You might also like
- Theory of Metal Machining ProcessesDocument111 pagesTheory of Metal Machining ProcessesYuvraaj Singh100% (1)
- Manufacturing Processes I - Machining ProcessesDocument57 pagesManufacturing Processes I - Machining ProcessesImtiajur Rahman AyonNo ratings yet
- Machining Process - IDocument30 pagesMachining Process - INajshhsNo ratings yet
- MTM 1Document30 pagesMTM 1Abdul Moeed AhmedNo ratings yet
- Design For MachiningDocument33 pagesDesign For MachiningAnkit chauhanNo ratings yet
- Machining Processes GuideDocument67 pagesMachining Processes GuideMuhammad Rizwan QureshiNo ratings yet
- Machining ProcessesDocument44 pagesMachining Processesregassa rajiNo ratings yet
- MTDM Machine Tools and Digital ManufacturingDocument90 pagesMTDM Machine Tools and Digital ManufacturingLibin AbrahamNo ratings yet
- Machining: Machining Is Any of Various Processes in Which A Piece of RawDocument7 pagesMachining: Machining Is Any of Various Processes in Which A Piece of RawAshwin KumarNo ratings yet
- Fabrication Methods and ProcessesDocument27 pagesFabrication Methods and ProcessesSivaNo ratings yet
- Theory of Metal MachiningDocument54 pagesTheory of Metal Machiningsakali aliNo ratings yet
- CH-1 MachiningDocument29 pagesCH-1 MachiningAbreham DerejeNo ratings yet
- MACHINING-lathe and Milling)Document29 pagesMACHINING-lathe and Milling)YosephNo ratings yet
- Metal Removal ProcessesDocument61 pagesMetal Removal ProcessesBinyam HabtamuNo ratings yet
- Chapter 4 Metal Removal ProcessesDocument66 pagesChapter 4 Metal Removal Processesdagimawgchew777No ratings yet
- Machinig process[1]Document13 pagesMachinig process[1]abdotogolaseNo ratings yet
- Fundamentals of Metal Cutting and Machining Processes: Lecture 6-7Document150 pagesFundamentals of Metal Cutting and Machining Processes: Lecture 6-7Sibu SibuNo ratings yet
- Machining Processes GuideDocument27 pagesMachining Processes GuideRomany AdelNo ratings yet
- Chapter 1Document15 pagesChapter 1surjitNo ratings yet
- Geometry of Boring ToolDocument5 pagesGeometry of Boring Toolsabimubs0% (1)
- Production Engineering Lecture 2Document16 pagesProduction Engineering Lecture 2AINAMANI AMOSNo ratings yet
- Chapter 21-Theory of Metal MachiningDocument50 pagesChapter 21-Theory of Metal Machiningasifayaz120100% (2)
- Lathe Machine Definition, Working Principle & OperationsDocument13 pagesLathe Machine Definition, Working Principle & OperationsAmin MalikNo ratings yet
- Manufacturing Systems and Service Operations: Manufacturing Process Metal Forming Process Metal Removal ProcessDocument51 pagesManufacturing Systems and Service Operations: Manufacturing Process Metal Forming Process Metal Removal Processabhinav_bitspilani8991No ratings yet
- MST II NotesDocument309 pagesMST II NotesAman Jain100% (2)
- Manufacturing Processes: Assist. Prof.:R. H. GardiDocument23 pagesManufacturing Processes: Assist. Prof.:R. H. Gardikosratomer74No ratings yet
- Machining (Proses Permesinan) : Oscar Haris, ST - MTDocument28 pagesMachining (Proses Permesinan) : Oscar Haris, ST - MTDiaz ArdiansyahNo ratings yet
- ShaperDocument20 pagesShaperMuhammad AbubakarNo ratings yet
- MACHININGDocument10 pagesMACHININGDrSomnath BhattacharyaNo ratings yet
- Metal Cutting Meaning, History and Principles MetallurgyDocument21 pagesMetal Cutting Meaning, History and Principles MetallurgyJackson SichingaNo ratings yet
- Lecture 4Document21 pagesLecture 4Muhammad Ali BakhtNo ratings yet
