Professional Documents
Culture Documents
Alati I Naprave
Uploaded by
Jasmin MrkaljevićOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Alati I Naprave
Uploaded by
Jasmin MrkaljevićCopyright:
Available Formats
UNIVERZITET U TUZLI MAINSKI FAKULTET PROIZVODNO MAINSTVO
Seminarski rad ALATI I NAPRAVE
Ime i prezime studenta: Odsjek:
Jasmin Mrkaljevi II 153/05 Proizvodno mainstvo
Seminarski rad
Alati i naprave
SADRAJ: Popis slika Popis tabela Postavka zadatka 1. 2. 3. 4. 4.1. 4.2. 4.3. 5. 5.1. 5.2. 5.3. 5.4. 5.5. 5.6. 5.7. 5.8. 5.9. 5.10. 5.11. 5.12. 6. 6.1. 6.1.1. 6.1.2. 6.1.3. 6.2. 6.2.1. 6.2.2. 6.2.3. 6.2.4. 6.2.5. 6.2.6. 6.3. Proraun rezne ploe i noeva Zazor izmeu rezne ploe i noeva Dimenzionisanje otvora u reznoj ploi i popreni prejek noeva Proraun gabaritnih mjera rezne ploe Proraun prosjekaa na pritisak Provjera probojca na izvijanje Provjera opasnosti od utiskivanja probojca u reznu plou Proraun sile probijanja i prosjecanja i izbor prese Analiza ekonominosti UVOD NAPONSKI DNOSI PRI PROBIJANJU I PROSJECANJU PRORAUN SILA PROBIJANJA I PROSJECANJA SMANJANJE SILE PROBIJANJA I PROSJECANJA Alati sa zakoenim reznim ivicama Alati sa razliitom duinom prosjekaa (probojca) Probijanje i prosjecanje pri povienim temperaturama ELEMENTI ALATA ZA PROBIJANJE I PROSJECANJE epovi (rukavci) Gornja ploa Meuploa Nosea alata Prosjekai i probojci (noevi) Vodea ploa Rezna ploa Osnovna ploa Kuita Elementi za voenje i skidanje trake Elementi za baziranje trake u alatu Elementi za povezivanje i centriranje dijelova alata 7 10 12 14 14 15 15 16 16 16 17 18 19 21 22 23 24 25 26 29 30 30 30 31 32 34 34 35 37 38 39 39 40
Seminarski rad
Alati i naprave
7. 7.1. 7.2. 7.3. 7.4. 7.5. 7.6. 7.7.
KONSTRUKTIVNE KARAKTERISTIKE OSTALIH DIJELOVA ALATA Izbor tipa alata Izbor vodeih stubova i vodeih ahura Nosa noeva Vodea ploa Osnovna ploa Elementi za vezu i centriranje dijelova alata 3D model sklopljenog alata LITERATURA PRILOZI
42 42 42 43 43 44 44 45
Seminarski rad
Alati i naprave
POPIS SLIKA
Slika 1. Slika 2. Slika 3. Slika 4. Slika 5. Slika 6. Slika 7. Slika 8. Slika 9. Slika 10. Slika 11. Slika 12. Slika 13. Slika 14. Slika 15. Slika 16. Slika 17. Slika 18. Slika 19. Slika 20. Slika 21. Slika 22. Slika 23. Slika 24. Slika 25. Slika 26. Slika 27. Slika 28. Slika 29. Slika 30. Slika 31. Slika 32. Slika 33. Slika 34. Slika 35. Slika 36. Slika 37. Slika 38. Slika 39.
Primjer prosjecanja i probijanja Primjer alata za prbijanje i prosjecanje Faze probijanja/prosjecanja kod normalnog zazora Naponski krugovi Primjer zakoenja na reznim ivicama rezne ploe i noa Primjer stepenastog viesjenog alata ep bez rukavca i sa rukavcem Primjer izgleda gornje ploe Primjer izgleda meuploe Primjer izgleda nosee ploe Nain uvrivanja prosjekaa i probojca u noseoj ploi Osiguranje probojca/prosjekaa od zakretanja Profilni prosjekai Okrugli probojci Noevi za odsjecanje i djelimino probijanje uplji prosjekai Vodea ploa Rezna ploa Rezni profil otvora u reznoj ploi Osnovna ploa Primjer jednog kuita Voica sa osiguraem Izgled kuita Razne konstrukcije elastinih traka za voenje ivije za voenje trake Elementi za skidanje trake Obine konstrukcije graninih ivija Graninici za prvi komad Oblici koranih noeva Primjer navlakaa Ureaj s kukom Poloaj otvora za vijke i ivije Jednoredni uzduni raspored Jednoredni popreni raspored Jednoredni popreni raspored sa zaokrenutim komadima za 1800 Zazor izmeu reznih ivica rezne ploe i probojca/prosjekaa Prikaz komada po operacijama prosjecanja probijanja Probojac 3D model slopljenog alata
7 7 8 11 14 15 16 17 17 18 18 19 20 20 21 21 22 23 23 24 24 24 25 25 26 26 26 27 27 28 28 29 30 31 32 34 35 40 45
Seminarski rad
Alati i naprave
Tabela 1. Tabela 2. Tabela 3. Tabela 4. Tabela 5. Tabela 6. Tabela 7. Tabela 8. Tabela 9. Tabela 10. Tabela 11.
Dimenzije koranog noa Tolerancije i dimenzije izrade dijela prosjecanjem Tolerancije i dimenzije izrade dijela probijanjem Tolerancije i dimenzije koranog noa Rastojanje otvora za vijke Dimenziona uputstva z aglave vijaka sa estostranom slijepom rupom Tehnike karakteristike ekscentrine prese Izbor tipa alata Tolerancije i dimenzije otvora nosaa noeva Tolerancije i dimenzije u vodeoj ploi Tolerancije i dimenzije u osnovnoj ploi
35 36 37 37 38 38 41 42 43 43 44
Seminarski rad
Alati i naprave
Postavka zadatka
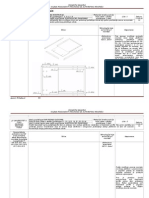
Konstruisati alat za izradu 45000 izradaka za proizvod prikazan na slici ako je materijal izradka .0645 sa kvalitetom izradka IT10. Debljina lima izradka je s=1 [mm]. Potrebno je izvriti: I. II. III. IV. V. VI. analizu ekonominosti, proraun rezne ploe i reznih noeva, proraun sile prosjecanja i izbor prese, proraun konstrukcijskih karakteristika ostalih dijelova, 3D model alata za prosjecanje i probijanje Dati radionike crtee svih nestandardnih dijelova alata
Seminarski rad
Alati i naprave
1. UVOD
Tipine operacije razdvajanja materijala pomou alata na presama su svakako, prosjecanje i probijanje. Kod ovih operacija se materijal razdvaja po zatvorenoj konturi. Kod prosjecanja je prosjeeno jezgro radni komad, a ostatak trake je otpadak, a kod probijanja je probijeno jezgro otpadak.
Slika 1. Primjeri prosjecanja i probijanja I prosjecanje, II probijanje Alat za probijanje ili prosijecanje radi na istom principu kao i makaze, s time da se ovdje materijal razdvaja po zatvorenoj krivulji, prema obliku komada. Prosjeka/probojac 1, koji se radi od legiranog alatnog elika, uvren je u nosau probojca/prosjekaa 4, na taj nain to mu je vrh raskovan. Da bi se poveala povrina koja prenosi silu prosijecanja/probijanja i smanjio povrinski pritisak, kaljeni prosjeka/probojac se ne naslanja direktno na gornju plou 6 (izraenu od konstrukcionog elika), nego na kaljenu meuplou 5. Cijeli gornji sklop alata se najee povezuje zavrtnjima i osigurava cilindrinim koiima. Gornji dio alata je preko cilindrinog rukavca 8 spojen je sa pritiskivaem prese 9. Ploa za stezanje je zavrtnjima vezana sa pritiskivaem prese. Ispadanje cilindrinog rukavca se spreava zavrtnjem, osiguranim protunavrtkom.
Slika 2. Primjer alata za probijanje i prosijecanje
Seminarski rad Ploa za voenje 3, vri razne funkcije, kao to su:
Alati i naprave
voenje prosjekaa 1 odnosno usmjeravanje (centriranje) gornjeg u odnosu na donji dio alata, voenje trake lima, skidanje odpadaka sa prosijekaa nakon zavrene operacije prosijecanja.
Graninik 11, u najednostavnijoj izvedbi, zavrtnjem je direktno vezan uz prsten za prosijecanje. Traka se pomjera u povratnom hodu prese, do graninika za veliinu posmaka x (u smijeru strelice). Prsten za prosijecanje se radi od legiranog alatnog elika i nakon toga se termiki obrauje. Donja ploa 7 se postavlja na steznu plou 10 i uvruje se najee pomou stezaljki 12 i zavrtnjima 13 sa T- glavom. U stolu prese postoje otvori predvieni za ispadanje jezgra (gotovih komada) kod prosijecanja, odnosno otpatka kod probijanja. U procesu probijanja odnosno prosijecanja mogu se uoiti 3 faze. U poetku procesa deformacije (I faza), materijal je pod dejstvom pritiska prosjekaa izloen optereenju na elastino savijanje, koje u nekom trenutku prerasta u plastino savijanje, kombinovano sa istezanjem vlakana. Pri daljnjem prodiranju prosjekaa u materijal (II faza), nastaju po prekoraenju granice gnjeenja znatnije deformacije ispod prosjekaa. U stvari, u ovoj fazi se materijal savija i utiskuje u otvor prstena za prosijecanje, tako da se sila koju prenosi prosjeka na materijal koncentrie na granini prstenasti sloj materijala, izmeu reznih ivica prosjekaa i prstena za prosijecanje. Ova koncentarcija vanjskih sila dovodi prstenasti sloj do plastine deformacije. Vlakna u ovoj fazi nisu jo prekinuta, iako vec nastaje istiskivanje jezgre. Pri daljnjem prodiranju prosjekaa u materijal (III faza), usljed veoma male duine prstenastog elementa koji se deformie, stepen defoframcije znatno prevazilazi dozvoljenu granicu. Tako dolazi do stvaranja prvih prskotina ispred reznih ivica i do konanog prekida materijala i istiskivanja jezgre.
