You might also like
- OM Chapter 3Document28 pagesOM Chapter 3Tuấn TrườngNo ratings yet
- MRP OverviewDocument6 pagesMRP OverviewRao KakaralaNo ratings yet
- 2.1 Materials Requirements Planning (MRP)Document41 pages2.1 Materials Requirements Planning (MRP)Belayneh BayeNo ratings yet
- Om 8 2017 CLRDocument18 pagesOm 8 2017 CLRLuka Lukc RijavecNo ratings yet
- Material Requirements PlanningDocument38 pagesMaterial Requirements PlanningTanimNo ratings yet
- MRP Study GuideDocument9 pagesMRP Study GuideAustin Parker100% (1)
- 2324ProdMgmt HW4 G# T#Document4 pages2324ProdMgmt HW4 G# T#mytiensakuraNo ratings yet
- Introduction to Material Requirements Planning (MRP) Concepts and ExamplesDocument43 pagesIntroduction to Material Requirements Planning (MRP) Concepts and ExamplesMuhammad Rendy KusumaNo ratings yet
- MRP and Erp: Planeacion de Requerimientos de Materiales Y Planeacion de Recursos de La EmpresaDocument46 pagesMRP and Erp: Planeacion de Requerimientos de Materiales Y Planeacion de Recursos de La Empresaagustin6551No ratings yet
- SOB Sem 1 MBA-LSCM LSCM7001 Operations ManagementDocument3 pagesSOB Sem 1 MBA-LSCM LSCM7001 Operations ManagementThat Shy OneNo ratings yet
- Chapter 14: Multiple Choice QuestionsDocument8 pagesChapter 14: Multiple Choice Questionsaditya_23oct100% (1)
- MRP, JIT, Kanban Scheduling & CostingDocument2 pagesMRP, JIT, Kanban Scheduling & CostingIbrahim HussainNo ratings yet
- Mpcproblems Institute of TechnologyDocument39 pagesMpcproblems Institute of TechnologyvundavilliravindraNo ratings yet
- MRP - Safety Lead TimeDocument15 pagesMRP - Safety Lead TimedhrubajyotihazarikaNo ratings yet
- Apics Cpim Pt+1 Mod+1 SecgDocument29 pagesApics Cpim Pt+1 Mod+1 SecgHisham Ahmed FouadNo ratings yet
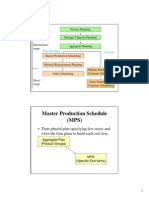
- Master Production ScheduleDocument9 pagesMaster Production ScheduleglamboyzNo ratings yet
- Sample Test Questions For EOQDocument5 pagesSample Test Questions For EOQSharina Mhyca SamonteNo ratings yet
- Nature of DemandDocument16 pagesNature of DemandIMRANINSCNo ratings yet
- MTS MOM 1730 TutorialDocument3 pagesMTS MOM 1730 TutorialJackson TeohNo ratings yet
- MRP and ERP: Production Planning and Inventory Control SystemsDocument45 pagesMRP and ERP: Production Planning and Inventory Control SystemsRaed DallaliNo ratings yet
- Practice Problems: Chapter 14, Material Requirements PlanningDocument7 pagesPractice Problems: Chapter 14, Material Requirements Planningkavindra singhNo ratings yet
- Master Schedule PlanningDocument84 pagesMaster Schedule PlanningAfifahSeptiaNo ratings yet
- Questions For PracticeDocument5 pagesQuestions For PracticeKeshav GuptaNo ratings yet
- Material Requirement PlanningDocument19 pagesMaterial Requirement Planningikarus halNo ratings yet
- MRP ErpDocument32 pagesMRP ErpburhanNo ratings yet
- Tutorial - MPS and MRPDocument3 pagesTutorial - MPS and MRPShibani ShashinNo ratings yet
- Material Requirement Planning (MRP)Document28 pagesMaterial Requirement Planning (MRP)Mohamed FaragNo ratings yet
- Material Requirements PlanningDocument15 pagesMaterial Requirements PlanningRayeed AliNo ratings yet
- Material Requirement PlanningDocument21 pagesMaterial Requirement PlanningVishesh khandelwalNo ratings yet