- Metal Cutting ProcessesDocument67 pagesMetal Cutting ProcessesAbhay SontakkeNo ratings yet
- CNC Machining Operations GuideDocument51 pagesCNC Machining Operations GuideEngr.shamiNo ratings yet
- LATHEDocument9 pagesLATHEArun PrasadNo ratings yet
- Milling Machine TypesDocument3 pagesMilling Machine Typeskawsar_002No ratings yet
- CNC MillingDocument8 pagesCNC MillingNashon MutuaNo ratings yet
- MillingDocument54 pagesMillingNelsan PatelNo ratings yet
- MILLING FUNDAMENTALSDocument19 pagesMILLING FUNDAMENTALSMukund GoelNo ratings yet
- Machining Parameters in Turning ProcessDocument78 pagesMachining Parameters in Turning Processnastaeenbaig1100% (1)
- Lecture 01 Chapter 21 Theory of Metal Machining GrooverDocument64 pagesLecture 01 Chapter 21 Theory of Metal Machining GrooverOttoman Empire “Ottoman Empire wars”No ratings yet
- Grinding MachineDocument22 pagesGrinding MachineImGlobalCitizenNo ratings yet
- Metal Cutting & Machine Tools GuidebookDocument70 pagesMetal Cutting & Machine Tools GuidebookKirankumar Koduru100% (1)
- Chapter 1Document18 pagesChapter 1John BryanNo ratings yet
- Elements of Conventional Machine ToolsDocument77 pagesElements of Conventional Machine ToolsDeepan Raj100% (1)
- Metal Cutting (F) SDocument62 pagesMetal Cutting (F) SBrijesh VermaNo ratings yet
- Tool engineering guide for metal cutting processesDocument89 pagesTool engineering guide for metal cutting processesYashraj patilNo ratings yet
- CNC MilingDocument10 pagesCNC MilingAbdul HameedNo ratings yet
- Notes on Production Engineering IDocument46 pagesNotes on Production Engineering IpopsuvuydaNo ratings yet
- Production Engineering: (Fundamental of Metal Cutting)Document12 pagesProduction Engineering: (Fundamental of Metal Cutting)Anmol MalgotraNo ratings yet
- U2 05 Analysis of Machining OperationDocument4 pagesU2 05 Analysis of Machining OperationDeysi J. Barrera MariscalNo ratings yet
- Chapter 6 NursalbiahDocument109 pagesChapter 6 NursalbiahMohd Sayyid Mu'ammarNo ratings yet
- Chapter 21-Theory of Metal MachiningDocument50 pagesChapter 21-Theory of Metal MachiningFaizanNo ratings yet
- Manufacturing & ProductionDocument16 pagesManufacturing & ProductionMithun Raju0% (1)
- Unit-I Theory of Metal CuttingDocument73 pagesUnit-I Theory of Metal CuttingSarvesh Kumarasamy100% (1)
- Theory of Metal CuttingDocument147 pagesTheory of Metal Cuttingavutu_kunduru100% (1)
- 7 Introduction To Basic Machining ProcessesDocument10 pages7 Introduction To Basic Machining ProcessesSumudu DilshanNo ratings yet
- Milling and Grinding Machines GuideDocument16 pagesMilling and Grinding Machines GuidealysonmicheaalaNo ratings yet
- Lathe Operations & Cutting Tools GuideDocument16 pagesLathe Operations & Cutting Tools Guideohfwo nsfjdfNo ratings yet
- Sivex FC: Machineable Foam Fi LtersDocument8 pagesSivex FC: Machineable Foam Fi LtersPeter GelburdNo ratings yet
- TCR Engineering Services Profile 2010Document50 pagesTCR Engineering Services Profile 2010aayasirNo ratings yet
- Vraj&Vaj - Extra ItemDocument24 pagesVraj&Vaj - Extra Itemsnmeena1975No ratings yet
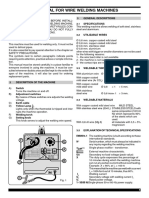
- Cebora 130 886 ManualDocument7 pagesCebora 130 886 ManualvidinpetreceNo ratings yet
- Lab Manual - Mech 1051 Ay 2021-2022 EvenDocument10 pagesLab Manual - Mech 1051 Ay 2021-2022 EvenKoushik DebnathNo ratings yet
- BS 970-3-91Document38 pagesBS 970-3-91Alok NayarNo ratings yet
- MSS SP53 - 2012Document9 pagesMSS SP53 - 2012RjvPoqui100% (1)
