You might also like
- Dynamic Damage and FragmentationFrom EverandDynamic Damage and FragmentationDavid Edward LambertNo ratings yet
- Finite Element Simulation of Cold Rolling Process of Steel Metal Sheet Using AbaqusDocument9 pagesFinite Element Simulation of Cold Rolling Process of Steel Metal Sheet Using Abaqusklomps_jrNo ratings yet
- IRJET Paper-3Document8 pagesIRJET Paper-3Vashishth KushwahaNo ratings yet
- A Suggested Stress Analysis Procedure For Nozzle To Head Shell Element Model - A Case StudyDocument7 pagesA Suggested Stress Analysis Procedure For Nozzle To Head Shell Element Model - A Case StudyLincs lincolnNo ratings yet
- FKM Guideline: Strengths, Limitations and Experimental ValidationDocument11 pagesFKM Guideline: Strengths, Limitations and Experimental ValidationAnonymous wdnkofWNo ratings yet
- 2 MankovaDocument4 pages2 MankovaBehailu FelekeNo ratings yet
- Modelling of Metal Flow For Bearing DesignDocument8 pagesModelling of Metal Flow For Bearing DesignLucian DragosNo ratings yet
- Springbacks Metal On RollformingDocument10 pagesSpringbacks Metal On RollformingagungNo ratings yet
- Assign 01 Thick CylinderDocument25 pagesAssign 01 Thick CylinderSrinivas Muvva100% (4)
- InTech-Finite Element Analysis of Machining Thin Wall Parts Error Prediction and Stability AnalysisDocument28 pagesInTech-Finite Element Analysis of Machining Thin Wall Parts Error Prediction and Stability AnalysisLukman EmweNo ratings yet
- Simulation of Kinetic Friction in L Bending of Sheet MetalsDocument5 pagesSimulation of Kinetic Friction in L Bending of Sheet Metalsmaziar60No ratings yet
- Experimental Model Validation and Fatigue Behaviour of Cold-Formed High Strength SteelDocument6 pagesExperimental Model Validation and Fatigue Behaviour of Cold-Formed High Strength SteelcetinNo ratings yet
- Formability analysis of extra-deep drawing steel sheetsDocument11 pagesFormability analysis of extra-deep drawing steel sheetsZubair AhmadNo ratings yet
- FEM Study On The Effect of The Tool Geometry On The Machining Aspects (Turning) of Steel AlloyDocument36 pagesFEM Study On The Effect of The Tool Geometry On The Machining Aspects (Turning) of Steel AlloyManoj Kumar ReddyNo ratings yet
- Effect of Die Radius on Deep Drawing Process SimulationDocument6 pagesEffect of Die Radius on Deep Drawing Process SimulationSac ChoNo ratings yet
- Development and Research On Near Net Shape Forging Technology of Round Part With Flange Made of Aluminium Alloy A95456Document11 pagesDevelopment and Research On Near Net Shape Forging Technology of Round Part With Flange Made of Aluminium Alloy A95456Danylo PerepelytsiaNo ratings yet
- Musonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162Document7 pagesMusonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162JUANNo ratings yet
- Effect of Process Parameters On Distortion and Residual StressDocument11 pagesEffect of Process Parameters On Distortion and Residual Stressferhat aydoganNo ratings yet
- Design CrimperDocument4 pagesDesign CrimperRomulus Situ MorankNo ratings yet
- 13 Chapter 4Document50 pages13 Chapter 4afnene1No ratings yet
- Structural Analysis of Turbine Blade Disc Fir-Tree Root Using ANSYSDocument4 pagesStructural Analysis of Turbine Blade Disc Fir-Tree Root Using ANSYSRahul VermaNo ratings yet
- 1 s2.0 S0168874X98000572 MainDocument13 pages1 s2.0 S0168874X98000572 MainDevarajuNo ratings yet
- Effect of Cutting Conditions and Tool GeDocument27 pagesEffect of Cutting Conditions and Tool GeBrahim BenmohammedNo ratings yet
- Name: Pranjali Laxman Bidwai Email ID: Contact Detail: 9028887910Document10 pagesName: Pranjali Laxman Bidwai Email ID: Contact Detail: 9028887910Pranjali BidwaiNo ratings yet
- Fatigue Damage and New Design of Gantry Crane Equalizer BeamDocument4 pagesFatigue Damage and New Design of Gantry Crane Equalizer BeamHans TBNo ratings yet
- Applied Mechanics and Materials Vols. 813-814 (2015) PP 563-568Document6 pagesApplied Mechanics and Materials Vols. 813-814 (2015) PP 563-568Israr EqubalNo ratings yet
