You might also like
- Software Quality for Managers: 8 Essential Software Quality KPIs Every Manager Should Know!From EverandSoftware Quality for Managers: 8 Essential Software Quality KPIs Every Manager Should Know!No ratings yet
- Fagor Whitepaperconversational ProgrammingDocument4 pagesFagor Whitepaperconversational ProgrammingSaif Uddin AhmedNo ratings yet
- 10jun2016090628x03 Mohd Asif Hasan 2 Due 254-257Document4 pages10jun2016090628x03 Mohd Asif Hasan 2 Due 254-257Dr. Mohd Asif HasanNo ratings yet
- Efficiently Than Other Countries. in Other Words, A Country That Has An AbsoluteDocument4 pagesEfficiently Than Other Countries. in Other Words, A Country That Has An AbsoluteJan Razel RasNo ratings yet
- The CAM Solution For More Efficient ProcessesDocument28 pagesThe CAM Solution For More Efficient ProcessesNguyễn Quốc PhượngNo ratings yet
- PDF Handout PDFDocument37 pagesPDF Handout PDFGiovani Bruce Caballero CruzNo ratings yet
- Improve CNC Productivity With Parametric ProgrammingDocument37 pagesImprove CNC Productivity With Parametric ProgrammingGiovani Bruce Caballero CruzNo ratings yet
- Improve CNC Productivity With Parametric ProgrammingDocument37 pagesImprove CNC Productivity With Parametric ProgrammingGiovani Bruce Caballero CruzNo ratings yet
- Gap AppicationDocument4 pagesGap Appicationaqccc120No ratings yet
- 8055 M CNC: Error SolutionDocument106 pages8055 M CNC: Error SolutionMikael BogrenNo ratings yet
- Application of Computer in TextileDocument20 pagesApplication of Computer in TextileFahmid Al RefatNo ratings yet
- Workflow: Accelerated Generation of CNC CodeDocument2 pagesWorkflow: Accelerated Generation of CNC CodeMarcos Paulo LimaNo ratings yet
- CNC Macros PDFDocument91 pagesCNC Macros PDF27b7m2100% (6)
- Assignment-1 Computer Aided Manufacturing ME-418Document21 pagesAssignment-1 Computer Aided Manufacturing ME-418Prateek Kharbanda 79No ratings yet
- GL SINU840Dsl PDFDocument96 pagesGL SINU840Dsl PDFRMK BrothersNo ratings yet
- Documenting CNC Programs for Clarity and TraceabilityDocument8 pagesDocumenting CNC Programs for Clarity and TraceabilityvigneshwarannNo ratings yet
- 2020 McosmosDocument12 pages2020 McosmosKarthik Red100% (3)
- BR Nxcam ExpressDocument12 pagesBR Nxcam Expressvicks_169No ratings yet
- CNC Milling ReportDocument15 pagesCNC Milling ReportStarscream Aisyah78% (37)
- SolidCAM IMachining 2D A Simulation StudDocument12 pagesSolidCAM IMachining 2D A Simulation StudzzNo ratings yet
- Unity ProDocument8 pagesUnity Prodongotchi09No ratings yet
- Bro Hypermill Overview 2d 5 Axis enDocument8 pagesBro Hypermill Overview 2d 5 Axis enErtan DurNo ratings yet
- CNC Parametric Programming TechniqueDocument27 pagesCNC Parametric Programming TechniqueguyNo ratings yet
- Automation Platform - Unity Application Generator - 2007 ENDocument6 pagesAutomation Platform - Unity Application Generator - 2007 ENzkucanNo ratings yet
- Gce Electronics Book Chapter 6Document24 pagesGce Electronics Book Chapter 6m.b.homsyNo ratings yet
- Marabti AmarDocument6 pagesMarabti AmarayoubdegvipNo ratings yet
- BRO Solidworks Cad Integration HyperMILL enDocument8 pagesBRO Solidworks Cad Integration HyperMILL enPaul VeramendiNo ratings yet
- 5 G-Code Tips For Increasing CNC EfficiencyDocument9 pages5 G-Code Tips For Increasing CNC EfficiencydngcnccenterNo ratings yet
- 2Document33 pages2meranaamsarthakhaiNo ratings yet