- TUV SUD - Toys and Children ProductsDocument33 pagesTUV SUD - Toys and Children ProductsAMCQ01No ratings yet
- 3rd Pyment of B+G+3 Office Building @suba Engineering PLCDocument182 pages3rd Pyment of B+G+3 Office Building @suba Engineering PLCAbaa MacaaNo ratings yet
- Flexible Mountings Console Accessories Clamping ConnectorsDocument41 pagesFlexible Mountings Console Accessories Clamping ConnectorsbbaskaranNo ratings yet
- Specification For Pressure Vessel Plates, Alloy Steel, NickelDocument4 pagesSpecification For Pressure Vessel Plates, Alloy Steel, NickelMauricio FernándezNo ratings yet
- v5.i6.1.STUDY OF THE EFFECT OF HEAT TREATING TEMPERATURES ON THE CALCULATED FATIGUE LIMIT AND BRINELL HARDNESS NUMBER OF THE STEEL ALLOY AISI 4140Document5 pagesv5.i6.1.STUDY OF THE EFFECT OF HEAT TREATING TEMPERATURES ON THE CALCULATED FATIGUE LIMIT AND BRINELL HARDNESS NUMBER OF THE STEEL ALLOY AISI 4140Ajeeth KumarNo ratings yet
- Rail Brochure 1Document58 pagesRail Brochure 1Tengku Azaha Tengku IsmailNo ratings yet
- Sae J 1397 PDFDocument11 pagesSae J 1397 PDFvarad kulkarni100% (1)
- GDCS Bandlock2 LiteratureDocument2 pagesGDCS Bandlock2 LiteratureFilipNo ratings yet
- Astm F1789-14Document15 pagesAstm F1789-14Gary CabelloNo ratings yet
- S-LV-SWG-Outdoor Ds - 00Document51 pagesS-LV-SWG-Outdoor Ds - 00Sachin PrakashNo ratings yet
- Cswip 3.1 Question PaperDocument213 pagesCswip 3.1 Question Papersateesh50% (2)
- ABB Wire Termination Catalogue EN CANDocument254 pagesABB Wire Termination Catalogue EN CANAlvinNo ratings yet
- Company Profile Balaji Defence Engineering Solutions 1 - 1Document29 pagesCompany Profile Balaji Defence Engineering Solutions 1 - 1Balaji DefenceNo ratings yet
- BUILD YOUR OWN SHIPPING CONTAINER HOME 3rd EdDocument217 pagesBUILD YOUR OWN SHIPPING CONTAINER HOME 3rd EdAlejandro Mata89% (9)
- Progress Report: Debre Birhan University Research and Community Service V/President OfficeDocument7 pagesProgress Report: Debre Birhan University Research and Community Service V/President OfficeyonasNo ratings yet
- Section B-B S/1:75: Typical Spot Detail 2 Blow Up Detail ADocument2 pagesSection B-B S/1:75: Typical Spot Detail 2 Blow Up Detail AEdison ClementeNo ratings yet
- Arunachal Pradesh-Analysis of Rate For Road and Bridge Work-2021Document402 pagesArunachal Pradesh-Analysis of Rate For Road and Bridge Work-2021KyawNaingMoeNo ratings yet
- How To Fix Ender 3 S1 and S1 Pro ABL IssuesDocument5 pagesHow To Fix Ender 3 S1 and S1 Pro ABL IssuesServicekamuiKamuiNo ratings yet
- C1 C Girum Tesfaye Gedecho 3D PrintingDocument5 pagesC1 C Girum Tesfaye Gedecho 3D PrintingGirum TesfayeNo ratings yet
- 214-Astm A 392 1996 Zinc Coated Steel Chain Link Fence Fabric PDFDocument4 pages214-Astm A 392 1996 Zinc Coated Steel Chain Link Fence Fabric PDFgraduateNo ratings yet
- Vicat Apparatus - Specification: Indian StandardDocument9 pagesVicat Apparatus - Specification: Indian StandardUppala Krishna ChaitanyaNo ratings yet
- IEC 60417 ISO 7000 - Graphical Symbols For Use On EquipmentDocument48 pagesIEC 60417 ISO 7000 - Graphical Symbols For Use On EquipmentJ100% (1)
- Top 6 Hydrogen Cracking - Cswip 3.1 Course Questions and AnswersDocument3 pagesTop 6 Hydrogen Cracking - Cswip 3.1 Course Questions and AnswersJlkKumarNo ratings yet

















![Machinig process[1]](https://imgv2-1-f.scribdassets.com/img/document/719864278/149x198/1951030b7b/1712198290?v=1)