- Modeling and Analysis of Surface Roughness and White Later Thickness in Wire-Electric Discharge Turning Process Through Response Surface MethodologyDocument14 pagesModeling and Analysis of Surface Roughness and White Later Thickness in Wire-Electric Discharge Turning Process Through Response Surface MethodologyIAEME PublicationNo ratings yet
- DS30 160 PDFDocument4 pagesDS30 160 PDFParviz NasirovNo ratings yet
- Analysis of Orthogonal Metal CuttingDocument25 pagesAnalysis of Orthogonal Metal Cuttingmayank123No ratings yet
- Finite Element Analysis of Concrete Flat Slab for Long Term DeflectionDocument29 pagesFinite Element Analysis of Concrete Flat Slab for Long Term DeflectionOraib AljaafrehNo ratings yet
- Design and Analysis of 12 Ton Hydraulic Pressing MachineDocument9 pagesDesign and Analysis of 12 Ton Hydraulic Pressing Machinevinod kumarNo ratings yet
- MEL311Document281 pagesMEL311Shiri ShaNo ratings yet
- Characterization and ModellingDocument4 pagesCharacterization and Modellingnarayananx5No ratings yet
- Cutting Tool PDFDocument9 pagesCutting Tool PDFManideep AnanthulaNo ratings yet
- Redrawing of Sheet Metals - ElsevierDocument8 pagesRedrawing of Sheet Metals - ElsevierhappyfurladyNo ratings yet
- Mig Welding Research PaperDocument4 pagesMig Welding Research Papers0l1nawymym3100% (1)
- Med 1Document32 pagesMed 1Engr Imtiaz Hussain GilaniNo ratings yet
- Numerical Analysis of Quenching and Cooling ProcesDocument7 pagesNumerical Analysis of Quenching and Cooling ProcestalalNo ratings yet
- Analyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Document11 pagesAnalyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Antonius Adi Hendra SaputraNo ratings yet
- Vehicle Structure Design & Material Selection: DR Meftah HrairiDocument19 pagesVehicle Structure Design & Material Selection: DR Meftah Hrairi'Atif AliNo ratings yet
- TarjomeFa F1044 EnglishDocument6 pagesTarjomeFa F1044 EnglishMohammed EndrisNo ratings yet
- Whitepaper - Mechanical Testing of DMLS PartsDocument10 pagesWhitepaper - Mechanical Testing of DMLS PartstanNo ratings yet
- Analysis and Optimization of Gating System For Commutator End BracketDocument17 pagesAnalysis and Optimization of Gating System For Commutator End BracketManjunath ReddyNo ratings yet
- Hot Rolling ThesisDocument8 pagesHot Rolling ThesisClaire Webber100% (1)
- Optimisation of Double Box Girder Overhead Crane in Function of Cross Section Parameter of Main GirdersDocument4 pagesOptimisation of Double Box Girder Overhead Crane in Function of Cross Section Parameter of Main GirdersAjla BećirovićNo ratings yet
- Stress Analysis of Angle Bar With Different Process Parameter in Hot RollingDocument7 pagesStress Analysis of Angle Bar With Different Process Parameter in Hot RollingVashishth KushwahaNo ratings yet
- Design and Analysis of Process Parameters On Multistage Wire Drawing Process-A ReviewDocument10 pagesDesign and Analysis of Process Parameters On Multistage Wire Drawing Process-A ReviewTJPRC PublicationsNo ratings yet
- Finite Element Simulation of Chip Flow in Metal MachiningDocument15 pagesFinite Element Simulation of Chip Flow in Metal MachiningArul KirubakaranNo ratings yet
- Bhatkar (2015) - Finite Element Analysis of Crane Hook and Optimization Using Taguchi ApproachDocument5 pagesBhatkar (2015) - Finite Element Analysis of Crane Hook and Optimization Using Taguchi ApproachGogyNo ratings yet
- Contact Pressure Validation of Steam Turbine CasingDocument6 pagesContact Pressure Validation of Steam Turbine Casingshashank sharmaNo ratings yet
- Optimization of Hardfacing Inconel for Maximum StrengthDocument5 pagesOptimization of Hardfacing Inconel for Maximum StrengthGohar ZamanNo ratings yet
- FEM Simulation of Plastic Door and Window Corner CleaningDocument9 pagesFEM Simulation of Plastic Door and Window Corner Cleaningminh binhNo ratings yet
- Design and Clamping Force Analysis of Vacuum Fixture To Machine Aerospace ComponentsDocument6 pagesDesign and Clamping Force Analysis of Vacuum Fixture To Machine Aerospace ComponentssaaNo ratings yet
- Effect of BarDocument9 pagesEffect of Barpunith_064No ratings yet