- Material Requirements Planning: ISQA 459 Class 4 Mellie PullmanDocument20 pagesMaterial Requirements Planning: ISQA 459 Class 4 Mellie PullmansatishNo ratings yet
- Assignment MRPDocument5 pagesAssignment MRPlapunta2201No ratings yet
- Assignment MRPDocument5 pagesAssignment MRPKhánh Linh NguyễnNo ratings yet
- Assignment MRPDocument5 pagesAssignment MRPKhánh Linh NguyễnNo ratings yet
- 03 Material Resource PlanningDocument37 pages03 Material Resource PlanningMary Shanaiah SenoNo ratings yet
- Chapter12 MRPDocument69 pagesChapter12 MRPgttrans111No ratings yet
- OM Midterm Exam PDFDocument7 pagesOM Midterm Exam PDFJonnel Sadian AcobaNo ratings yet
- Addis Ababa Uni MRP AssignmentDocument7 pagesAddis Ababa Uni MRP AssignmentNegashNo ratings yet
- Module 9 - Resource PlanningDocument31 pagesModule 9 - Resource PlanningAnton WilliamsNo ratings yet
- Tailieumienphi - VN Lecture Logistics Theory Lecture 16 Material Requirements PlanningDocument21 pagesTailieumienphi - VN Lecture Logistics Theory Lecture 16 Material Requirements PlanningBong ThoNo ratings yet
- Bba V Production & Operation Management.Document4 pagesBba V Production & Operation Management.munna michealNo ratings yet
- Material Requirements PlanningDocument50 pagesMaterial Requirements PlanningAYUSH RAVINo ratings yet
- 5 Material Requirements PlanningDocument86 pages5 Material Requirements PlanningArush BhatnagarNo ratings yet
- MRP Part IDocument48 pagesMRP Part IDanielle David AbandoNo ratings yet
- Professor Blake OPM 101 Name - Spring 2010 EXAMINATION 3, Version EDocument6 pagesProfessor Blake OPM 101 Name - Spring 2010 EXAMINATION 3, Version EAVINNNNASHNo ratings yet
- Production Planning and Control AssignmentsDocument13 pagesProduction Planning and Control AssignmentsdpksobsNo ratings yet
- MRP CjaDocument26 pagesMRP CjaRendy FranataNo ratings yet
- Assignment - 1 Submission Deadline: 17 Aug 2021 by EODDocument2 pagesAssignment - 1 Submission Deadline: 17 Aug 2021 by EODLovey OberoiNo ratings yet
- Chapter 14Document2 pagesChapter 14Mina RezaeiNo ratings yet
- Assignment4 QuestionDocument6 pagesAssignment4 Question0 oNo ratings yet
- 10.0 Resource PlanningDocument22 pages10.0 Resource PlanningAman GoelNo ratings yet
- MRP and ExamplesDocument24 pagesMRP and ExamplesAseer AnwarNo ratings yet
- Wood Sections (2) Legs (4) Braces (3) : Quantity Lead TimeDocument1 pageWood Sections (2) Legs (4) Braces (3) : Quantity Lead TimeKaren Joy TorrefrancaNo ratings yet
- MGT 337 – Production Operations Management Final Exam Key TakeawaysDocument4 pagesMGT 337 – Production Operations Management Final Exam Key TakeawaysTazreen Noor AurnaNo ratings yet
- Beginner’S Project Management Handbook: Art of Project DeliveryFrom EverandBeginner’S Project Management Handbook: Art of Project DeliveryNo ratings yet
- Engineering Service Revenues World Summary: Market Values & Financials by CountryFrom EverandEngineering Service Revenues World Summary: Market Values & Financials by CountryNo ratings yet
- Blue Prism Developer Certification Case Based Practice Question - Latest 2023From EverandBlue Prism Developer Certification Case Based Practice Question - Latest 2023No ratings yet
