You might also like
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- MP-I - Unit 5 - Sheet Metal WorkingDocument60 pagesMP-I - Unit 5 - Sheet Metal WorkingTirumala Height Phase-INo ratings yet
- Forging Is ADocument5 pagesForging Is ASahilNo ratings yet
- Unit IV 180208091907Document153 pagesUnit IV 180208091907tamilselvan nNo ratings yet
- Plastic Metal Forming of Metals and PowdersDocument20 pagesPlastic Metal Forming of Metals and Powdersيوسف عادل حسانينNo ratings yet
- U-2 Sheet Metal OperationsDocument72 pagesU-2 Sheet Metal Operationsapi-271354682No ratings yet
- Sheet Metal FormingDocument34 pagesSheet Metal FormingAamir RafiqNo ratings yet
- Chapter 4 (Sheet Metal Fabrication) With VideoDocument71 pagesChapter 4 (Sheet Metal Fabrication) With VideoSamrat BhattaraiNo ratings yet
- Metal Forming ProcessDocument5 pagesMetal Forming Processrk_kamatchi3483No ratings yet
- Chapter 3 Metal Forming ProcessesDocument103 pagesChapter 3 Metal Forming Processesdagimawgchew777No ratings yet
- DieDocument6 pagesDieAditya GoelNo ratings yet
- SEO-Optimized Title for Forging Die of Spanner DocumentDocument16 pagesSEO-Optimized Title for Forging Die of Spanner Documentvirendra pawarNo ratings yet
- L8 - Bulk Deformation ProcessingDocument70 pagesL8 - Bulk Deformation ProcessingAstha PantNo ratings yet
- Casting FormingDocument40 pagesCasting FormingA PRATYUSHNo ratings yet
- Chapter 15Document17 pagesChapter 15Lhekha RaviendranNo ratings yet
- MR Sunil Kumar Ojha: Assistant Professor Mechanical Engineering Department JRE Group of Institutions Greater NoidaDocument61 pagesMR Sunil Kumar Ojha: Assistant Professor Mechanical Engineering Department JRE Group of Institutions Greater NoidaGurjinderSinghDoshanjhNo ratings yet
- Smithy & Forging ShopDocument24 pagesSmithy & Forging Shopashok junapudiNo ratings yet
- Metal Forming Processes ExplainedDocument42 pagesMetal Forming Processes ExplainedSatyajeet SahooNo ratings yet
- Lecture05-Sheet Metalmorking ProcessDocument54 pagesLecture05-Sheet Metalmorking ProcessberhaneNo ratings yet
- Metal Forming Processes ExplainedDocument114 pagesMetal Forming Processes ExplainedManoj Kumar SNo ratings yet
- Sheet Metal WorkingDocument26 pagesSheet Metal Workingvelavansu0% (1)
- Sheet Metal OperationDocument17 pagesSheet Metal Operationsekar_scribd60% (5)
- Casting Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingDocument44 pagesCasting Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingRaj PatelNo ratings yet
- Sheet Metal Working LectureDocument50 pagesSheet Metal Working Lecturequick winnerNo ratings yet
- ManufProc 5 SheetMetalFormingDocument65 pagesManufProc 5 SheetMetalFormingHannan yusuf KhanNo ratings yet
- Sheet Metal Forming Processes ExplainedDocument14 pagesSheet Metal Forming Processes Explained019SAURABH GUPTANo ratings yet
- Cold Working Metal Forming Guide: Shearing, Bending & MoreDocument35 pagesCold Working Metal Forming Guide: Shearing, Bending & MoreVisan NaiduNo ratings yet
- Notes-Bulk Deformation Process FORGINGDocument41 pagesNotes-Bulk Deformation Process FORGINGehtisham khanNo ratings yet
- Design of Dies - Unit 4Document149 pagesDesign of Dies - Unit 4210 SureshNo ratings yet
- Forging and Its TypesDocument9 pagesForging and Its TypesHarinath GowdNo ratings yet
- 2 Reading Matl CH - 6 Sheet Metal Parts MFG ProcessDocument62 pages2 Reading Matl CH - 6 Sheet Metal Parts MFG ProcessCaldwellNo ratings yet