- Extended Abstract 81571 PDFDocument10 pagesExtended Abstract 81571 PDFKalyude DiógenesNo ratings yet
- Damage Evolution in Nakajima Tests of DP800 Dual PDocument7 pagesDamage Evolution in Nakajima Tests of DP800 Dual PĐạt TriệuNo ratings yet
- The Design and Analysis of Gas Turbine BladeDocument3 pagesThe Design and Analysis of Gas Turbine Bladeaerobrother100% (3)
- Mahesh's ResumeDocument1 pageMahesh's Resumehunters eNo ratings yet
- ReviewDocument24 pagesReviewhunters eNo ratings yet
- Project ReviewDocument3 pagesProject Reviewhunters eNo ratings yet
- Project ReviewDocument3 pagesProject Reviewhunters eNo ratings yet
- Configure NTP Server on Cisco WLC via CLIDocument3 pagesConfigure NTP Server on Cisco WLC via CLImbayeNo ratings yet
- The Selection and Design of Mill LinersDocument11 pagesThe Selection and Design of Mill Linersluis martinezNo ratings yet
- MagnusDocument26 pagesMagnussvsreeramaNo ratings yet
- Whats Map ProjectionDocument19 pagesWhats Map Projectionmahmoud abdelrahmanNo ratings yet
- Chapter 6 Designing Global Supply Chain NetworksDocument22 pagesChapter 6 Designing Global Supply Chain NetworksRashadafaneh100% (1)
- AREL Paper On Reliability ProcessDocument8 pagesAREL Paper On Reliability ProcessPavan kumar PadiNo ratings yet
- End Sem - Solution & Marking SchemeDocument41 pagesEnd Sem - Solution & Marking SchemeHaryanvi ChhoraNo ratings yet
- Why Astrology Is Science: Five Good Reasons: Tapan Das, PH.D., P.EngDocument56 pagesWhy Astrology Is Science: Five Good Reasons: Tapan Das, PH.D., P.EngNikhil TidkeNo ratings yet
- Hazop Hazard and Operability StudyDocument44 pagesHazop Hazard and Operability StudyAshish PawarNo ratings yet
- Kinematics Review Physics 11Document2 pagesKinematics Review Physics 11Raymond NguyenNo ratings yet
- TQM - TRG - F-07 - Cluster Analysis - Rev02 - 20180421Document42 pagesTQM - TRG - F-07 - Cluster Analysis - Rev02 - 20180421pradeep1987coolNo ratings yet
- Manual de Servicio Colimador Ge Sentry 3Document247 pagesManual de Servicio Colimador Ge Sentry 3Jairo Manzaneda100% (1)
- ACE Brochure - Final - June - 4 - 2013 PDFDocument16 pagesACE Brochure - Final - June - 4 - 2013 PDFOrlando FloresNo ratings yet
- Novel zero-current switching PWM converters minimize lossesDocument6 pagesNovel zero-current switching PWM converters minimize lossescarlos_eqnNo ratings yet
- Bca Appu PDFDocument17 pagesBca Appu PDFATHULNo ratings yet
- Final 1019w06 PDFDocument11 pagesFinal 1019w06 PDFamir moghaddamNo ratings yet
- General ToolsDocument280 pagesGeneral ToolssanjeevvangeNo ratings yet
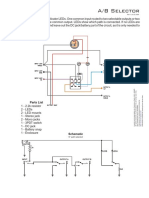
- A/B Selector: Parts ListDocument1 pageA/B Selector: Parts ListGiannis zmNo ratings yet
- Folkspraak PDFDocument24 pagesFolkspraak PDFTheBluestoneGuyNo ratings yet
- Lathe Machine OperationDocument68 pagesLathe Machine OperationKarthick N100% (8)
- Alan Turing PresentationDocument42 pagesAlan Turing PresentationPaul Mu100% (1)
- ReportDocument54 pagesReportHurshVFadia100% (1)
- Peugeot All Models Wiring Diagrams - GeneralDocument32 pagesPeugeot All Models Wiring Diagrams - GeneralFitra AhmadNo ratings yet
- Statistical Methods For Construction Delay Analysis: Ashwini Arun Salunkhe, Rahul S. PatilDocument5 pagesStatistical Methods For Construction Delay Analysis: Ashwini Arun Salunkhe, Rahul S. PatilKarthik PalaniswamyNo ratings yet
- STSMDocument278 pagesSTSMMiguel Ruiz TatajeNo ratings yet
- ChemistryDocument84 pagesChemistryMaria Regina SantosNo ratings yet
- Effect of Upstream Dam Geometry On Peak Discharge During Overtopping Breach in Noncohesive Homogeneous Embankment Dams Implications For Tailings DamsDocument22 pagesEffect of Upstream Dam Geometry On Peak Discharge During Overtopping Breach in Noncohesive Homogeneous Embankment Dams Implications For Tailings DamsHelvecioNo ratings yet
- COA - Unit2 Floating Point Arithmetic 2Document67 pagesCOA - Unit2 Floating Point Arithmetic 2Devika csbsNo ratings yet
- Ansi B36.19Document13 pagesAnsi B36.19BimaNo ratings yet
- GEOMETRY CH 5 Law of SinesDocument2 pagesGEOMETRY CH 5 Law of SinesJackson LudtkeNo ratings yet