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- Problems of Indian Economy Lecture 7Document35 pagesProblems of Indian Economy Lecture 7Jasneet BaidNo ratings yet
- APO-1 Harshit Singh Sengar Kunaljeet Chakarborty Keshav Toshniwal Meet Atulkumar Patel Nidhi Bisht Pranav Priyanshu Nikhil BJDocument4 pagesAPO-1 Harshit Singh Sengar Kunaljeet Chakarborty Keshav Toshniwal Meet Atulkumar Patel Nidhi Bisht Pranav Priyanshu Nikhil BJJasneet BaidNo ratings yet
- High-Performance Work Systems and Firm PerformanceDocument2 pagesHigh-Performance Work Systems and Firm PerformanceJasneet BaidNo ratings yet
- CB PranavPriyanshu 220103125Document9 pagesCB PranavPriyanshu 220103125Jasneet BaidNo ratings yet
- SDM 1Document11 pagesSDM 1Jasneet BaidNo ratings yet
- Ma Project FMCG-: Marico, Itc, Colgate, Unilever, Yili, PepsicoDocument12 pagesMa Project FMCG-: Marico, Itc, Colgate, Unilever, Yili, PepsicoJasneet BaidNo ratings yet
- JuvenileDocument5 pagesJuvenileJasneet BaidNo ratings yet
- Study MethodologyDocument1 pageStudy MethodologyJasneet BaidNo ratings yet
- Sun PharmaDocument5 pagesSun PharmaJasneet BaidNo ratings yet
- Session 4Document22 pagesSession 4Jasneet BaidNo ratings yet
- Mepp F Apo-2Document6 pagesMepp F Apo-2Jasneet BaidNo ratings yet
- PepsiCo Inc (PEP US) Financial Highlights and Key Metrics 2013-2022Document22 pagesPepsiCo Inc (PEP US) Financial Highlights and Key Metrics 2013-2022Jasneet BaidNo ratings yet
- FMCG Cost Structure Analysis: Fixed vs Variable for Major Indian CompaniesDocument2 pagesFMCG Cost Structure Analysis: Fixed vs Variable for Major Indian CompaniesJasneet BaidNo ratings yet
- Centers AnalysisDocument1 pageCenters AnalysisJasneet BaidNo ratings yet
- Financials and Non FinancialsDocument3 pagesFinancials and Non FinancialsJasneet BaidNo ratings yet
- Product and Period CostsDocument6 pagesProduct and Period CostsJasneet BaidNo ratings yet
- Tata ElxsiDocument18 pagesTata ElxsiJasneet BaidNo ratings yet
- FVIFDocument2 pagesFVIFJasneet BaidNo ratings yet
- Elevator Speech ExamplesDocument1 pageElevator Speech ExamplesJasneet BaidNo ratings yet
- IPR and LawDocument36 pagesIPR and LawJasneet BaidNo ratings yet
- Dti 2Document3 pagesDti 2Jasneet BaidNo ratings yet
- SortDocument2 pagesSortJasneet BaidNo ratings yet
- PVIFADocument2 pagesPVIFAJasneet BaidNo ratings yet
- FA - BFS End TermDocument5 pagesFA - BFS End TermJasneet BaidNo ratings yet
- Book 1Document3 pagesBook 1Jasneet BaidNo ratings yet
- Contract Law - All in OneDocument39 pagesContract Law - All in OneJasneet BaidNo ratings yet
- Stylumia IntelligenceDocument3 pagesStylumia IntelligenceJasneet BaidNo ratings yet
- Week 2 Announcement 1 MaDocument2 pagesWeek 2 Announcement 1 MaJasneet BaidNo ratings yet
- IndexmatchtempDocument4 pagesIndexmatchtempphewphewphew200No ratings yet
- BIGuidebook Templates - BI Logical Data Model - Data Integration DesignDocument12 pagesBIGuidebook Templates - BI Logical Data Model - Data Integration DesignShahina H CrowneNo ratings yet
- Cryptography and Network Security": Sir Syed University of Engineering & TechnologyDocument5 pagesCryptography and Network Security": Sir Syed University of Engineering & TechnologySehar KhanNo ratings yet
- BrochureDocument2 pagesBrochureNarayanaNo ratings yet