- Sheet Metalworking: ©2002 John Wiley & Sons, Inc. M. P. Groover, "Fundamentals of Modern Manufacturing 2/e"Document34 pagesSheet Metalworking: ©2002 John Wiley & Sons, Inc. M. P. Groover, "Fundamentals of Modern Manufacturing 2/e"Himanshu GuptaNo ratings yet
- Metal FormingDocument40 pagesMetal Formingsreeeram100% (1)
- Sheet Metal Working Techniques ExplainedDocument24 pagesSheet Metal Working Techniques ExplainedV Phanindra BoguNo ratings yet
- Sheet Metal Forming PDFDocument33 pagesSheet Metal Forming PDFAravindhan AnbalaganNo ratings yet
- L19 Sheet MetalDocument36 pagesL19 Sheet Metalharrywilson.harish77No ratings yet
- Sheet Metal Forming ProcessDocument56 pagesSheet Metal Forming ProcessBibek DevNo ratings yet
- Manufacturing Processes: Sheet Metal WorkingDocument44 pagesManufacturing Processes: Sheet Metal WorkingSahilpreet 5inghNo ratings yet
- U1e Sheet Metal 1Document23 pagesU1e Sheet Metal 1vatsalya 185No ratings yet
- Plastc ProcessingDocument23 pagesPlastc Processinghodmech scenashikNo ratings yet
- Multi-operation die types and their functionsDocument3 pagesMulti-operation die types and their functionsCleng LaynesNo ratings yet
- Chapter 14.1 To 14.4,14.6Document20 pagesChapter 14.1 To 14.4,14.6Lhekha RaviendranNo ratings yet
- Blanking & Piercing (Handout)Document50 pagesBlanking & Piercing (Handout)banana100% (1)
- Mechanical Working of Metals MaterialDocument40 pagesMechanical Working of Metals MaterialRoyalmechNo ratings yet
- CH 4Document23 pagesCH 4huien ababuNo ratings yet
- Unit Iii Bulk Processes Bulk DeformationDocument77 pagesUnit Iii Bulk Processes Bulk DeformationAkash akNo ratings yet
- Unit 3 PDF Forging Sheet MetalDocument75 pagesUnit 3 PDF Forging Sheet MetalYash KalraNo ratings yet
- Workshop Project JUNE 2013 Sheet Metal Shop: Group 1Document13 pagesWorkshop Project JUNE 2013 Sheet Metal Shop: Group 1AdarshAgrawalaNo ratings yet
- Project On Sheet Metal TechnologyDocument25 pagesProject On Sheet Metal TechnologyPankaj GoyalNo ratings yet
- Processes Used To Form Metallic MaterialsDocument23 pagesProcesses Used To Form Metallic MaterialsHimanshu GuptaNo ratings yet
- Surya Black SmithyDocument11 pagesSurya Black Smithy2K20B671 Shivam GargNo ratings yet
- Teknologi Manufaktur (TPS-1116A) : Prodi Teknologi Pengolahan Sawit (D-3) Institut Teknologi Sains Bandung (ITSB) 2021Document62 pagesTeknologi Manufaktur (TPS-1116A) : Prodi Teknologi Pengolahan Sawit (D-3) Institut Teknologi Sains Bandung (ITSB) 2021Aszhari AszhariNo ratings yet
- Fitting Shop Tools Classification and UsesDocument8 pagesFitting Shop Tools Classification and UsesZatchBellNo ratings yet
- Manufacturing Engineering - Metal Forming, Bending, SheeringDocument14 pagesManufacturing Engineering - Metal Forming, Bending, Sheeringhans vNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsFrom EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNo ratings yet
- PDF Report PhysicsDocument4 pagesPDF Report Physicsphysics a2No ratings yet
- Physics MmmcccqqqsDocument5 pagesPhysics Mmmcccqqqsphysics a2No ratings yet
- PDF Report PhysicsDocument4 pagesPDF Report Physicsphysics a2No ratings yet
- The Future of Driving - Combining The Driverless Car With Mind Control, Chinese Researchers SayDocument3 pagesThe Future of Driving - Combining The Driverless Car With Mind Control, Chinese Researchers Sayphysics a2No ratings yet
- Question (1) :: Choose The Correct AnswerDocument3 pagesQuestion (1) :: Choose The Correct Answerphysics a2No ratings yet