Slika 3. Faze probijanja/prosijecanja kod normalnog zazora I prva faza, II druga faza, III trea faza 1 materijal lim, 2 rezna ploa, 3 noa/alat za probijanje/prosjecanje 4 izradak/otpadak Najvea relativna dubina prodiranja prosjekaa kod kojeg dolazi do razdvajanja materijala zavisi od: vrste materijala sa poveanjem tvrdoe pada vrijednost dubine prodiranja .
Seminarski rad
Alati i naprave
debljine materijala sa poveanjem debljine, takoe, opada . stanja reznih ivica alata ukoliko su rezne ivice prosjekaa i prstena za prosjecanje tupe, tada prosjeka mora da prodre dublje u materijal da bi doslo do razdvajanja istog.
Veliina zazora bitno utie na kvalitet prosijeenog komada. Kod normalnog zazora jezgro je bez grata (otrih ivica). Ukoliko je zazor manji od od normalnog, tada dolazi do gnjeenja dijela materijala izmeu reznih ivica, pa se time dobija nekvalitetno jezgro sa iglama (gratom), nastalih gnjeenjem materijala.
Seminarski rad
Alati i naprave
2. NAPONSKI ODNOSI PRI PROBIJANJU I PROSIJECANJU
Mehanika procesa prosijecanja i probijanja, a posebno analiza naponskih odnosa je vrlo vana za postavljanje optimalnih uslova deformacije: izbora neophodnog intervala zazora izmeu prosjekaa i prstena za prosijecanje, odreivanja sila prosijecanja, kvaliteta prosjeene povrine, vijeka trajanja alata i tanosti proizvoda. U teoretskim raspravama do danas se iskljuivo polazilo od toga da proces probijanja odnosno prosijecanja prema klasifikaciji naponskih odnosa spada u isto smicanje, to znai da u ravni prosijecanja/probijanja nema normalnih napona. Meutim, novija ispitivanja pokazuju da u ravni prosijecanja osim tangencijalnih napona postoje i normalni naponi. isto smicanje kao naponsko stanje ima mjesta samo u poetku, i to kod prosijecanja bez zazora. U elementu napregnutog tijela javljaju se normalni naponi u glavnim pravcima. Glavni normalni naponi su po apsolutnoj vrijednost meusobno jednaki, samo su suprotnog smjera (istezanje - pritisak). U ravni odsijecanja, koja sa glavnim pravcima zaklapa ugao 450 vladaju najvei tangencijalni naponi i u toj ravni nema normalnih naprezanja. Pod uticajem dejstva alata (prosjeka,probojac), prvo dolazi do sabijanja materijala, zatim istezanja i istovremenog savijanja. Sa pojavom plastine deformacije poinje se mijenjati oblik komada usljed ega dolazi do dodatnih napona. Kod plastine promjene oblika u slojevima i elementima tijela koji tee poveanju dimenzija nastaju dodatni naponi, koji smanjuju osnovne napone, a u slojevima i elementima tijela koji tee smanjenju dimenzija nastaju dodatni naponi koji poveavaju osnovne napone. Kao posljedica pjave dodatnih napona dolazi do: poveanja specifinog deformacionog otpora, promjene osnovnih napona,jer se dodatni naponi sabiraju sa osnovnim naponima,stvarajui tako radne napone, promjene eme naponskog stanja radnih napona izazvanih vanjskim silama.
Kod probijanja i prosijecanja materijal u zoni prosijecanja/probijanja tei se ka smanjenju dimenzija. Zbog toga nastaju dodatni naponi koji poveavaju osnovne napone. Sabiranjem dodatnih sa osnovnim naponima nastaju stvarni naponi. To znai da e naponi pritiska po apsolutnoj vrijednosti biti manji od osnovnih, a naponi istezanja vei. Zbog toga se i kod najpovoljnijih uslova istog smicanja (prosijecanje bez zazora), ema naponskog stanja mijenja i nalazi negdje izmeu istog smicanja i svestranog istezanja. Karakteristika naponskog stanja se moe prouavati iz odnosa
, za sljedee primjere:
= 0 ; isto smicanje ( Slika 4 .a. ) +3 1 = ; 3 = ; 2 = 1 = = 0
2
< 1 ; mjeovito stanje pritiska i istezanja (Slika 4.b.) +3 1 = + ; 3 = ; 2 = 1 = <
0<
2
= 1 ; istezanje (Slika 4.c.)
10
Seminarski rad
Alati i naprave
1 = 2 ; 3 = 0 ; 2 =
1 + 3
2
= =
> 1 ; svestrano istezanje (Slika 4.d.) +3 1 = + ; 3 = ; 2 = 1 = >
2
Slika 4. Naponski krugovi
11
Seminarski rad
Alati i naprave
3. PRORAUN SILA PROBIJANJA I PROSIJECANJA
U proraunima koji se koriste u tehnikoj praksi od presudnog znaaja za odreivanje sile probijanja i prosijecanja je maksimalna vrijednost napona smicanja ili vrstoa smicanja M . Napon smicanja kod probijanja i prosijecanja nije konstantna veliina, nego se mijenja u zavisnosti od relativne dubine prodiranja prosjekaa/probojca, po odreenim zakonitostima u zavisnosti od vrste materijala i temperature deformacije. Kod prosijecanja/probijanja u hladnom stanju sa porastom tvrdoe materijala raste i vrijednost napona smicanja M , dok relativna dubina smicanja opada. Kod rada pri povienim temperaturama za odreeni materijal vrstoa smicanja opada, a relativna dubina smicanja raste sa poveanjem temperature. Nominalni naponi u momentu razdvajanja materijala: vrstoa istezanja: m =
Fm A0 F vrstoa smicanja: m = m A0
( A0 =
d 2 0
4
( A0 = ds )
Stvarni naponi u istoj fazi optereenja materijala: istezanje: k m = smicanje: mst
Fm Fm = Am A0 (1 m ) F Fm Fm = m = = Am ds( s z ot ) A0 (1 ot )
gdje je: Fm - sila u momentu razdvajanja
m =
ot
A0 Am - poprena kontrakcija A0 z = ot - relativna dubina prosijecanja. s
Stvarni naponi su vei od nominalnih:
k m > m i mst > m jer je Am < A0 .
Sila prosijecanja (probijanja) za alate sa paralelnim reznim ivicama se odreuje po obrascu:
F = L s m N
gdje je:
L [mm ] - opseg dijela koji se probija (prosijeca) ili opseg platine s [mm ] - debljina materijala N - vrstoa smicanja. m 2 mm
12
Seminarski rad Posebni sluajevi: Okrugla platina prenika d , L = d
Alati i naprave
F = d s m N
Kvadratna platina stranice a , L = 4a
F = 4a s m N
Pravougaona platina strana a i b ; L = 2( a + b)
F = 2(a + b)s m N
Ovako proraunata sila prosijecanja se zbog neravnomjernosti debljine materijala,kao i tupljenja reznih ivica alata (do kojeg neizbjeno dolazi u eksploataciji) poveava za 30%, tako da je stvarna sila u na osnovu koje se odreuje presa:
FM = 1,3 F = 1,3 L s m N
13
Seminarski rad
Alati i naprave
4. SMANJENJE SILE PROSIJECANJA/PROBIJANJA
Smanjenje sile probijanja (prosijecanja) se moe postii na tri naina: zakoenjem reznih ivica noa (rezne ploe), alatima sa razliitom duinom prosjekaa (probojca) i prosijecanjem/probijanjem pri povienim temperaturama.
4.1. Alati sa zakoenim reznim ivicama Zakoenje reznih ivica kod prosijecanja se izvodi na prstenu za prosijecanje,jer prosjeeno jezgro radni komad ostaje ravno,dok se ostatak trake otpadak krivi. Kod probijanja je obrnuto. Probijeno jezgro je otpadak i ono se krivi, dok je ostatak radni komad ravan,zato se iskoenje izvodi na probojcu. Veliina zakoenja H i ugao zakoenja se biraju u zavisnosti od debljine materijala u granicama: za s 3 mm bira se H 2s i 5 za s > 3 mm bira se H = s i 8
o o
Ukoliko se izvode vee zakoenja,tada usljed velikih deformacija dolazi i do krivljenja radnih komada,pa je nakon prosijecanja potrebno komade ravnati. Sila prosijecanja/probijanja kod alata sa zakoenim reznim ivicamase moe izraunati po priblinom obrascu:
F k L s m N
Koeficijent k ima vrijednost: za H = s , k = 0,4 0,6 za H = 2s , k = 0,2 0,4 .
Sa poveanjem vrijednosti zakoenja H opada maksimum sile, ali se poveava hod prosjekaa. Zakoenje reznih ivica alata nije preporuljivo izvoditi kod prosijecanja komplikovanih oblika.
Slika 5. Primjeri zakoenja na reznim ivicama rezne ploe i noa 1 prosjecanje, 2 probijanje, 3 zasjecanje
14
Seminarski rad 4.2. Alati sa razliitom duinom prosjekaa/probojca
Alati i naprave
Ukoliko se koristi viesjeni alat za istovremeno probijanje/prosijecanje nekoliko dijelova odnosno otvora, tada se prosjekai/probojci izvode sa razliitim duinama. Da bi se sprijeilo savijanje lima, prosijecanje/probijanje se vri sa draem lima koji u povratnom hodu pritiskivaa pod dejstvom opruga vri i funkciju skidaa. Ovim se maksimumi sila probijanja/prosijecanja vremenski pomijeraju, tako da ne dolazi do sumiranja istih. Razlika duina l se uzima u zavisnosti od debljine lima, u granicama:
l = s ,za tanje s l = ,za deblje limove. 2
Viesjeni alat sa razliitom duinom probjca, kao konstruktivno rjeenje ima niz prednosti. Pored toga to se smanjuje rezultantna sila, znatno se smanjuje i troenje alata, poveava se stabilnost prosjekaa, te otpornost na izvijanje. Tanji prosjekai se izvode tanji od debljih.