- Surveying - Mcqs On Unit I - SJMDocument6 pagesSurveying - Mcqs On Unit I - SJMKalyani ingole100% (1)
- The World in Which We Believe in Is The Only World We Live inDocument26 pagesThe World in Which We Believe in Is The Only World We Live inYusufMiddeyNo ratings yet
- Pearson Knowledge Management An Integrated Approach 2nd Edition 0273726854Document377 pagesPearson Knowledge Management An Integrated Approach 2nd Edition 0273726854karel de klerkNo ratings yet
- Brain Size Evolution: How Fish Pay For Being Smart: Dispatch R63Document3 pagesBrain Size Evolution: How Fish Pay For Being Smart: Dispatch R63Nika AbashidzeNo ratings yet
- OverviewDocument34 pagesOverviewManisha NairNo ratings yet
- Iso 19108Document56 pagesIso 19108AzzahraNo ratings yet
- Sophiajurgens Resume EdtDocument2 pagesSophiajurgens Resume Edtapi-506489381No ratings yet
- Power Transformer Fundamentals: CourseDocument5 pagesPower Transformer Fundamentals: CoursemhNo ratings yet
- Automobiles Seat ComfortDocument10 pagesAutomobiles Seat ComfortAnushree DeshingeNo ratings yet
- 5 - Architect Fee AgreementDocument4 pages5 - Architect Fee AgreementJoevince Neil Gacus100% (2)
- Modified o and G Slides 2Document21 pagesModified o and G Slides 2Salam FaithNo ratings yet
- I/O Buffer Megafunction (ALTIOBUF) User GuideDocument54 pagesI/O Buffer Megafunction (ALTIOBUF) User GuideSergeyNo ratings yet
- P0880 TCM Power Circuit InspectionDocument5 pagesP0880 TCM Power Circuit InspectionLojan Coronel José HumbertoNo ratings yet
- Jenny Randles - Mind Monsters - Invaders From Inner Space (1990)Document219 pagesJenny Randles - Mind Monsters - Invaders From Inner Space (1990)DirkTheDaring11100% (15)
- Variety of Living Organisms WorksheetDocument7 pagesVariety of Living Organisms WorksheetSenuNo ratings yet
- Quadratic SDocument22 pagesQuadratic SShawn ShibuNo ratings yet
- ks20201 Sample Questions Psycholinguistics Module3Document6 pagesks20201 Sample Questions Psycholinguistics Module3Anurag TiwariNo ratings yet
- User Manual: Smart Alarm System & AppDocument41 pagesUser Manual: Smart Alarm System & AppEduardo Jose Fernandez PedrozaNo ratings yet
- QP 7721-Sobha-B+g+8-2town-Pahse IiDocument2 pagesQP 7721-Sobha-B+g+8-2town-Pahse IirajatNo ratings yet
- Agricrop9 ModuleDocument22 pagesAgricrop9 ModuleMaria Daisy ReyesNo ratings yet
- Captiva 2013 Systema Electric 3.0Document13 pagesCaptiva 2013 Systema Electric 3.0carlos martinez50% (2)
- In2it: A System For Measurement of B-Haemoglobin A1c Manufactured by BIO-RADDocument63 pagesIn2it: A System For Measurement of B-Haemoglobin A1c Manufactured by BIO-RADiq_dianaNo ratings yet
- Perceptron: Tirtharaj DashDocument22 pagesPerceptron: Tirtharaj DashKishan Kumar GuptaNo ratings yet
- The Effective of Geothermal Energy in BuDocument8 pagesThe Effective of Geothermal Energy in BuMeziane YkhlefNo ratings yet
- Günter Fella: Head of Purchasing AutomotiveDocument2 pagesGünter Fella: Head of Purchasing AutomotiveHeart Touching VideosNo ratings yet
- RD 5000 CalibracionDocument5 pagesRD 5000 Calibracionfran reyNo ratings yet
- Chapter 5 PresentationDocument35 pagesChapter 5 PresentationSabeur Dammak100% (1)























































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)