You might also like
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Process Flow Diagram: 10-12-2011 Part NameDocument4 pagesProcess Flow Diagram: 10-12-2011 Part NameVenu Gopal RaoNo ratings yet
- M/S Process Flow DiagramDocument6 pagesM/S Process Flow DiagramUttam SainiNo ratings yet
- Sample QAPDocument3 pagesSample QAPsniperiNo ratings yet
- Revise Insp Report - 1 PDFDocument4 pagesRevise Insp Report - 1 PDFShankar RajNo ratings yet
- (A) Dimensions: (D) Cupping TestDocument5 pages(A) Dimensions: (D) Cupping Testanon_115606397100% (7)
- Cost Sheet For NPLDocument10 pagesCost Sheet For NPLSachin MishraNo ratings yet
- PQR 014 (Qualified Sa 106 GR BDocument5 pagesPQR 014 (Qualified Sa 106 GR Bersenthil100% (1)
- QAP For PQR'S - For Impact TestingDocument3 pagesQAP For PQR'S - For Impact TestingDries VandezandeNo ratings yet
- WPQ Template (Asme Ix) No LogoDocument4 pagesWPQ Template (Asme Ix) No LogorcpretoriusNo ratings yet
- Control Plan: E.Vargas (Manufacture/Production) C.Ugalde (Maintenance) G.Florian (Quality)Document6 pagesControl Plan: E.Vargas (Manufacture/Production) C.Ugalde (Maintenance) G.Florian (Quality)Cesar MedinaNo ratings yet
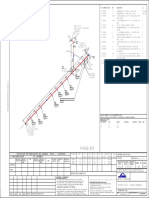
- IsometricsDocument4 pagesIsometricsMuhammedHafisNo ratings yet
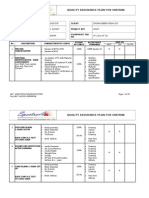
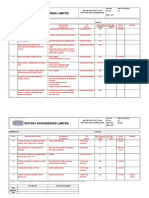
- Quality PlanDocument3 pagesQuality PlanhjgajjarNo ratings yet
- Qap Rap PDFDocument1 pageQap Rap PDFtrushalpanchalNo ratings yet
- 24.11.2015 EGI High Spot Dent IPPCDocument6 pages24.11.2015 EGI High Spot Dent IPPCrahul srivastavaNo ratings yet
- NDT Magnetic Particle Inspection ProcedureDocument7 pagesNDT Magnetic Particle Inspection ProcedureCharlesNo ratings yet
- Quality Assurance Plan For Unitank:: QAP/AAV/MFG/00107/UT Crown Beers India LTD: AAVI-GA-003, R0, 210507 00107Document10 pagesQuality Assurance Plan For Unitank:: QAP/AAV/MFG/00107/UT Crown Beers India LTD: AAVI-GA-003, R0, 210507 00107Narayana Mugalur100% (1)
- CSCS Rods & BracketsDocument66 pagesCSCS Rods & BracketsshuklahouseNo ratings yet
- Inspection and Test Report Rev.0Document18 pagesInspection and Test Report Rev.0Dadaso Baburao JamdarNo ratings yet
- 9952T 1311 F0001 PD2 A CDocument169 pages9952T 1311 F0001 PD2 A CBarbara HowellNo ratings yet
- Technical Delivery Condition: Applicable To Parts: Ring WCFN0055Document4 pagesTechnical Delivery Condition: Applicable To Parts: Ring WCFN0055Balram JiNo ratings yet
- Belinda-MAQ-300-25BA-C Computer Control Safety Valve Test Bench R.1Document10 pagesBelinda-MAQ-300-25BA-C Computer Control Safety Valve Test Bench R.1ahsun habibNo ratings yet
- (732-Itp-40 (V-6905) 42000-SNG-69-42000P-MS-5733-504-0000-06Document10 pages(732-Itp-40 (V-6905) 42000-SNG-69-42000P-MS-5733-504-0000-06sathi11189No ratings yet
- Rodete PeltonDocument104 pagesRodete PeltonmanuelhuertaNo ratings yet
- INDEX of Part Numbers or Sub - Assembly Numbers Required To Make The Assembly Noted AboveDocument6 pagesINDEX of Part Numbers or Sub - Assembly Numbers Required To Make The Assembly Noted AboveLokesh NarasimhaiahNo ratings yet
- Itp For SSDP Project Rev CDocument9 pagesItp For SSDP Project Rev CRachel FloresNo ratings yet
