 - Library Management SystemDocument13 pagesObject-Oriented Programming Assignment 2 - Library Management SystemMohamed AhmedNo ratings yet
- Quantifying The Seasonal Cooling Capacity of Green Infrastr 2020 LandscapeDocument21 pagesQuantifying The Seasonal Cooling Capacity of Green Infrastr 2020 Landscape熙槃No ratings yet
- Employee Payroll System ProjectDocument21 pagesEmployee Payroll System ProjectZeeshan Hyder BhattiNo ratings yet
- Contingency Tables Crosstabs Chi Square TestDocument48 pagesContingency Tables Crosstabs Chi Square TestAbii ShivuNo ratings yet
- Schwartz Space and Fourier AnalysisDocument10 pagesSchwartz Space and Fourier AnalysiseducatedyaserNo ratings yet
- Non Faculty Application FormDocument6 pagesNon Faculty Application FormBharat KumarNo ratings yet
- Role of Print Media in AdvertisementDocument14 pagesRole of Print Media in AdvertisementMoond0070% (1)
- Literacy Narrative Essay 1Document3 pagesLiteracy Narrative Essay 1api-644119616No ratings yet
- Jadenlimkaijie w1Document4 pagesJadenlimkaijie w1api-518329636No ratings yet