You might also like
- Sheet Metal FormingDocument34 pagesSheet Metal FormingAamir RafiqNo ratings yet
- ManufProc 5 SheetMetalFormingDocument65 pagesManufProc 5 SheetMetalFormingHannan yusuf KhanNo ratings yet
- Sheet Metal Working LectureDocument50 pagesSheet Metal Working Lecturequick winnerNo ratings yet
- UNIT 4 MSTDocument113 pagesUNIT 4 MSTvarshabachchas1302No ratings yet
- L19 Sheet MetalDocument36 pagesL19 Sheet Metalharrywilson.harish77No ratings yet
- Metal Forming Processes ExplainedDocument42 pagesMetal Forming Processes ExplainedSatyajeet SahooNo ratings yet
- Metals Extrusion and Drawing Processes ExplainedDocument26 pagesMetals Extrusion and Drawing Processes ExplainedArvind BhosaleNo ratings yet
- TM1A - T05b - Deformacao - Aspectos Tecnologicos Chapa PDFDocument67 pagesTM1A - T05b - Deformacao - Aspectos Tecnologicos Chapa PDFMiguel BentoNo ratings yet
- Sheet Metal Working Techniques ExplainedDocument24 pagesSheet Metal Working Techniques ExplainedV Phanindra BoguNo ratings yet
- U-2 Sheet Metal OperationsDocument72 pagesU-2 Sheet Metal Operationsapi-271354682No ratings yet
- Sheet MetalDocument75 pagesSheet MetalMalik Shahid SultanNo ratings yet
- Sheet Metal Working PDFDocument75 pagesSheet Metal Working PDFKainat jamilNo ratings yet
- Lecture05-Sheet Metalmorking ProcessDocument54 pagesLecture05-Sheet Metalmorking ProcessberhaneNo ratings yet
- Mme 431 CH16Document33 pagesMme 431 CH16Khalid WaleedNo ratings yet
- MP-I - Unit 5 - Sheet Metal WorkingDocument60 pagesMP-I - Unit 5 - Sheet Metal WorkingTirumala Height Phase-INo ratings yet
- Metal Cutting Processes and MechanismsDocument86 pagesMetal Cutting Processes and MechanismsscorpionarnoldNo ratings yet
- Fundamentals of Cutting: Chapter-20Document26 pagesFundamentals of Cutting: Chapter-20Venu Gopal AnneNo ratings yet
- Module 5 PDFDocument93 pagesModule 5 PDFVishal Shanmuga SundramNo ratings yet
- Sheet Metal Forming PDFDocument33 pagesSheet Metal Forming PDFAravindhan AnbalaganNo ratings yet
- Sheet Metal OperationsDocument63 pagesSheet Metal OperationsDilip ShenoyNo ratings yet
- Manufacturing TechnologyDocument41 pagesManufacturing Technologysharmashn50% (2)
- Sheet Metal WorkingDocument26 pagesSheet Metal Workingvelavansu0% (1)
- Sheet Metal Processes: Forming, Bending, Punching & MoreDocument74 pagesSheet Metal Processes: Forming, Bending, Punching & MoreIcookiesNo ratings yet
- Effect of Metal Cutting Parameters On Chip Reduction Co-EfficientDocument7 pagesEffect of Metal Cutting Parameters On Chip Reduction Co-EfficientDebarshibiswasNo ratings yet
- Manufacturing Processes Ch20 Sheet Metal WorkingDocument73 pagesManufacturing Processes Ch20 Sheet Metal WorkingqusayNo ratings yet
- Manufacturing Processes Ch.6 (20) Sheet Metal WorkingDocument73 pagesManufacturing Processes Ch.6 (20) Sheet Metal Workingashoku24007100% (1)
- Casting Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingDocument44 pagesCasting Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingRaj PatelNo ratings yet
- ForgingDocument56 pagesForgingZulfikarUdenNo ratings yet
- SPiningDocument45 pagesSPiningnvemanNo ratings yet
- Metal Forming: Apiwat MDocument63 pagesMetal Forming: Apiwat MRavichandran GNo ratings yet
- Casting Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingDocument26 pagesCasting Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingkiransideasNo ratings yet
- Ch21 Fundamentals of CuttingDocument56 pagesCh21 Fundamentals of CuttingImGlobalCitizenNo ratings yet
- Ch21 Fundamentals of Cutting2Document70 pagesCh21 Fundamentals of Cutting2manojc68No ratings yet
- BTI1133 Ch16Document82 pagesBTI1133 Ch16ACC SHNo ratings yet
- Ch2 MachiningDocument134 pagesCh2 MachiningSaifAdamz'sNo ratings yet
- Extrusion & Drawing Sheet MetalDocument63 pagesExtrusion & Drawing Sheet MetalMADHAVNo ratings yet
- Fundamentals of Cutting: Chapter-20Document26 pagesFundamentals of Cutting: Chapter-20rameshNo ratings yet