- QC - 16 Guided Bend Test.Document3 pagesQC - 16 Guided Bend Test.mahendra100% (1)
- Belinda-MAQ-250-25BA-C Computer Control Safety Valve Test Bench R.0Document10 pagesBelinda-MAQ-250-25BA-C Computer Control Safety Valve Test Bench R.0ahsun habibNo ratings yet
- Capacity VerificationDocument5 pagesCapacity VerificationHarsha MP100% (2)
- EQT ChecklistDocument5 pagesEQT Checklistvijayachidu100% (1)
- FCC - Test Report: Report Number: Date of Issue: July 01, 2015Document35 pagesFCC - Test Report: Report Number: Date of Issue: July 01, 2015MMendes SilvaNo ratings yet
- Vendor Data Requirement List - VDRLDocument18 pagesVendor Data Requirement List - VDRLduongnh100% (3)
- Samples Inspection ReportDocument5 pagesSamples Inspection ReportArun GuptaNo ratings yet
- Docslide - Us - Itp Structural WorkDocument4 pagesDocslide - Us - Itp Structural Workomda4wadyNo ratings yet
- PQR-WPS-WPQR XXX Rev 0Document6 pagesPQR-WPS-WPQR XXX Rev 0Brett Gosselin100% (1)
- Ppap For Neel MetalDocument40 pagesPpap For Neel MetalshuklahouseNo ratings yet
- Larsen & Toubro Limited: Ecc DivisionDocument4 pagesLarsen & Toubro Limited: Ecc Divisionmanu_gite100% (2)
- RLV SB Process SheetDocument155 pagesRLV SB Process SheetSudhakar PalletiNo ratings yet
- Hydrotechnik Full CatalogueDocument128 pagesHydrotechnik Full CatalogueEysakaylovasNo ratings yet
- Test Report: SGS-CSTC Standards Technical Services Co., Ltd. Shenzhen BranchDocument44 pagesTest Report: SGS-CSTC Standards Technical Services Co., Ltd. Shenzhen BranchPica-Pau AutoPartsNo ratings yet
- List of Documents For Plates & TubularsDocument6 pagesList of Documents For Plates & Tubularssudeep dsouzaNo ratings yet
- Control Valve DatasheetDocument2 pagesControl Valve DatasheetRahul DevaNo ratings yet
- Annexure-I For Gem Bid No:Gem/2021/B/1451378 Dated: 19-08-2021Document15 pagesAnnexure-I For Gem Bid No:Gem/2021/B/1451378 Dated: 19-08-2021Sravan DasariNo ratings yet
- Min1244a12 - Tag 130-Pu-029Document7 pagesMin1244a12 - Tag 130-Pu-029Monty MathewsNo ratings yet
- R05323 P 001a X009 0042 PDFDocument464 pagesR05323 P 001a X009 0042 PDFcquibajoNo ratings yet
- Consortium (Ioic) Inspection and Test Plan/Quality Control PlanDocument3 pagesConsortium (Ioic) Inspection and Test Plan/Quality Control PlanRushabh KapadiaNo ratings yet
- Ppap Spacer TubeDocument37 pagesPpap Spacer TubeSeenivasagam SeenuNo ratings yet
- 3208 - Coriolis Meter - Rev 1Document7 pages3208 - Coriolis Meter - Rev 1scribd_thakurNo ratings yet
- SWCDocument56 pagesSWCNageswar RaoNo ratings yet
- QAP of HT Breaker Panel SchneiderDocument1 pageQAP of HT Breaker Panel Schneidermadhu_bedi12No ratings yet
- Part Submission Warrant: Supplier Information and DeclarationDocument32 pagesPart Submission Warrant: Supplier Information and DeclarationMadhavan Ram100% (1)
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Document19 pagesHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Mohamed AtefNo ratings yet
- HVAC TBA With AttachmentDocument48 pagesHVAC TBA With AttachmentumeshNo ratings yet
- Pilot Run Report 0702Document23 pagesPilot Run Report 0702Greg MackeyNo ratings yet
- Inspection Report: 150 MW Dhamangaon Solar Project, MaharashtraDocument6 pagesInspection Report: 150 MW Dhamangaon Solar Project, Maharashtrakaushik21185No ratings yet