- CNC Program and Programming of CNC MachiDocument5 pagesCNC Program and Programming of CNC Machicjjeus9No ratings yet
- Fagor CNC 8055 Error Solution English PDFDocument110 pagesFagor CNC 8055 Error Solution English PDFGiorgio GiuntaNo ratings yet
- Revolutionary CNC Sinker ProgrammingDocument2 pagesRevolutionary CNC Sinker Programmingreginaldo joseNo ratings yet
- OptionsTraining 02 Preliminary PDFDocument26 pagesOptionsTraining 02 Preliminary PDFtobitaNo ratings yet
- Autodesk Inventor Cad Integration HyperMILL enDocument8 pagesAutodesk Inventor Cad Integration HyperMILL enPaul VeramendiNo ratings yet
- Learn G-Code Programming for SINUMERIK 840D MILL CNC MachineDocument2 pagesLearn G-Code Programming for SINUMERIK 840D MILL CNC Machineber allamNo ratings yet
- Intouch 9.5: Visualization SoftwareDocument8 pagesIntouch 9.5: Visualization SoftwareFabricio AriasNo ratings yet
- IJRPR937Document8 pagesIJRPR937Prenank ChandrolNo ratings yet
- Guide Utilisateur MCSDocument41 pagesGuide Utilisateur MCSken TIZEN DJONGUENo ratings yet
- Manua Guide I For Milling - Training ManualDocument126 pagesManua Guide I For Milling - Training Manualjean rojasNo ratings yet
- Catia Prismatic Machining User GuideDocument345 pagesCatia Prismatic Machining User GuideiagomouNo ratings yet
- 01 SCADA TopkapiDocument6 pages01 SCADA TopkapiikhsanNo ratings yet
- Pc-Dmis CMMDocument6 pagesPc-Dmis CMMVasile NegulescuNo ratings yet
- Increase Efficiency With The NX-to-VERICUT InterfaceDocument4 pagesIncrease Efficiency With The NX-to-VERICUT InterfaceTRUNG QUOC LENo ratings yet
- Software Engineering Software EngineerinDocument43 pagesSoftware Engineering Software EngineerinFabiano FernandesNo ratings yet
- Jit, Jimma University: Computer Aided Engineering AssignmentDocument8 pagesJit, Jimma University: Computer Aided Engineering AssignmentGooftilaaAniJiraachuunkooYesusiinNo ratings yet
- Solidcam Imachining (2D) : A Simulation Study of A Spur Gear Machining and G-Code Generation For CNC MachineDocument9 pagesSolidcam Imachining (2D) : A Simulation Study of A Spur Gear Machining and G-Code Generation For CNC MachineTamanna KamalNo ratings yet
- 1.1 Introduction To Software EngineeringDocument19 pages1.1 Introduction To Software EngineeringMohamed BilalNo ratings yet
- Computer Aided Manufacturing (CAM)Document68 pagesComputer Aided Manufacturing (CAM)Ali RazaNo ratings yet
- Computer Integrated Manufacturing Lab Manual: Subject Supervisor: Lab InchargeDocument53 pagesComputer Integrated Manufacturing Lab Manual: Subject Supervisor: Lab InchargePuneet G-man KoliNo ratings yet
- For Automated Programming and Efficient ManufacturingDocument6 pagesFor Automated Programming and Efficient ManufacturingquoctuanNo ratings yet
- Human Man Interface (HMI) Rev.1Document11 pagesHuman Man Interface (HMI) Rev.1رسول ناصر كريم خريبطNo ratings yet
- 31.what Are The Different Types of Program Error? ExplainDocument3 pages31.what Are The Different Types of Program Error? ExplainHuidrom SharatNo ratings yet
- IQAN Studios Datasheet HY33 8399 UKDocument8 pagesIQAN Studios Datasheet HY33 8399 UKAsa ReidNo ratings yet
- GL SINU840DslDocument79 pagesGL SINU840DsligormarkesNo ratings yet
- CMM Software: Coordinate Measuring MachinesDocument26 pagesCMM Software: Coordinate Measuring MachinesGabryel BogdanNo ratings yet
- Helping Students Solve Math Word ProblemsDocument4 pagesHelping Students Solve Math Word ProblemsBill LeeNo ratings yet