Slika 6. Primjer stepenastog viesjenog alata 1 srednji probojac, 2 boni probojac, 3 ploa za probijanje, 4 dra lima, 5 opruga draa, 6 gornja ploa, 7 lim 4.3. Prosijecanje/probijanje pri povienim temperaturama Sa poveanjem temperature materijala opada i vrstoa na smaicanje istog. Obrasci za proraun sile prosijecanja/probijanja su isti kao i kod obrade u hladnom stanju, stim to se za m uzima vrijednost za odgovarajuu temperaturu, iz odgovarajuih tabela ili sa dijagrama. Najpovoljnije temperature za prosijecanje elika lee u podruju izmeu 700 900 oC, pri emu donju granicu treba izbjegavati .elik se ovim postupkom ne moe preraivati u intervalu 100 400 oC,koji se oznaava kao interval temperaturne krtosti.
15
Seminarski rad
Alati i naprave
5. ELEMENTI ALATA ZA PROBIJANJE/PROSIJECANJE
Svaki alat za probijanje/prosijecanje, bez obzira na tip,satoji se iz pokretnog gornjeg dijela, koji se privruje za pritiskiva i nepokretnog donjeg dijela, koji se vezuje za radni sto prese. U zavisnosti od broja dijelova, njihove namjene, alati za ovu obradu lima mogu biti prosti (alati bez voenja) i sloeni (alati sa voenjem). Kao satavni dijelovi ovih alata mogu se pojaviti: epovi, gornja ploa, meuploa, nosea ploa, probojci i prosjekai, vodea ploa, rezna ploa, osnovna ploa, kuite, elementi za voenje i skidanje trake, elementi za lokalizaciju u alatu, elementi za povezivanje i centriranje dijelova alata. 5.1. epovi (rukavci) epovi su elementi koji slue za privrivanje gornjeg dijela alata za pritiskiva prese. Najee se izrauju od elika .0545.Postoje sljedee vrste epova: epovi bez osiguraa (koriste se kod alata sa voenjem), epovi sa osiguraem, epovi sa vijencem (osiguravaju se ivijom ili vijkom), spojni epovi koji mogu biti sa vijka i sa vijkom (upotrebljavaju se kod alata sa kuitima).
Slika 7. ep bez rukavca (a), ep sa rukavcem (b) 5.2. Gornja ploa Gornja ploa je element koji slui za privrivanje epa i pritiskaa prese sa gornje strane i vezivanje i noenje meuploe i nosee ploe sa donje strane. Primjenjuje se kod alata sa vodeom ploom i drugih alata, a izrauje se najee od elika 0545,0445 i 0400. Oblik i dimenzije ploe zavise od broja probojaca i prosjekaa te njihovog rasporeda. Debljina nosee ploe treba da bude 18 mm za manje, odnosno 23 mm za vee alate, odnosno prema duini navoja na epu. Oslone povrine gornje ploe trebaju da budu bruene zbog zbog njihovog paralelnog ploaja i postavljanja ose epa pod uglom 90o. U gornjoj ploi izrauje se otvor sa odgovarajuim navojem za ep. Da bi se izbjeglo ekscentrino optereenje alata i njegovo brzo troenje, osa otvora za ep mora biti postavljena u teitu probijanja i prosijecanja. Da bi se odredio centar pritiska, pored vrijednosti sila probijanja i
16
Seminarski rad
Alati i naprave
prosijecanja moe se uzeti i obim kontura. Teite konture se odreuje grafikim ili analitikim putem.
Slika 8. Primjer izgleda gornje ploe 5.3. Meuploa Meuploa se postavlja izmeu gornje ploe i nosee ploe. Njena uloga je da prenese pritisak prese od epa na probojce i prosjekae i da sprijei plastinu deformaciju na oslonim povrinama gornje ploe i epu, do koje dolazi naroito ako su probojci/prosjekai manjeg prenika. Meuploa se izrauje od elika za poboljanje (1530), ugljeninog alatnog elika (1840) ili od elika za cementaciju (1220), zatim se cementuje i kali na tvrdou 50 55 HRC. Oblik i dimenzije meuploe odreuju se najee prema obliku i dimenzijama gornje ploe. Debljina meuploe treba da bude 3 [mm] za tanje limove koji se isijecaju, a za deblje limove treba da bude 5 ili 6 [mm]. Na meuploi se izrauju samo otvori za vijke. Veliina i raspored otvora za vijke na meuploi treba da da odgovara veliini i rasporedu otvora za vijke na gornjoj ploi. Oslone povrine meuploe se nakon izvrene termike obrade trebaju brusiti, da bi se postigla potrebna paralelnost.
Slika 9. Primjer izgleda meuploe
17
Seminarski rad 5.4. Nosea ploa
Alati i naprave
Nosea ploa je donja ploa u gornjem podsklopu alata. Ona slui za noenje i uvrivanje probojava i prosjekaa. Izrauje se od elika 0545, 0445 ili 0645. Oblik i dimenzije nosee ploe odreuju se prema reznoj ploi. Debljina ploe usvaja se od broja probojaca/prosjekaa i optereenja alata, a obino se kree u granicama od 12 do 22 [mm]. Za meusobno stezanje ploa koje pripadaju gornjem dijelu alata u nosau se izrauju otvori sa odgovarajuim navojem, ili upusti za glave vijaka, ukoliko je takvo rjeenje povoljnije. Raspored otvora za smjetaj probojaca i prosjekaa mora biti kao i kod vodee i rezne ploe. Dimenzije otvora se izrauju prema dimenzijama probojca i prosjekaa, sa tolerancijom izrade H7.
Slika 10. Primjer izgleda nosee ploe S obzirom na udarno optereenje pri isijecanju i promjenu smjera dejstva sile pri povratnom hodu (sila uslijed skidanja trake),nije mogue osigurati prosjeka i probojac u nosau uobiajnim presovanim sklopom.Zbog toga se na prosjekaima (probojcima) izrauje proirenje sa jedne straneglava noa koja mora biti smjetena u nosau.
Slika 11. Naini uvrivanja prosjekaa i probojca u noseoj ploi 1 vijak, 2 kuglica, 3 probojac Na slici 11 ,sluajevi I i II su uobiajni naini uvrivanja prosjekaa i probojca u noseu plou. Kada je potrebno da se prosjekai i probojci mijenjaju u toku rada, tada se oni u noseu plou uvruju kao to to pokazuje sluaj III na predhodnoj slici. U ovom sluaju vijak 1 potiskuje kuglicu 2, koja uvruje probojac 3. Sluaj IV se takoe primjenjuje kada je potrebno vriti zamjenu prosjekaa
18
Seminarski rad
Alati i naprave
i probojca u toku rada, gdje vijak 1 ulazi u tijelo probojca 2 i tako dolazi do uvravanja probojca u noseu plou.
Slika 12. Osiguranje probojca/prosjekaa od zakretanja 1 vijak, 2 tijelo probojca Poto je kod profilisanih prosjekaa izrada otvora i odgovarajuih leita u nosau vrlo sloena i zahtjevna, to se takvi prosjekai u noseu plou uvruju zalivanjem legurom koja se sastoji od: olova, kalaja, antimona i bizmuta, a koja se naziva cerromatrix. Taka topljenja ove legure je 393 K, a radna temperatura je 429 K, tako da nema opasnosti od tetnog djelovanja na okaljene prosjekae. 5.5. Prosjekai i probojci (noevi) Prosjekai i probojci predstavljaju najvanije elemente gornjeg, pokretnog dijela alata. Oni izvode vertikalna kretanja gore dolje i pri tome izvode operacije probijanja ili prosijecanja na reznoj ploi. Dimenzije i oblik rezne otrice prosjekaa i probojaca moraju odgovarati dimenzijama i obliku izratka, odnosno moraju odgovarati konturama koje isijecaju. Da bi se izbjegle horizontalne komponente sila, ose prosjekaa i probojaca moraju biti upravne na povrinu izratka. Prosjekai i probojci se izrauju od alatnih ugljeninih i alatnih legiranih elika, a ponekad se izrauju i od tvrdog metala.To su uglavnom sljedei elici: za manja optereenja i prostiji oblik konture: o .1940,.1941,.1944,.4146,.3840 za vea optereenja i sloeniji oblik konture: o .4150,.4650,.4840,.4750,.4640,.6443.
Prosjekai i probojci se obino kale do polovine duine, tako da gornji dio zadrava ilavost. To je potrebno zbog eventualnih optereenja na savijanje,do kojih moe doi. Tvrdoa donjeg dijela prosjekaa i probojaca nakon kaljenja treba da iznosi 60 2 HRC. Poslije kaljenja eona rezna povrina se mora obavezno brusiti da bi se izotrile rezne ivice,a po mogunosti,treba brusiti sve bone povrine. Prema namjeni noevi mogu biti: prosjekai, probojci, noevi za odsijecanje, uplji prosjekai i prosjekai za odreivanje koraka.
19
Seminarski rad
Alati i naprave
Prosjekai i probojci mogu biti vrlo razliitog poprenog presjeka, to zavisi od konfiguracije izratka. Duina prosjekaa i probojaca uzima se obino 60 do 70 [mm], a po potrebi moe biti i vea ili manja. Kod profilnih prosjekaa i probojaca glava se obino formira raskivanjem u toplom stanju poslije kaljenja i bruenja. Prosjekai i probojci sloenog profila ne moraju imati profil po itavoj svojoj duini, ve 8 do 12 [mm] sa izlaznim radijusom (R) prema polupreniku glodala. Ukoliko je oblik izratka sloen, a moe se kombinovati iz vie prostih oblika, tada se izrauje viedijelni prosjeka i tada se dijelovi spajaju sa odgovarajuom tolerancijom. Radi utede materijala, posebno kod velikih prosjekaa za otvorene alate, prosjekai se izrauju iz dva dijela. Rezni dio prosjekaa se izrauje od alatnog elika, a gornji dio se izrauje od konstrukcionog elika, te se ta dva dijela vezuju vijcima.