- ESP 2 Final Revision Sheets Sept 2020Document10 pagesESP 2 Final Revision Sheets Sept 2020physics a2No ratings yet
- Supplementary Problems For Practice: 1. A Mass of 0.15 KG of Air Is Initially Exists at 2 Mpa and 350Document1 pageSupplementary Problems For Practice: 1. A Mass of 0.15 KG of Air Is Initially Exists at 2 Mpa and 350physics a2No ratings yet
- ESP 2 Final Revision Sheets AK Sept 2020Document5 pagesESP 2 Final Revision Sheets AK Sept 2020physics a2No ratings yet
- Physics 12th Research (Autorecovered)Document3 pagesPhysics 12th Research (Autorecovered)physics a2No ratings yet
- Engg ThermodynamicsgfDocument3 pagesEngg Thermodynamicsgfphysics a2No ratings yet
- Brain Controlled Carfor Disabledusing Artificial IntelligenceDocument4 pagesBrain Controlled Carfor Disabledusing Artificial IntelligenceSai JishnuNo ratings yet
- ESP 2 Ungraded Writing RahmayasserDocument2 pagesESP 2 Ungraded Writing Rahmayasserphysics a2No ratings yet
- College of Engineering & Technology: 12 Exam Answer The Following QuestionsDocument1 pageCollege of Engineering & Technology: 12 Exam Answer The Following Questionsphysics a2No ratings yet
- Brain Controlled Car For Disabled Using Artificial Intelligence IJERTCONV1IS03024Document3 pagesBrain Controlled Car For Disabled Using Artificial Intelligence IJERTCONV1IS03024physics a2100% (1)
- Answer The Following Questions: Arab Academy For Science &Technology&Mta COLLEGE OF Engineering & TechnologyDocument5 pagesAnswer The Following Questions: Arab Academy For Science &Technology&Mta COLLEGE OF Engineering & Technologyphysics a2No ratings yet
- Esp 2 Language Use Revision: - Friction - Flammable - Regulations - LooksDocument5 pagesEsp 2 Language Use Revision: - Friction - Flammable - Regulations - Looksphysics a2No ratings yet
- Test Quiz.5Document10 pagesTest Quiz.5physics a2No ratings yet
- COLLEGE OF Engineering & TechnologyDocument4 pagesCOLLEGE OF Engineering & TechnologyNicolas EleftheriouNo ratings yet
- 348 - 61275 - BA124 - 2018 - 4 - 2 - 1 - Solution Assignment 1-2 - Math2Document13 pages348 - 61275 - BA124 - 2018 - 4 - 2 - 1 - Solution Assignment 1-2 - Math2physics a2100% (1)
- 348 - 61275 - BA124 - 2018 - 4 - 2 - 1 - Assignment 1-2 - Math2Document8 pages348 - 61275 - BA124 - 2018 - 4 - 2 - 1 - Assignment 1-2 - Math2physics a2No ratings yet
- College of Engineering & Technology: 7 Exam Answer The Following QuestionsDocument2 pagesCollege of Engineering & Technology: 7 Exam Answer The Following Questionsphysics a2No ratings yet
- Final Exam Study GuideDocument1 pageFinal Exam Study Guidephysics a2No ratings yet
- 348 - 38835 - BA124 - 2018 - 4 - 2 - 1 - Area and VolumeDocument13 pages348 - 38835 - BA124 - 2018 - 4 - 2 - 1 - Area and Volumephysics a2No ratings yet
- Quiz 7Document4 pagesQuiz 7physics a2No ratings yet
- 13Document1 page13physics a2No ratings yet
- 12th PhysucsvipDocument3 pages12th Physucsvipphysics a2No ratings yet
- 348 38835 BA124 2018 4 2 1 Area Between Curves Solutions Winter 2018-Math2Document7 pages348 38835 BA124 2018 4 2 1 Area Between Curves Solutions Winter 2018-Math2physics a2No ratings yet
- 6Document2 pages6physics a2No ratings yet
- 10Document1 page10physics a2No ratings yet
- Liquid Liquid ExtractionDocument12 pagesLiquid Liquid ExtractionKhalil Lasfer100% (1)
- Welding Cold CrackingDocument1 pageWelding Cold CrackingExsan Othman100% (1)
- Copper Rose PDFDocument11 pagesCopper Rose PDFNatasha GreenNo ratings yet