- Cairo University Metallurgy Lecture on Metal Drawing ProcessDocument20 pagesCairo University Metallurgy Lecture on Metal Drawing Processيوسف عادل حسانينNo ratings yet
- Topic 3 - Sheet MetalworkingDocument42 pagesTopic 3 - Sheet MetalworkinglihinNo ratings yet
- ME364 Forming SheetDocument11 pagesME364 Forming SheetVed Prakash ChoudharyNo ratings yet
- 12 - Sheet Metalworking (Chapter 16)Document51 pages12 - Sheet Metalworking (Chapter 16)Taher al suhamiNo ratings yet
- Sheet Forming Processes: Shearing & BendingDocument50 pagesSheet Forming Processes: Shearing & Bendingsudharsans88No ratings yet
- IE 337: Materials & Manufacturing Processes: Metal Forming Operations 2Document31 pagesIE 337: Materials & Manufacturing Processes: Metal Forming Operations 2silverknights007No ratings yet
- Lecture 8 Sheet Metal Working PDFDocument6 pagesLecture 8 Sheet Metal Working PDFluisimtzNo ratings yet
- Lecture 12: Cutting (Shearing) and Bending: Processing of Metallic MaterialsDocument17 pagesLecture 12: Cutting (Shearing) and Bending: Processing of Metallic Materialsmukesh3021No ratings yet
- 1 Mechanics of MachiningDocument47 pages1 Mechanics of MachiningRAJEEV KHANDELWALNo ratings yet
- Presentation On Sheet Metal DesignDocument27 pagesPresentation On Sheet Metal Designniloy_67No ratings yet
- Fundamentals of Cutting Mechanics Chip FormationDocument26 pagesFundamentals of Cutting Mechanics Chip FormationMerchant Ali100% (1)
- Press Working Operations - Sheet MetalDocument16 pagesPress Working Operations - Sheet MetalIrwan Rony100% (2)
- Week 8 Sheet Metal FormingDocument69 pagesWeek 8 Sheet Metal FormingashkansoheylNo ratings yet
- Unit-4 Sheet Metal ProcessDocument39 pagesUnit-4 Sheet Metal ProcessKarthikeyan Murugananthan100% (6)
- MANU2Document51 pagesMANU2damadam.0367No ratings yet
- 1) - Introduction:: Metal Forming ProcessesDocument10 pages1) - Introduction:: Metal Forming Processesphysics a2No ratings yet
- Mt1 Unit 4 NotesDocument11 pagesMt1 Unit 4 Notesvelavansu100% (1)
- Manufacturing Engineering - Metal Forming, Bending, SheeringDocument14 pagesManufacturing Engineering - Metal Forming, Bending, Sheeringhans vNo ratings yet
- CH03. Sheet Metal ProcessesDocument73 pagesCH03. Sheet Metal ProcesseshizanorhudaNo ratings yet
- Ch#20 SHEET METAL WORKINGDocument119 pagesCh#20 SHEET METAL WORKINGMustaqeem Sajid Khan100% (1)
- Material Removal Process (Metal Machining Process) : Theory of Metal CuttingDocument129 pagesMaterial Removal Process (Metal Machining Process) : Theory of Metal CuttingIjanSahrudinNo ratings yet
- MFT PPT (Autosaved)Document432 pagesMFT PPT (Autosaved)Bibek DevNo ratings yet
- VL Substation Om PDFDocument7 pagesVL Substation Om PDFAzman HanafiahNo ratings yet
- Water Resource ActDocument7 pagesWater Resource Actशंकर थापाNo ratings yet
- Cost and Revenue Structures For Micro-Hydro Projects in NepalDocument8 pagesCost and Revenue Structures For Micro-Hydro Projects in NepalBibek DevNo ratings yet
- Electricity ActDocument11 pagesElectricity Actशंकर थापाNo ratings yet
- Foreign Investment Act 1992 - enDocument4 pagesForeign Investment Act 1992 - enTanija SinghNo ratings yet
- Shigley's Mechanical Engineering Design 9th Edition Solutions ManualDocument6 pagesShigley's Mechanical Engineering Design 9th Edition Solutions ManualDarren Hentschel27% (26)
- 1.types and Features of Rolling BearingsDocument5 pages1.types and Features of Rolling Bearingsowais5916No ratings yet
- Bearing-Study Material Mechanical Engg-1Document14 pagesBearing-Study Material Mechanical Engg-1anishiitdNo ratings yet
- NSK Cat E1102m b206-233Document14 pagesNSK Cat E1102m b206-233Bibek DevNo ratings yet
- Belt Drives: First School YearDocument6 pagesBelt Drives: First School YearBibek DevNo ratings yet
- Kali Gandaki A' Hydroelectric Project in Environmental PerspectivesDocument7 pagesKali Gandaki A' Hydroelectric Project in Environmental PerspectivesBibek DevNo ratings yet
- ExtinguisherDocument17 pagesExtinguisherliao_marco100% (1)