Slika 13. Profilni prosjekai Okrugli probojci ili prosjekai mogu biti izraeni bez glave koja se naknadno raskiva ili sa glavom to je ei sluaj. Vema tanki probojci prenika d < 5 mm u duoj eksploataciji su skloni lomljenju, pa stoga se izvode sa ojaanjem. Ojaanje se moe izvesti tako da se probojac u gornjem dijelu zadeblja ili se ojaa sa ahurom, ili sa ahurom i ivijom. Ojaanje donjeg dijela alata moe biti izvedeno sa jednim veim prelaznim zaobljenjem, sa dva zaobljena ili sa prelazom pod uglom od 60o.
Slika 14. Okrugli probojci Noevi za odsijecanje i djelimino prosijecanje rjee se primjenjuju. Noevi za odsijecanje se koriste kod uzastopnog formiranja radnog dijela kod njegovog isijecanja iz trake. Mogu biti izraeni iz jednog dijela i uvreni u nosa kao i ostali noevi, ili mogu biti izraeni iz segmenata koji se privruju za nosa. Ovi noevi se izrauju sa grudnim uglom 4 .
o
Noevi za djelimino prosijecanje mogu biti iste irine kao i otvor koji se prosijeca, ili neto iri od otvora sa suenjem koje odgovara otvoru. Zadnja ivica noa mora biti zaobljena,a otvor u reznoj ploi mora biti iri za debljinu lima od irine otvora koji je prosjeen.
20
Seminarski rad
Alati i naprave
Slika 15. Noevi za odsijecanje i djelimino prosijecanje uplji prosjekai predstavljaju posebnu vrstu noeva koji se koriste za isijecanje nemetalnih materijala.
Slika 16. uplji prosjekai 5.6. Vodea ploa Vodea ploa predstavlja prvu gornju plou u donjem dijelu alata sa voenjem. Njen zadatak je da tano i sigurno pjedinano vodi svaki probojac u odnosu na odgovarajui otvor u reznoj ploi, da nebi dolo do nbjihovog nasijedanja i zaglavljivanja i da obezbijedi konstantan zazor izmeu prosjekaa/probojaca i otvora u reznoj ploi.
Slika 17. Vodea ploa
21
Seminarski rad
Alati i naprave
Vodee ploe se izrauju od ugljeninog i konstrukcionog elika .0545,.0645. Za jako otereene i sloene alate izrauje se od .1330 ili .1530, te se kale na tvrdou 50 do 54 HRC. Osnovne mjere vodee ploe usvajau se na osnovu rezne ploe. Debljina vodee ploe, za manje probojce i prosjekae se usvaja 15 [mm],a za vee probojce i prosjekae 25 [mm]. Vodea ploa gotovo uvijek slui kao skida trake sa probojaca i prosjekaa pri njihovom odizanju. Oblik i dimenzije otvora za probojce i prosjekae odreuje se prema vodeem dijelu noeva, a obino su isti kao u noseoj ploi. Ovi otvori se izrauju najee u toleranciji H7. U ploama donjeg dijela alata pored otvora za vijke moraju biti i otvori za ivije, radi boljeg centriranja otvora u vodeoj i reznoj ploi. Da bi se smanjili trokovi izrade vodee ploe, naroito kada su probojci i prosjekai komplikovanog oblika, manjeg optereenja,u vodeoj ploi se izradi vei otvor jednostavnog oblika i zalije vie probojaca ili svaki probojac pojedinano, legurom na bazi cinka. 5.7. Rezna ploa Rezna ploa predstavlja radni element donjeg nepokretnog dijela alata koji ima otvore sa reznim ivicama. Ona slui kao direktna podloga limu pri probijanju i prosijecanju. Rezna ploa je izloena velikom naprezanju i habanju,pa se zbog toga izrauje od istog materijala kao i prosjekai /probojci kali na tvrdou 58 do 62 HRC. Poslije kaljenja mora se obavezno brusiti, tako da radna povrina ima to manju hrapavost, jer se time postie due trajanje reznih ivica i smanjuje se koncentracija napona. Raspored otvora u reznoj ploi mora odgovarati rasporedu otvora u vodeoj odnosno noseoj ploi, a pored tih otvora rezna ploa mora imati sa strane i otvor za korani no (ukoliko se on koristi).
Slika 18. Rezna ploa Profil otvora za probijanje i prosijecanje moe da se uradi na vie naina. Moe biti cilindrian sa konusom, konusan, dvostruko konusan, dvostruko cilindrian, cilindrian itd.
22
Seminarski rad
Alati i naprave
Slika 19. Razni profili otvora u reznoj ploi 1 konusan i cilindrian, 2 konusan, 3 dvostruko konusan 4 dvostruko cilindrian, 5 - cilindrian Pri odreivanju meusobnog rastojanja otvora za probijanje i prosijecanje,treba voditi rauna da se ploa ne oslabi postavljanjem otvora na bliskom rastojanju. Kod nekih komplikovanih oblika ili velikih dimenzija izradaka rezna ploa se izvodi iz vie dijelova segmenata. Izdijeljena ploa se lake izrauje,posebno uglovi i usjeci, a smanjuje se i mogunost deformacije pri kaljenju. Ukoliko doe do oteenja jednog segmenta nije potrebno mijenjati itavu plou, ve samo oteeni segment. 5.8. Osnovna ploa Osnovna ili donja ploa predstavlja podlog na koju se postavlja i uvruje rezna ploa i ostali elementi koji pripadaju donjem dijelu alata. Preko ove ploe alat se uvruje za radni sto prese. Izrauje se od ugljeninog konstruktivnog elika .0345,.0440 ili .0545, a take, esto se izrauje i od sivog liva SL25, SL30 i od elinog liva L.0445.
Slika 20. Osnovna ploa
23
Seminarski rad
Alati i naprave
Poto osnovna ploa treba da doprinese krutosti alata, to ona mora da bude potrebne debljine. Debljina ploe usvaja se u zavisnosti od sile probijanja i prosijecanja, a obino se kree u granicama od 20 do 40 mm. Raspored otvora za vijke i ivije mora odgovarati rasporedu ovih otvora na vodeoj i reznoj ploi. Dimenzije otvora za probijeni i prosjeeni dio usvajaju se prema dimenzijama proirenog otvora u reznoj ploi, tako da izradci i otpadci mogu nesmetano propadati. 5.9. Kuita Pod pojmom kuite podrazumijeva se sklop kojise sastoji iz donjeg dijela u kojem su vrsto nabijene voice i gornjeg dijela koji klizi na voicama. Kuita slue za ugraivanje ostalih dijelova alata za probijanje i prosijecanje. Radni dijelovi alata se privruju na kuite vijcima i ivijama. Osnovni dijelovi kuita su donji dio (1),gornji dio (2) i voice (3) sa prstenastim osiguraima (4).
Slika 21. Primjer jednog kuita (presjek) 1 donji dio, 2 gornji dio, 3 voice, 4 prstenasti osigurai 5 cilindrini rukavac Gornji i donji dio kuita izrauju se od sivog liva SL.30. Voice se vrsto nabijaju na donji dio kuita, sa tolerancijom nalijeganja N5/h6. Izmeu voica i gornjeg dijela kuita izrauje se klizni spoj sa tolerancijom nalijeganja H6/h5. Sastavni dio kuita su i voice (3) sa osiguraima (4). Voice se izrauju od elika za cementaciju .1220,cementuju na dubinu 0,5 [mm] ,kale na tvrdou 58 60 HRC, bruse i lepuju.
Slika 22. Voica sa osiguraem 3 voice, 4 - osigurai
24
Seminarski rad S obzirom na oblik i namjenu kuita se mogu podijeliti na: pravougaona, okrugla, blok kuita, univerzalna kuita.
Alati i naprave
Slika 23. Izgled kuita 1-pravougaono, 2-okruglo kuite 5.10. Elementi za voenje i skidanje trake
Elementi za voenje trake predstavljaju dijelove iji je zadatak da tano vode traku kroz alat u odreenom pravcu. Oni mogu biti u obliku letve ili ivije, to zavisi od tipa alata. Najveu primjenu imaju letve za voenje trake koje mogu biti vrste i elastine. Letve se postavljaju na reznu plou, odnosno kod alata sa vodeom ploom izmeu rezne i vodee ploe. Izrauju se od elika za cementaciju, cementuju se i kale na tvrdou 50 54 HRC. Visina letava kree se od 5 25 [mm], a zavisi od debljine lima i naina granienja koraka trake. Otvori za vijke i ivije na letvama prenose se sa rezne ili vodee ploe. Kod alata sa grninom ivijom, kod kojih se izradak dobija iz vie koraka trake, koriste se tzv. elastine letve.
Slika 24. Razne konstrukcije elastinih traka za voenje Voenje traka uz pomo cilindrinih ivija primjenjuje se samo u sluaju kada se ne mogu primijeniti letve za voenje trake. To je uglavnom kod alata sa okruglom reznom ploom, odnosno kod alata sa okruglim kuitem. Uglavnom se postavljaju etiri ivije za voenje trake.
25
Seminarski rad
Alati i naprave
Slika 25. ivije za voenje trake Elementi za skidanje trake u zavisnosti od tipa, alati mogu imati posebne elemente za skidanje trake ili tu ulogu ispunjava vodea ploa. Kod jednostavnih (otvorenih) alata skidanje trake mogu vriti raznorazni limov,ivije itd.
Slika 26. Elementi za skidanje trake 5.11. Elementi za baziranje trake u alatu
Na osnovu naina pomijeranja trake kroz alat razlikuju se elementi za lokalizaciju trake kod runog pomaka i mehanizmi za automatski posmak trake. Elementi za baziranje trake kod runog pomaka funkcija ovih elemenata jeste da osiguraju propisani konstantan korak trake. U tu svrhu koriste se: granine ivije,graninik za prvi komad,korani noevi i navlakai.