- Cv. NEW. FAJARDocument7 pagesCv. NEW. FAJARradenkobalarifinNo ratings yet
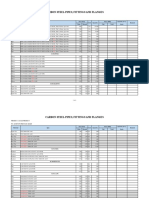
- CARBON STEEL PIPES AND FITTINGS PRICE LISTDocument4 pagesCARBON STEEL PIPES AND FITTINGS PRICE LISTIlham KelanaNo ratings yet
- Masonry Tools - Cabrera Jorge AngieDocument22 pagesMasonry Tools - Cabrera Jorge AngieAngie ElizabethNo ratings yet
- GratingsDocument3 pagesGratingssaurabhsubhuNo ratings yet
- Hammer MillDocument4 pagesHammer MillEder TrebejoNo ratings yet
- Containerboard or Corrugated ContainersDocument2 pagesContainerboard or Corrugated Containersvikasbnsl1No ratings yet
- Why Are They Scraped BookletDocument5 pagesWhy Are They Scraped BookletKyle Starr100% (4)
- Controlling Heat Treatment of Welded P91 with Hardness TestingDocument3 pagesControlling Heat Treatment of Welded P91 with Hardness TestingyesimeonNo ratings yet
- Powder Metallurgy Process OverviewDocument4 pagesPowder Metallurgy Process OverviewKatina PrattNo ratings yet
- Budgetary Ingenios-Gpi S.A.SDocument2 pagesBudgetary Ingenios-Gpi S.A.SCarlos GuarínNo ratings yet
- FENOMASTIC Emulsion PrimerDocument4 pagesFENOMASTIC Emulsion PrimerlovedesuzaNo ratings yet
- Precautionary Measures To Avoid Cracks in PlasteringDocument2 pagesPrecautionary Measures To Avoid Cracks in PlasteringsmartkhazanchiNo ratings yet
- MobilCut Series PdsDocument4 pagesMobilCut Series PdsNoche de EstrellasNo ratings yet
- Troubleshooting Guide For Blow MoldingDocument3 pagesTroubleshooting Guide For Blow Moldingwoongs73100% (1)
- Studies On Direct Reduced Iron Melting In Induction FurnaceDocument10 pagesStudies On Direct Reduced Iron Melting In Induction FurnaceAhmed SobhiNo ratings yet
- Modern Manufacturing TechnologyDocument15 pagesModern Manufacturing TechnologyTHE NORTHCAP UNIVERSITYNo ratings yet
- MTT Lab Manual C-20Document53 pagesMTT Lab Manual C-20Thanmay JSNo ratings yet
- L10 Plastic PartsDocument11 pagesL10 Plastic PartsTarek MohamedNo ratings yet
- Basic Oxygen SteelmakingDocument11 pagesBasic Oxygen SteelmakingRahul Pandey100% (1)
- Manufacturing Solutions: Let Us Be Part of Your LifeDocument12 pagesManufacturing Solutions: Let Us Be Part of Your LifeSuraj RawatNo ratings yet
- Shattaf Sink Sprayer 39219UAE - Shattaf Sink Sprayer With Push Button SprayDocument1 pageShattaf Sink Sprayer 39219UAE - Shattaf Sink Sprayer With Push Button Spraytvshow zeeNo ratings yet
- Thermal Processing Techniques for Controlling Metal Alloy Microstructure and PropertiesDocument58 pagesThermal Processing Techniques for Controlling Metal Alloy Microstructure and PropertiesKeith Tanaka Magaka100% (1)
- Next Exam 8: 5 Semester (Mechanical Engineering) Advanced Manufacturing Process Unit-4 (Special Purpose Machines)Document2 pagesNext Exam 8: 5 Semester (Mechanical Engineering) Advanced Manufacturing Process Unit-4 (Special Purpose Machines)Kamendra KumarNo ratings yet
- Turret LatheDocument12 pagesTurret LatheK Nallathambi K NallathambiNo ratings yet
- Quiz: Explain Critically The Production of Pig Iron From Blast Furnace (With The Aids of Diagram)Document2 pagesQuiz: Explain Critically The Production of Pig Iron From Blast Furnace (With The Aids of Diagram)Alan ShelengNo ratings yet
- Temp & Pcrown User Manuel 24 Ekim 2022Document1 pageTemp & Pcrown User Manuel 24 Ekim 2022HED dentalNo ratings yet
- Husqvarna Hiperfloor Commercial Finish PDFDocument2 pagesHusqvarna Hiperfloor Commercial Finish PDFAndres Villegas MartinezNo ratings yet