- Belt Drive BasicsDocument3 pagesBelt Drive BasicsBibek DevNo ratings yet
- Cross-flow Turbine Theory and DesignDocument5 pagesCross-flow Turbine Theory and DesignBibek DevNo ratings yet
- Cross-flow Turbine Theory and DesignDocument5 pagesCross-flow Turbine Theory and DesignBibek DevNo ratings yet
- Product Design Guide: Whispertherm Vertical Stack With Whisperpack ChassisDocument62 pagesProduct Design Guide: Whispertherm Vertical Stack With Whisperpack ChassisSaman SafdarNo ratings yet
- Aero3110 DBT Group 15Document22 pagesAero3110 DBT Group 15Atitat RattanachataNo ratings yet
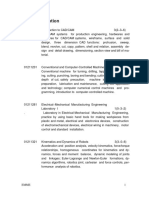
- Course Descriptions Electrical Mechanical Manufacturing EngineeringDocument8 pagesCourse Descriptions Electrical Mechanical Manufacturing EngineeringKristi GjokaNo ratings yet
- BGS-AU-055 Rev B1Document19 pagesBGS-AU-055 Rev B1Allwyn AbrahamNo ratings yet
- JTL Book Above Groung Discharge SystemsDocument54 pagesJTL Book Above Groung Discharge SystemsbendeniNo ratings yet
- Vacuum Forming Guide: ApplicationsDocument51 pagesVacuum Forming Guide: ApplicationsBobNo ratings yet
- REHAU 20UFH InstallationDocument84 pagesREHAU 20UFH InstallationngrigoreNo ratings yet
- New China Standard-Q345B Changed To Q355BDocument1 pageNew China Standard-Q345B Changed To Q355BBAWA ALEXNo ratings yet
- Draft: Marking Out and MeasuringDocument12 pagesDraft: Marking Out and MeasuringJose EvoraNo ratings yet
- 648Document20 pages648Naidu Madhu100% (1)
- Cost EstimatingDocument3 pagesCost EstimatingMesha Atkinson0% (2)
- Engineers Precision Data Pocket Reference PDFDocument73 pagesEngineers Precision Data Pocket Reference PDFGardener Ayu100% (1)
- AITECH Accreditation Guide for Innovative Housing TechnologiesDocument38 pagesAITECH Accreditation Guide for Innovative Housing TechnologiesMaria Aiza Maniwang CalumbaNo ratings yet
- Tilting Vice PDFDocument33 pagesTilting Vice PDFvinothkumarNo ratings yet
- Steel FurnitureDocument9 pagesSteel FurnitureSomen Chandra NathNo ratings yet
- Automatic Metal Sheet Cutting MachineDocument2 pagesAutomatic Metal Sheet Cutting MachinekothandapaniNo ratings yet
- AJANCAMV7 User GuideDocument15 pagesAJANCAMV7 User GuidemikekirozNo ratings yet
- Pipe Fitting ManufacturerDocument2 pagesPipe Fitting Manufacturer9823458877No ratings yet
- QUOTATIONS - 6 ROLLER 1 DDocument4 pagesQUOTATIONS - 6 ROLLER 1 DDrPawan BhardwajNo ratings yet
- NACE Paper No. MECCOCT18-12290: Friction Stir Diffusion Cladding of 5052 Aluminum Alloy On Cold-Rolled Carbon SteelDocument13 pagesNACE Paper No. MECCOCT18-12290: Friction Stir Diffusion Cladding of 5052 Aluminum Alloy On Cold-Rolled Carbon SteelOwais MalikNo ratings yet
- DM-PH&SD-P4-TG18 - (Guidelines For Safety in Vehicle Repair and Servicing Shops) PDFDocument6 pagesDM-PH&SD-P4-TG18 - (Guidelines For Safety in Vehicle Repair and Servicing Shops) PDFdemie figueroaNo ratings yet
- Request For Quotation: Collective RFQ Number/ Purchase GroupDocument47 pagesRequest For Quotation: Collective RFQ Number/ Purchase GroupanmolNo ratings yet
- AWWA M11 Steel Pipe - A Guide For Design and InstallationDocument301 pagesAWWA M11 Steel Pipe - A Guide For Design and InstallationLuis Daniel100% (1)
- Aluminium RollingDocument5 pagesAluminium RollingChetna BarochiyakalolaNo ratings yet
- C-1767 Standard Specification For Stainless Steel Jacketing For Insulation1e - Insulation CladdingDocument7 pagesC-1767 Standard Specification For Stainless Steel Jacketing For Insulation1e - Insulation CladdingYogalingam ArumugamNo ratings yet
- Steel SectionsDocument52 pagesSteel Sectionsmcad12No ratings yet
- SeismicDocument1 pageSeismicmukeshsingh6No ratings yet
- Axel Series 08 ENGDocument12 pagesAxel Series 08 ENGSinisa KezicNo ratings yet
- Company Profile Details - OM Enterprise - Main PageDocument15 pagesCompany Profile Details - OM Enterprise - Main PagejaydeepNo ratings yet
- WorkshopDocument5 pagesWorkshopJoseph NjugunaNo ratings yet