Slika 27. Obine konstrukcije graninih ivija
26
Seminarski rad
Alati i naprave
Granine ivije predstavljaju najjednostavnije elemente za odreivanje koraka trake. Koriste se pri izradi dijelova jednostavnijeg oblika i manje tanosti iz jednog, dva ili tri komada. Granine ivije postavljaju se iza otvora za prosijecanje u reznoj ploi, tako da glava graninika bude udaljena od rezne ivice za vrijednost mosta m . Za pravolinijske ili izlomljene oslone povrine na traci irine do 100 [mm] koristi se jedna granina ivija, dok se za vee irine koriste dvije granine ivije. Graninici za prvi komad se koriste u kombinaciji sa graninim ivijama,ako se isijecanje dijela vri iz kratkih traka. Njihova izrada nije ekonomina za izradu dijelova iz kontura. Za prvi izradak iz nove trake potrebno je rukom pritisnuti boni graninik u kanalu vodee letve, tako da se eona ivica trake nasloni na njega. Poslije probijanja otvora boni graninik se oslobaa pritiska ruke tako da ga opruga vraa u poetni poloaj i on je u daljnem radu iskljuen iz pogona. Njegovo ispadanje iz alata spreava ivija. Drugi i sljedei pomaci trake ograniavaju se graninikom za serijski rad.
Slika 28. Graninici za prvi komad Korani noevi se upotrebljavaju kod alata za uzastopno probijanje i prosijecanje kada se zahtijeva vea tanost pomaka trake, odnosno za izradu dijelova sloenog oblika. Njihov je zadatak da na rubu trake formiraju stepenasto suenje koje e posluiti za njihovo sigurno oslanjanje o graninik. Korani noevi se izrauju od istog materijala kao i probojci i prosjekai,kale se i uvruju u noseu plou.
Slika 29. Oblici koranih noeva
27
Seminarski rad
Alati i naprave
Za vee tanosti i za sloenije oblike radnih dijelova,u alat se ugrauju dva korana noa, koja mogu biti postavljena jedan naspram drugog, ili jedan na ulazu, a jedan na izlazu iz alata. U praksi se koristi vie tipova koranih noeva koji su prikazani na sljedeoj slici. Navlakai ili lovitelji predstavljaju posebnu varijantu rjeenja lokalizacije trake u alatu. Koriste se u kombinaciji sa graninom ivijom ili koranim noevima, u cilju obezbjeenja tanog poloaja unutranje konture izratka prema spoljanjoj. Znai ako radnik nedovoljno gurne traku do graninika,ili se traka odbije od njega,ili u sluaju da je graninik istroen,pa se traka pomakne vie nego to treba, navlaka, poto je dui od noeva lovi traku ulazei u prethodno probijen otvor i dovodi je u pravilan poloaj,prije nego to probojac ili prosjeka stupe u dejstvo. Navlakai mogu biti smjeteni u prosjeka kao to je prikazano na sljedeoj slici (sluaj I), ili izvan prosjekaa (sluaj II). Navlakai se stavljaju u noeve, ako izradak nema pogodan otvor preko kojeg bi se vrilo njegovo centriranje i ako se ti otvori mogu otetiti, kao na primjer kod mekih materijala i tankih limova (ispod 0,2 mm).
Slika 30. Primjena navlakaa Mehanizmi za automatski posmak trake ispitivanja su pokazala da se broj moguih dvojnih hodova prese (radnih i povratnih) koristi prosjeno kod runog pomaka trake 25 30 %, a kod ulaganja pojedinanih dijelova jo manji, svega 15 20 %.
Slika 31. Ureaj s kukom Sa automatizacijom pomaka trake stepen iskoritenja prese je znatno vei i to pri automatskom pomaku trake 60 75 %,a pri poluautomatskom ulaganju dijelova 50 60 %. Kod normalnih presa automatski posmak trake se moe izvesti na dva naina:
28
Seminarski rad
Alati i naprave
primjenom normalnih presa koje su snadbjevene mehanizmom za automatski posmak trake, koji se kao dodatni ureaj ugrauje na sto prese i koritenjem alata sa sopstvenim ureajem za automatski posmak trake, ili ulaganje komada i skidanje gotovih dijelova.
Na slici 31 je prikazan mehanizam za automatski posmak trake s kukom i prenosnom polugom. Ureaj se postavlj na izlaznu stranu alata. 5.12. Elementi za povezivanje i centriranje dijelova alata
Za meusobno povezivanje dijelova alata najvie koriste vijci sa cilindrinom glavom i estougaonom rupom, rjee vijci sa cilindrinom glavom sa urezom, ili vijci sa uputenom glavom. Za alate manjih dimenzija koriste se vijci M6 i M8, dok se za alate srednje veliine koriste vijci M10 i M12, a za velike alate M16 i M20. Umjesto ovih velikih vijaka,obino se koristi vei broj manjih vijaka. Osim standardnih vijaka,ponekad se koriste i specijalni vijci,ije dimenzije odreuje konstruktor. Za meusobno centriranje dijelova alata koriste se kaljene cilindrine ivije u tolerancijskom polju m6. Broj ivija u alatu zavisi od konstruktivnih karakteristika i tipa alata. U donji dio alata za probijanje i prosijecanje pravougaonog oblika obino se postavljaju etiri ivije,a u alat okruglog oblika tri ivije. Kod alata sa vodeom ploom ivije nisu neophodne u gornjem dijelu alata, dok se kod alata sa stubnim voicama ivije moraju koristiti. ivije treba postaviti na to veem meusobnom rastojanju, jer se tada postie bolje centriranje dijelova. Raspored ivija i vijaka moe biti razliit, vijci mogu biti postavljeni izvan ivija ili izmeu ivija. Ovaj drugi raspored je povoljniji, jer vijci treba da su blie djelovanju sila probijanja i prosijecanja.
Slika 32. Poloaj otvora za vijke i ivije
29
Seminarski rad
Alati i naprave
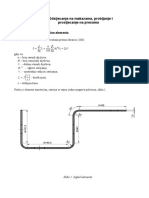
6. PRORAUN TRAENIH PARAMETARA
6.1. Analiza ekonominosti i iskoritenja lima Poto e se ogranienje posmaka trake regulisati koranim noem a to zahtjeva poseban dodatak na irinu trake te irinu mosta tako e te veliine biti usvojene u zavisnosti od vrste i debljine lima iz tabela 2.1., 2.2. i 2.3. Himzo uki Na osnovu debljine lima i vrste materijala usvajaju se vrijednosti: i = 1,5 [mm], b=1,5 [mm]
Radi konstrukcionih razloga usvajaju se nove vrijednosti i=5mm i b=5mm Uloga ovih dodataka jeste osiguravanje potrebne krutosti trake pri pomjeranju kroz alat kao i kompenzacija eventualnih greaka pomjeranja. 6.1.1. Jednoredni uzduni raspored
Slika 33. Jednoredni uzduni raspored - irina trake;
Btr = Biz + 1,5b + i = 143,932 + 1,5 5 + 5 = 156,432mm
- Posmak trake;
X = Liz + b = 129,999 + 5 = 134.999mm
30
Seminarski rad - Broj izradaka iz jedne trake;
Alati i naprave
z=
Ltr b 3000 5 = = 22,1 X 134,999
usvaja se z=22
- Broj potrebnih traka;
y=
1,03 n 1,03 45000 = 2016,81 2017 = z 22
-Stepen iskoritenja;
1 =
Piz Pizr n = = 0,568 = 56,8% Ptr Btr Ltr y
Pizr - izraunata povrina jednog izratka dobijena na osnovu AutoCad programa Pul - ulazna povrina trake iz koje se vri prosjecanje/probijanje
6.1.2. Jednoredni popreni raspored
Slika 34. Jednoredni popreni raspored - irina trake;
Btr = Liz + 1,5b + i = 129,999 + 1,5 5 + 5 = 142,499mm
- Posmak trake;
31
Seminarski rad
Alati i naprave
X = Biz + b = 143,932 + 5 = 148,932mm
- Broj izradaka iz jedne trake;
z=
Ltr b 3000 1,5 = = 20,2 X 148,932
usvaja se z=20
- Broj potrebnih traka;
y=
1,03 n 1,03 45000 = = 2317,5 2318 z 20
-Stepen iskoritenja
2 =
Piz Pizr n = = 0,574 = 57,4% Ptr Btr Ltr y
Pizr - izraunata povrina jednog izratka dobijena na osnovu AutoCad programa Pul - ulazna povrina trake iz koje se vri prosjecanje/probijanje
6.1.3. Jednoredni popreni raspored sa zaokrenutim komadom za 1800
Slika 35. Jednoredni popreni raspored sa zaokrenutim komadima za 1800
- irina trake;
Btr = Liz + 0,75b + i + 0,75b + i = 129,999 + 0,75 5 + 5 + 0,75 5 + 5 = 147,499mm
32
Seminarski rad - Posmak trake;
Alati i naprave
X = 2m + 2n + 3b = 414.244mm
m=143,932 n=45,79 Vrijednosti veliina m i n su dobijeni iz AutoCad a. Ovako dobijena vrijednost koranog noa odnosi se na proces probijanja/prosjecanja 4 izratka istovremeno kao to e biti konstruisan na alat primjer izgleda izradaka dat je na slici 35. - Broj izradaka iz jedne trake;
z=
Ltr a 3000 50,4 = = 7,12 X 414,244
usvaja se z=7
a dobijeno pomou crtea; a=50,4 mm Ovako dobijena vrijednost broja izradaka iz jedne trake odnosi se na izradu 7 kompleta po 4 izratka u jednom kompletu odnosno 28 izradaka iz jedne trake. - Broj potrebnih traka;
y=
1,03 n 1,03 45000 1655 = z 28
-Stepen iskoritenja
3 =
Piz Pizr n = = 0,77 = 77% Ptr Btr Ltr y
Pizr - izraunata povrina jednog izratka dobijena na osnovu AutoCad programa Pul - ulazna povrina trake iz koje se vri prosjecanje/probijanje
Slinom analizom sprovedenom u AutoCad u baziranoj na minimalnoj povrini otpadka dobija se da je najvei stepen iskoritenja trake kod jednorednog tipa rasporeda sa zaokrenutim komadima za 1800. Vieredno probijanje/prosijecanje bi ubrzalo izradu i imali bi vee iskoritenje, ali bi iskompliciralo izradu rezne ploe i alata a takva konstrukcija bi bila i skuplja.