- Digital Electronics Number System at Vidyavahini First Grade CollegeDocument154 pagesDigital Electronics Number System at Vidyavahini First Grade Collegesubham joshiNo ratings yet
- Ritangle 2018 QuestionsDocument25 pagesRitangle 2018 QuestionsStormzy 67No ratings yet
- Week 32 Lesson PlansDocument5 pagesWeek 32 Lesson Plansapi-456187483No ratings yet
- 201510new - Maths - Frameworking - Year - 7 - Pupil - Book - 3 - 6f726.pdf 6 PDFDocument248 pages201510new - Maths - Frameworking - Year - 7 - Pupil - Book - 3 - 6f726.pdf 6 PDFAnna100% (1)
- Chapter 2 OutlineDocument4 pagesChapter 2 Outlinedill1233No ratings yet
- g6 AlgebraDocument35 pagesg6 AlgebraMadhav Juneja100% (1)
- Dilip M. Salwi - Story of Zero - Children's Book Trust, New Delhi (1988) PDFDocument28 pagesDilip M. Salwi - Story of Zero - Children's Book Trust, New Delhi (1988) PDFAnonymous FaqNSHEt100% (1)
- Junior IVMO SampleDocument12 pagesJunior IVMO SampleFarrah QuiyanNo ratings yet
- Booth's AlgorithmDocument9 pagesBooth's AlgorithmPULKIT GUPTA100% (1)
- DLL - Mathematics 3 - Q2 - W1Document3 pagesDLL - Mathematics 3 - Q2 - W1Cyrus GerozagaNo ratings yet
- Excel Formulas & Functions: Essential Guide to Calculations, Data Analysis & Financial ModelingDocument58 pagesExcel Formulas & Functions: Essential Guide to Calculations, Data Analysis & Financial ModelingDavid Ioana100% (1)
- Harvard Algorithm Course NotesDocument6 pagesHarvard Algorithm Course NotesYamini DasguptaNo ratings yet
- Computer Architecture&O ECEG 3163 04 Computer ArithmeticDocument46 pagesComputer Architecture&O ECEG 3163 04 Computer ArithmeticEZRA MOHAMMEDNo ratings yet
- Newman Computational Physics Chap 2-5Document198 pagesNewman Computational Physics Chap 2-5Marcelo Órdenes Lira100% (1)
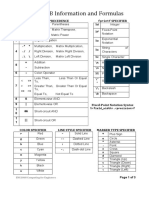
- MATLAB Information and Formulas: Operator Precedence Fprintf SPECIFIERDocument3 pagesMATLAB Information and Formulas: Operator Precedence Fprintf SPECIFIEROmar El MasryNo ratings yet
- General Mathematics Jmhs Syllabus PDFDocument3 pagesGeneral Mathematics Jmhs Syllabus PDFJoross Sibal PacturanNo ratings yet
- Open Term 1 - North CoastDocument61 pagesOpen Term 1 - North CoasternsteinsNo ratings yet
- Original PDF A Problem Solving Approach To Mathematics For Elementary School Teachers 12th Edition PDFDocument42 pagesOriginal PDF A Problem Solving Approach To Mathematics For Elementary School Teachers 12th Edition PDFalice.bueckers152100% (33)
- clASS 5 Multiplication and DivisionDocument14 pagesclASS 5 Multiplication and DivisionrohanNo ratings yet
- Math g4 m4 Topic A Lesson 1Document13 pagesMath g4 m4 Topic A Lesson 1zeynepNo ratings yet
- Chapter 3Document12 pagesChapter 3ChargerNo ratings yet
- 7.NS EOG Review Packet PDFDocument28 pages7.NS EOG Review Packet PDFNatalie ShadiNo ratings yet
- 10 Math Tricks That Will Blow Your MindDocument5 pages10 Math Tricks That Will Blow Your MindJiru GutemaNo ratings yet
- Mathematics For Secondary TeacherDocument334 pagesMathematics For Secondary TeacherKate PérezNo ratings yet
- Laboratory MathematicsDocument185 pagesLaboratory MathematicsMy MilitiaNo ratings yet
- FOIL METHOD AND PRODUCT OF A BINOMIAL AND TRINOMIALDocument6 pagesFOIL METHOD AND PRODUCT OF A BINOMIAL AND TRINOMIALMary Ann AmparoNo ratings yet
- XCGNDocument100 pagesXCGNAbchoNo ratings yet
- Day 1.2 GCF Common Monomial FactorDocument19 pagesDay 1.2 GCF Common Monomial FactorLea Jane RafalesNo ratings yet
- StatisticDocument160 pagesStatisticch4nt333No ratings yet