33
Seminarski rad
Alati i naprave
6.2. Proraun rezne ploe i noeva
U izvrne dijelove alata za probijanje i prosijecanj spadaju rezna ploa,probojci,prosjekai i granini no. Svi ostali elementi alata mogu se svrstati u pomone elemente koji doprinose sigurnosti i dugovjenosti alata. 6.2.1. Zazor izmeu rezne ploe i noeva Izmeu reznih ivica rezne ploe i prosjekaa odnosno probojaca mora postojati mjereno okomito na reznu povinu odrdjeni zazor kao sto je prikazano na donjoj slici.
a1
Slika 36. Zazor izmeu reznih ivica rezne ploe i prosjekaa/probojca Veliina zazora ovisi o debljini i o mehanikim osobinama materijala koji se obradjuje, kao i o vrsti izrade alata i zahtjevanog kvaliteta odrezane povrine. Obino se uzima da je zazor izmedju reznih alata od 2 do 5% debljine lima pri emu se donje mjere uzimaju za manje debljine limova.
vrstoa materijal na smicanje za radni materijal .0645 je u dijapazonu koji varira izmedju = (480 560)MPa . Iz tabele 2.16. Konstrukcija alata H.uki. usvaje se M = 500
N mm 2
Vrijednost zazora (z) bira se i tabele 2.17. Konstrukcija alata H.uki na osnovu debljine lima i srednje vrijednosti tvrdoe elika koje iznosi z=0,06 Dobijeni podaci su podaci firme Schuler (poznata firma alata i maina za probijanje). Analitiko izraunavanje zazora moe se sprovesti po obrascu (2.20) - Konstrukcija alata H.uki za limove koji su debljine do 3mm
z = cs
M
10
= 0,01 1 50 = 0,0707
34
Seminarski rad
Alati i naprave
Iz ovog se primjeti da su zazori odredjeni tabelarno i raunski priblino jedanaki a za dalji tok prorauna usvajamo vrijednost dobijenu iz tabele z=0,06.
Slika 37. Prikaz komada po operacijama prosjecanje - probijanje 6.2.2. Dimenzionisanje otvora u reznoj ploi i popreni presjek noeva Za korani no uzimaju se vrijednosti iz tabele 1. Tabela 1. Dimenzije koranog noa Dimenzije koranog noa Korak (mm) irina noa (mm) irina rubaa (mm) do 6 6 6 10 6 1,6 10 16 6 2,5 16 25 8 3 25 40 10 4 >40 12 5
Na osnovu koraka x=414,244 mm usvaja se korani no sa podacima
xn = 414,244mm bkn = 12mm
Tolerancije izrade se uzimaju iz tabele za osnovne tolerancije, koritena literatura Obrada Metala Plastinom Deformacijom autora Binko Musafija tab.18. Zahtjevani kvalitet je IT10, a po preporukama se za kvalitet rezne ploe treba usvojiti IT7 dok se za probojce, prosjekae i korani no treba usvojiti kvalitet IT6.
35
Seminarski rad
Alati i naprave
Proraun i rezultate prorauna dimenzija otvora u reznoj ploi i poprenih presjeka noeva bit e prikazani tabelarno: Tabela 2. Tolerancije i dimenzije izrade djelova prosjecanjem
Dim. radnog djela (mm) Tolera. radnog djela T iz (mm) Tolera. prosjekaa Tn (mm) Tolera. rezne ploe T rp (mm) Prosjecanje Dimenzije prosjekaa Dimenzije otvora u reznoj ploi
l n = (liz Tiz z ) Tnliz
ili
bn = (biz Tiz z )Tnbiz ili Dn = ( Diz Tiz z )TnRiz
l rp = (liz Tiz ) +Trpliz
ili
brp = (biz Tiz ) +Trpbiz ili Drp = ( Diz Tiz ) +TrpRiz
+0
Liz= 129,9
0.16
0.025
0.04
h = ln = (1299 0,16 0,06)0,025 lrp = (129,9 0,16)+ 0 , h = ln = 129,77
+0 0 , 025
+0 , 04
mm
+0
lrp = 129,83+ 0 mm
+0, 063
+0 , 04
Biz= 459,644
0,25
0,04
0,063
bn = (459644 0,25 0,06)0,063 brp = (459,644 0,25) +0 ,
bn = 459,334
+0 0 , 063
mm
brp = 459,394+0
+0 , 057
mm
Tolerancije dijelova koji e bti izraeni probijanjem dato je u donjoj tabeli. Tabela 3. Tolerancije i dimenzije izrade djelova probijanjem Dim. Toler. Toler. Toler. Radn. radnog probojca rezne djela djela ploe T n (mm) (mm) T rp T iz diz=10 (mm) 0,058 0,009 (mm) 0,015
Probijanje
d n = (10 + 0,058)
+0
+0 0 , 009
d rp = (10 + 0,058 + 0,06) +0
+0 , 015
d n = 10,058 0, 009 mm
liz=10 0,058 0,009 0,015
d rp = 10,118+0
+0 , 015
mm
+0 , 015
ln = (10 + 0,058) 0,009
ln = 10,058 0,009 mm
+0
+0
lrp = (10 + 0,058 + 0,07) +0
lrp = 10,128+0
+0, 015
mm
+0 , 015 +0
biz=10
0,058
0,009
0,015
bn = (10 0,058) 0,009
bn = 9,942
+0 0 , 009
+0
brp = (10 + 0,058 + 0,07)
mm
brp = 10,128
+0 , 015 +0
mm
36
Seminarski rad Tolerancije i dimenzije izrade koranim noem.
Alati i naprave
Tabela 4. Tolerancije i dimenzije koranog noa Dimenzij Tolerancije Tolerancije Prosjecanje koranim noem e kora. noa rezne radnog ploe Dimenzije koranog Dimenzije otvora u reznoj Tn djela prosjekaa ploi T rp (mm) Tnx k (mm) xkrp = ( xk + z )Trpxk ili xkn = xk ili (mm)
bkn = bk
xk =414,244 b k =12 0,040 0,063
Tnbk
bkrp = (bk + z )Trpbk
+0 , 040
xkn = 414,244 +0
+0 0 , 011
mm xkrp = (414,244 + 0,06) +0
+0 , 063
xkrp = 414,304+0, 057 mm
0,011 0,018
bkn = 12
mm
bkrp = (12 + 0,06) +0 bkrp = 12,0
+0 , 018 +0
+0 , 018
mm
6.2.3. Proraun gabaritnih mjera rezne ploe Visina rezne ploe za limove do 6 mm debljine i otvore do 300 mm moe se izraunati po izrazu:
H rp = (10 + 5 s + 0 ,7 a + b ) c
a,b dimenzije potrebnog radnog prostora rezne ploe c popravni koeficijent koji zavisi od vrstoe lima i bira se u granicama prikazanim u tabeli u knjizi Himze ukia na strani 2.28, pa u odnosu na to bira se da je C = 1,0 u odnosu na m = 400 [N/mm2].
H rp = (10 + 5 1 + 0,7 459,644 + 146,999 ) 1 = 32,24mm
Izraunata vrijednost visine rezne ploe zaokruuje se na prvi vei broj standardnoh brojeva: 12,16,20,25,28,32,36,40,45,50,56,63,71,80 mm, a u naem sluaju e to biti H rp = 36 mm - irina rubnog pojasa ploe;
e = 0,8 H rp + 10 = 38,8mm
Presjek rezne ploe usvajamo iz tabele 2.10., H.. na osnovu zahtijevane tanosti i kompleksnosti oblika. Usvajamo presjek rezne ploe A u obliku cilindra sa konusom za dijelove sa veom tanou i sloenog oblika (h=5 10 mm i = 3 50). Kod konstrukcije alata je usvojeno h=5mm i =30. - Duina rezne ploe;
Arp = A + 2 e = 537,244mm
37
Seminarski rad - irina rezne ploe;
Alati i naprave
Brp = B + 2 e = 224,599mm
A i B odreuju se grafikim putem. -podatke za vezne vijke i cilindrine ivije za vezu rezne ploe sa osnovnom ploom biramo iz tabela 5 i 6. Tabela. 6 Dimenziona uputstva za glave vijaka sa estostranom slijepom rupom Dimenziona uputstva za glave vijka sa estostranom slijepom rupom
Tabela 5. Rastojanje otvora za vijke Rastojanja otvora za vijke i civije
Nazivni prenik vijka
D VIJAK IVIJA a b c emin
M6 M8 M10 M12 M16 M20
5 12 13 10 12
6 15 14 13 14
8 18 16 15 17
10 20 18 17 19
13 25 22 20 24
16 30 26 24 28
M5 M6 M8 M10 M12 M16 M20 M24
5,5 6,6 9 11 14 18 22 26
D1 9 10,6 14 17 20 26 32 38
H+0,2 5,2 6,2 8,3 10,3 12,3 16,5 20,5 24,5
Treba navesti da e se rezna ploa elastino vezati sa nepokretnom vodeom ploom pomou vijaka pa se dimenzije iz tabele 8. odnose na vodeu plou. 6.2.4. Proraun prosjekaa na pritisak
P =
F (2 (Biz + Liz ) s M ) N = = 25,78 Pdoz A 2A mm 2
2
N Pdoz = (600 800) mm .
Vidi se da proraun prosjekaa zadovoljava.
38
Seminarski rad 6.2.5. Provjera probojca na izvijanje
Alati i naprave
lmax1 =
E I min = 4 Lp s m
2
2 215 103
104 64 = 139,34mm 4 10 1 500
lmax 2 =
2 E I min 4 Lp s m
104 215 10 12 = 148,59mm = 4 4 10 1 500
2 3
Usvaja se duina noeva 100 mm, jer zadovoljava kriterijume dobijene raunom za provjeru sigurnosti probojca na izvijanje. lmax. - Maksimalna slobodna duina probojca Lp - Obim probojca
E = 215 10 3
N mm 2
- Modul elastinosti
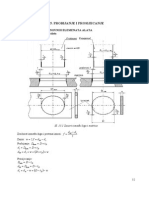
6.2.6. Provjera opasnosti od utiskivanja probojca u gornju plou
Slika 38. Probojac Probojac moe biti u direktnom dodiru sa gornjom ploom alata, a moe se ta veza izvesti i indirektno preko jedne kaljene medjuploe. Da li e se koristiti kaljena medjuploa zavisi od veliine povrinskog pritiska izmedju probojca i gornje ploe; Za d = 10 mm
p1 =
F L s M 10 1 500 N = = = 200 A A 78.5 mm2
Za a = 10 mm
39
Seminarski rad
Alati i naprave
p2 =
F L s M 4 10 1 500 N = = = 200 A A 100 mm2
N Poto je pdoz = 250 mm2 to znai da nema mogunosti od utiskivanja probojca u gornju
plou za sve sluajeve, tj. nije potrebna ugradnja kaljene meuploe.
6.3.
Proraun sile prosjecanja i izbor prese
U proraunima koji se koriste u tehnikoj praksi od presudnog znaaja za odreivanje sile prosijecanja je maksimalna vrijednost napona na smicanje M
M =
F F = F = s L M [N ] A s L
- za probojac d = 10 mm - za probojac kvadratnog poprenog presjeka a = 10 mm
L1 = 6 D = 6 10 = 188,4mm L2 = 2 4 a = 2 4 x10 = 80 mm
L3 = 831,54mm
- za prosijecanje - za prosijecanje koranim noem
L4 = 2i + xkn = 408,478mm
Ukupni obim je :
L = Li = L1 + L2 + L3 + L4 = 1511,078mm
i =1
Pa je sila
F = s L M = 1 1440,964 500 = 755539N = 755,539kN
Ovako proraunata sila prosijecanja se zbog neravnomjernosti debljine materijala kao i tupljenja reznih ivica alata (do kojeg naeizbjeno dolazi u eksploataciji) poveava za 30%, tako da je stvarna sila na osnovu koje se odredjuje maina (presa):
FM = 1,3F = 982,2007kN
40
Seminarski rad
Alati i naprave
Na osnovu sile usvaja se presa EP 1000 sa radnim karakteristikama datim u tabeli 7. Tabela 7. Tehnike karakteristike ekscentrine prese TEHNIKE KARAKTERISTIKE EKSCENTRINIH PRESA TIP PRESE TEHNIKE EP EP EP EP EP EP EP EP EP KARAKTERISTI.
25 25 180 4 do 40 280 220 20 70 40 40 170 4 do 40 315 250 20 90 63 63 160 6 do 40 355 280 25 120 100 100 150 6 do 40 400 315 25 120 160 160 130 8 do 50 450 355 32 160 250 250 120 8 do 60 500 400 32 160 400 400 100 10 do 80 560 450 40 200 500 500 113 10 do 80 640 440 40 200
630 630 100 10 do 100 630 500 40 250
EP 1000 1000 48 20 do 120 710 560 50 250
EP 2000 2000 45 40 do 180 1030 740 65 300
EP 3000 3000 40 40 do 200 1200 850 65 300
MAKSIMALNI PRITISAK [ kN ] BROJ HODOVA U MINUTI VELIINA IGA[mm] DU. RADNOG STOLA [mm] IR. RADNOG STOLA[mm] PRE. OTVORA U IGU ZA EP PRE. OTVORA U RAD. STOLU MAX. RAST. IGA I RADNOG STOLA [mm] HODA
140
160
180
220
220
260
280
320
315
355
560
600
41
Seminarski rad
Alati i naprave
7. KONSTRUKTIVNE KARAKTERISTIKE OSTALIH ELEMENATA ALATA
7.1. Izbor tipa alata Radi veliine radnog prostora nee se izvriti izbor standardnog kuita alata ve e se konstruisati alat sa veom radnom povrinom koja e zadovoljiti nae potrebe te e sve karakteristike tog alata biti date u tehnikoj dokumentaciji. Preko empirijskih obrazaca odredjuju se veliine: Debljina rezne ploe: Hrp = 36 mm ve ranije odreeno Debljina vodee ploe Hvp = (0,7-1)Hrp = 0,7 Hrp = 25,2 mm = 25 mm Debljina nosaa noeva: Hnn = (0,6-0,8)Hrp = 0,8Hrp= 28,8 mm = 29 mm
Tabela 8. Izbor tipa alata VISINA VODEIH I KR. GRANINIKA POSMAK TR. KORA. NO. POSMAK TR. KRUTIM GR.
Zazor (z) izmeu trake i vodeih letvi
DEBLJINA LIMA (S) 0,3-2 2-3 3-4 4-6 6-10
VISINA KRUTOG GRANINIKA 3 4 4 5 8
IRINA TRAKE
H vt
46 68 68 8 10 10 - 15
H vt
68 8 10 10 12 12 15 15 25
Btr
ZA VRSTE LETVE
ZA ELASTINE LETVE
<100 >100
0,25 0,5 0,5 0,75
2,5 4
Usvojit e se dodatak od 4 mm tj., sa obje strane 2mm zazora izmedju trake lima i vodeih traka. 7.2. Izbor vodeih stubova i vodeih ahura Vodei stubovi trebaju da obezbjede bezbjedno kretanje gornjeg dijela alata u odnosu na donji. Oni se izradjuju od .4320 i potom se kale na (780 40) HV 10. Gornji dio voice se brusi u tolerantnom polju h6 kako bi se dobio klizni spoj izmedju vodjice i ahura u tolerantnom polju (H7/h6) Donji dio se brusi u tolerantnom polju r6 tako da sa donjim kuitem obezbjedi vrst spoj u tolerantnom polju (H7/r6) Standardna stubna voica je usvojena tipa ISO 9182 kao i ahura za stubnu voicu tipa 9448. Voenje stubne voice bez ahura za voenje se koristi u situacijama kada je gornje kuite izraeno od livenog eljeza. Nedostatak ovakvog voenja jeste da se voice brzo troe pa je i vea potreba za njihvom zamjenom. Upotreba ahura za voenje je bolje i trajnije rijeenje pri emu se ahura upresuje u gornji dio alata. Konstruktivna izvedba ahura za vodjenje tipa DIN 9834 prikazana je na donjoj slici a dimenzije se odredjuju u zavisnosti od dimenzija vodjice. Tabela 3.19
42
Seminarski rad 7.3. Nosa noeva
Alati i naprave
to se tie dimenzija otvora u nosau noeva za noeve, njih diktiraju dimenzije poprenog presjeka noeva koje smo ve ranije proraunli i injenica da emo noeve sa nosaem vezati presovanim sklopom. Za to utvrujemo izradu otvora u nosau noeva u tolerantnom polju P i kvalitetu IT7. Na osnovu dimenzija poprenog presjeka noeva i utvrenog tol. polja. Tabela 9. Tolerancije i dimenzije otvora nosaa noeva Tolerancije i dimenzije otvora u nosau noeva Veliina Lizl=129,999 mm Bizl=143,932 mm dizl=10 mm lizl=10 mm bizl=10 mm xk=414,244mm bk= 12 mm Gornje odstupanje -0,004 mm -0,028 mm -0,009 mm -0,009 mm -0,009 mm -0,045 mm -0,011 mm Donje odstupanje -0,067 mm -0,068 mm -0,024 mm -0,024 mm -0,024 mm -0,067 mm -0,029 Dimenzija sa tolerancijom
0 , 004
129,8 0, 067 mm 143,932 0, 068 mm
10 0 , 024 mm 10 0 , 024 mm 10 0 , 024 mm
0 , 009 0 , 009 0 , 009
0 , 028
414,244 0, 067 mm
12 0 ,029 mm
0 , 011
0 , 045
7.4. Vodea ploa Veza izmeu vodee ploe i prosjekaa odnosno noeva treba da bude klizni spoj znai otvore praviti u tolerantnom polju H7. Tolerancije i odstupanja su data u tabeli. Tabela 10. Tolerancije i dimenzije otvora u vodeoj ploi Tolerancije i dimenzije otvora u vodeoj ploi Veliina Lizl=129,999 mm Bizl=143.932 mm dizl=10 mm lizl=10 mm bizl=10 mm xk=414,244 mm bk= 12 mm Gornje odstupanje 0,04 mm 0,04 mm 0,015 mm 0,015 mm 0,015 mm 0,063 mm 0,018 mm Donje odstupanje 0 0 0 0 0 0 0 Dimenzija sa tolerancijom
0 , 04
129,80 mm
0 , 04
143.932 0 mm
0 , 015
10 0 10 10
0 , 015 0 0 , 015 0
mm mm mm
0 , 063
414,244 0
12
0 , 018 0
mm
mm
43
Seminarski rad 7.5. Osnovna ploa
Alati i naprave
Osnovna ploa e imati iste dimenzije kao i gornja ploa s tim to emo morati uraditi kompletnu tehniku dokumentaciju za cijeli alat jer nismo bili u mogunosti da odaberemo standardno kuite alata. Poto se vodei stubovi rade u tolerantnom polju h6 a ugradjuju se u donju plou presovanjem to za otvore u osnovnoj ploi za vodee stubove se usvaja tolerantno polje to odgovara presovanom spoju H7 r6. Tabela 11. Tolerancije i dimenzije otvora u osnovnoj ploi Tolerancije i dimenzije otvora u osnovnoj ploi Veliina Gornje odstupanje -0,009mm Donje odstupanje -0,050mm Dimenzija sa tolerancijom
d = 40mm
40 0 ,050 mm
0 , 009
Umjesto vie sloenih otvora u osnovnoj ploi za prolaz izradaka i otpadaka predvieno je jedan pojednostavljen. 7.6. Elementi za vezu i centriranje dijelova alata Za vezu gornjeg dijela kuita i nosaa noeva biramo vijak sa cilindrinom glavom i estostranom rupom. ISO 4762 M14x92 (6 komada). Za centriranje gornjeg dijela kuita i nosaa noeva usvajamo zakaljenu cilindrinu iviju 10x92 mm (4 komada). Za vezu rezne ploe sa donjim dijelom kuita biramo vijak sa cilindrinom glavom i estostranom rupom ISO 4762 M14x99 (2 komada). Za vezu vodee ploe sa reznom ploom biramo vijak sa cilindrinom glavom i estostranom rupom ISO 4762 M14x61 (6 komada). Za centriranje vodee i rezne ploe usvajamo zakaljenu cilindrinu iviju 10x61 mm (4 komada).
44
Seminarski rad 7.7. 3D model sklopljenog alata
Alati i naprave
Sa slika 3D modela konstruisanog alata vidi se da nije koriten cilindrini rukavac ve se kuite stavlja pod odreenu presu i tako vri dejstvo sile na lim koji se obrauje.
45
You might also like
- Knjiga AlatiDocument182 pagesKnjiga Alatimiledplayer100% (5)
- Tehnologija Obrade MaterijalaDocument11 pagesTehnologija Obrade MaterijalaCrni GrujaNo ratings yet
- Alati Za Probijanje I ProsijecanjeDocument17 pagesAlati Za Probijanje I Prosijecanjemirzakovac30770% (2)
- Alati I Naprave - OOČ 2016Document117 pagesAlati I Naprave - OOČ 2016Ivan JarebNo ratings yet
- 12 Zbirka Zadataka Iz Nastave CNC Glodanja - SinumerikDocument85 pages12 Zbirka Zadataka Iz Nastave CNC Glodanja - SinumerikNikola Šimunić100% (2)
- DVDocument28 pagesDVSedin MušanovićNo ratings yet
- Proracun AlataDocument38 pagesProracun AlataAlmir BrkićNo ratings yet
- SavijanjeDocument32 pagesSavijanjeVeronica HansonNo ratings yet
- NapraveDocument16 pagesNapravezeljkoines100% (1)
- Alati Za Probijanje I ProsijecanjeDocument134 pagesAlati Za Probijanje I ProsijecanjeemanvNo ratings yet
- PocetoDocument29 pagesPocetoSedin MušanovićNo ratings yet
- Nove Proizvodne Tehnologije - OMDDocument50 pagesNove Proizvodne Tehnologije - OMDKajtebrigaNo ratings yet
- Alati Za Glodanje Zavrsni RadDocument44 pagesAlati Za Glodanje Zavrsni RadArmin ZahirovićNo ratings yet
- Selmir NoviDocument22 pagesSelmir NoviHuseinAlicNo ratings yet
- Probijanje ProsijecanjeDocument21 pagesProbijanje Prosijecanjemirzakovac3077No ratings yet
- Opruge PredavanjaDocument30 pagesOpruge PredavanjaMrki225100% (1)
- Konstrukcija AlataDocument6 pagesKonstrukcija AlataAzraaaNo ratings yet
- 26 Obrada Glodanjem SistematizacijaDocument51 pages26 Obrada Glodanjem SistematizacijacobraNo ratings yet
- Konstrukcije Alata SeminarskiDocument20 pagesKonstrukcije Alata Seminarskiled sijaliceNo ratings yet
- Alati Za Utiskivanje, Gafriranje, Grainiranje, Stroj Za Utiskivanje Brailleovim Pismom, Izrada Fotopolimernih KlišejaDocument15 pagesAlati Za Utiskivanje, Gafriranje, Grainiranje, Stroj Za Utiskivanje Brailleovim Pismom, Izrada Fotopolimernih KlišejaemitibiNo ratings yet
- Maturski - Konstrukcija Alata Za SavijanjeDocument16 pagesMaturski - Konstrukcija Alata Za SavijanjeLara Toskic100% (3)
- Alat Proracun1Document14 pagesAlat Proracun1Amir-Jasmina SalihovićNo ratings yet
- CAM Proizvodnja Podrzana RacunalomDocument22 pagesCAM Proizvodnja Podrzana RacunalomIvan KramarNo ratings yet
- Konstruiranje AlataDocument44 pagesKonstruiranje AlataAnto KestenNo ratings yet
- Ivan Dunđer - ŠtancaDocument13 pagesIvan Dunđer - ŠtancaIvan Dunđer0% (2)
- Alati Za KovanjeDocument24 pagesAlati Za KovanjeAlmirBrkićNo ratings yet
- Proračun Štance Office 2010 ANDREJ SveDocument10 pagesProračun Štance Office 2010 ANDREJ SveAndrej VološčukNo ratings yet
- Vrste Bregastih MehanizamaDocument8 pagesVrste Bregastih MehanizamaJasmin MrkaljevićNo ratings yet
- ALATI I Naprave Probijanje I ProsecanjeDocument25 pagesALATI I Naprave Probijanje I ProsecanjeBranislav DjordjevicNo ratings yet
- Alat Proracun MustaficDocument26 pagesAlat Proracun MustaficDzemila HuseinbasicNo ratings yet
- Hadzic AdnanDocument50 pagesHadzic AdnanMuchi HadzicNo ratings yet
- PRIMJER 1 Probijanje I ProsjecanjeDocument3 pagesPRIMJER 1 Probijanje I ProsjecanjeEdina RamovićNo ratings yet
- Alati Za Obradu OtvoraDocument30 pagesAlati Za Obradu OtvoraMerima CahtarevicNo ratings yet
- Preporuke Za Konstruisanje Alata Za PPDocument9 pagesPreporuke Za Konstruisanje Alata Za PPstarca19No ratings yet
- Graficki Rad ALATIDocument45 pagesGraficki Rad ALATIHadzic AdnanNo ratings yet
- Alati I Pribori 2Document20 pagesAlati I Pribori 2UrosStevanovicNo ratings yet
- Alati I Pribori Za RezanjeDocument6 pagesAlati I Pribori Za RezanjeElvis OmanovićNo ratings yet
- 6.2. Tehnološki Postupak ObradeDocument3 pages6.2. Tehnološki Postupak ObradeAmir OkičićNo ratings yet
- Gumene OprugeDocument10 pagesGumene OprugeJasmina DelicNo ratings yet
- Analiza I Režimi Obrade StruganjemDocument6 pagesAnaliza I Režimi Obrade StruganjemdurmasamirNo ratings yet
- ProracunDocument41 pagesProracunDzemila HuseinbasicNo ratings yet
- CNC ObradaDocument16 pagesCNC ObradaPetkovic100% (1)
- Glodalica SeminarDocument11 pagesGlodalica SeminarDenisNo ratings yet
- Konstrukcija AlataDocument22 pagesKonstrukcija AlataMirza HadžalićNo ratings yet
- Ammar - Tehnologija PlastičnostiDocument20 pagesAmmar - Tehnologija PlastičnostiSeminarski Bez MukeNo ratings yet
- MaturskiDocument24 pagesMaturskiAjdin TabicNo ratings yet
- DangubicDocument8 pagesDangubicbilecanin0% (1)
- P11Document11 pagesP11adis_ibrahimspahicNo ratings yet
- Završni RadDocument33 pagesZavršni RadAnte SutaloNo ratings yet
- Alati Seminar 30 STRDocument35 pagesAlati Seminar 30 STRMatija VučićNo ratings yet
- Završni Rad: Internacionalni Univerzitet Travnik U Travniku Fakultet Politehničkih Nauka TravnikDocument36 pagesZavršni Rad: Internacionalni Univerzitet Travnik U Travniku Fakultet Politehničkih Nauka TravnikAdnanNo ratings yet
- Izrada Pravouglog Fasadnog Oluka L 5000mmDocument7 pagesIzrada Pravouglog Fasadnog Oluka L 5000mmasNo ratings yet
- Amar KrdžićDocument22 pagesAmar KrdžićNedzad FazlicNo ratings yet
- Seminarski Rad TMO2Document14 pagesSeminarski Rad TMO2polman.stefanfcrsNo ratings yet
- Alati ProracunDocument36 pagesAlati ProracunEmina BošnjakovićNo ratings yet
- PiUP - Dio PP - Vježbe - Tehnološki PostupakDocument91 pagesPiUP - Dio PP - Vježbe - Tehnološki PostupakMatej ĆurićNo ratings yet
- PiUP - Dio PP - Vježbe - Tehnološki Postupak PDFDocument93 pagesPiUP - Dio PP - Vježbe - Tehnološki Postupak PDFMarko MarićNo ratings yet
- 04 09 2008 Vladic Zavrsni RadDocument66 pages04 09 2008 Vladic Zavrsni RadjanjicbojanNo ratings yet
- Procedura Odabira SandvikDocument9 pagesProcedura Odabira SandvikprevrtljivacNo ratings yet
- TeorijaDocument18 pagesTeorijaEmina BošnjakovićNo ratings yet
- Alat Za Probijanje I ProsijecanjeDocument12 pagesAlat Za Probijanje I Prosijecanjemarkokoc100% (1)
- ZAVARIVANJEDocument12 pagesZAVARIVANJEJasmin MrkaljevićNo ratings yet
- Brušenje Ručno I MašinskoDocument12 pagesBrušenje Ručno I MašinskoJasmin MrkaljevićNo ratings yet
- Pretvorba DN COL Backup PDFDocument2 pagesPretvorba DN COL Backup PDFJasmin MrkaljevićNo ratings yet
- Oktobar - 2Document2 pagesOktobar - 2Jasmin MrkaljevićNo ratings yet
- Uputstvo SeminarskiDocument3 pagesUputstvo SeminarskiJasmin MrkaljevićNo ratings yet
- Tehnološka Karta Za Svaku OperacijuDocument14 pagesTehnološka Karta Za Svaku OperacijuJasmin MrkaljevićNo ratings yet
- Seminarski Rad - Alarmni SistemDocument14 pagesSeminarski Rad - Alarmni SistemJasmin MrkaljevićNo ratings yet
- Seminarski Rad - Vanjski TransportDocument36 pagesSeminarski Rad - Vanjski TransportJasmin MrkaljevićNo ratings yet
- CIMDocument25 pagesCIMJasmin MrkaljevićNo ratings yet
- CIM SkriptaDocument21 pagesCIM SkriptaIvana MatuzovićNo ratings yet
- Metodologija Projektovanja Bregastih MehanizamaDocument52 pagesMetodologija Projektovanja Bregastih MehanizamaJasmin MrkaljevićNo ratings yet
- Zadatak 2Document17 pagesZadatak 2Jasmin MrkaljevićNo ratings yet
- Mašinski Fakultet U Tuzli: Proizvod 1 (P)Document25 pagesMašinski Fakultet U Tuzli: Proizvod 1 (P)Jasmin MrkaljevićNo ratings yet