- FMEADocument2 pagesFMEAHeidi Dedication Pader NicolasNo ratings yet
- Fluid Analysis for Mobile Equipment: Condition Monitoring and MaintenanceFrom EverandFluid Analysis for Mobile Equipment: Condition Monitoring and MaintenanceNo ratings yet
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0From EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Rating: 5 out of 5 stars5/5 (1)
- Santu BabaDocument2 pagesSantu Babaamveryhot0950% (2)
- Calculation of Screw JackDocument20 pagesCalculation of Screw JackVenu Gopal RaoNo ratings yet
- 086 - Hadee ForgingsDocument2 pages086 - Hadee ForgingsVenu Gopal RaoNo ratings yet
- 085 - Hadee ForgingsDocument6 pages085 - Hadee ForgingsVenu Gopal RaoNo ratings yet
- Investment BooksDocument2 pagesInvestment BooksRohan GhoshNo ratings yet
- Bill DSC14 MagnaDocument1 pageBill DSC14 MagnaVenu Gopal RaoNo ratings yet
- Dasha Maha Devi For PlanetsDocument1 pageDasha Maha Devi For PlanetsVenu GopalNo ratings yet
- Vsa FinalDocument60 pagesVsa FinalVenu Gopal RaoNo ratings yet
- 2 Period RSI ReloadedDocument2 pages2 Period RSI ReloadedAnam Tawhid100% (2)
- 15 How We View The Market Often Delivers Far Different PerspectivesDocument3 pages15 How We View The Market Often Delivers Far Different PerspectivesVenu Gopal RaoNo ratings yet
- The Price Action Trading StrategyDocument11 pagesThe Price Action Trading StrategyVenu Gopal RaoNo ratings yet
- Buy Options Using Technical AnalysisDocument34 pagesBuy Options Using Technical AnalysisVenu Gopal RaoNo ratings yet
- Trend TradingDocument1 pageTrend Tradingamveryhot09100% (1)
- 14 The Horses Are at The Gate and There They GoDocument3 pages14 The Horses Are at The Gate and There They GoVenu Gopal RaoNo ratings yet
- 200 Low PE Ratio Stocks in India With LTP, Market Cap. & More - Samco PDFDocument4 pages200 Low PE Ratio Stocks in India With LTP, Market Cap. & More - Samco PDFVenu Gopal RaoNo ratings yet
- Incredible Charts - Hull Moving Average PDFDocument5 pagesIncredible Charts - Hull Moving Average PDFVenu Gopal RaoNo ratings yet
- 3 SMA (Simple Moving Average) Formulas and Trading Strategies - TradingSim PDFDocument65 pages3 SMA (Simple Moving Average) Formulas and Trading Strategies - TradingSim PDFVenu Gopal RaoNo ratings yet
- What Is Bull Spread - Bull Call Spread Strategy - Samco PDFDocument5 pagesWhat Is Bull Spread - Bull Call Spread Strategy - Samco PDFVenu Gopal RaoNo ratings yet
- What Is PE Ratio - PE Ratio Formula, Interpretation & Analysis - Samco PDFDocument10 pagesWhat Is PE Ratio - PE Ratio Formula, Interpretation & Analysis - Samco PDFVenu Gopal RaoNo ratings yet
- What Is Securities Transaction Tax (STT) - Learn More About STT With SAMCO Securities PDFDocument5 pagesWhat Is Securities Transaction Tax (STT) - Learn More About STT With SAMCO Securities PDFVenu Gopal RaoNo ratings yet
- What Is PE Ratio - PE Ratio Formula, Interpretation & Analysis - Samco PDFDocument10 pagesWhat Is PE Ratio - PE Ratio Formula, Interpretation & Analysis - Samco PDFVenu Gopal RaoNo ratings yet
- Forecasting Market Direction With Put - Call Ratios - Investopedia PDFDocument5 pagesForecasting Market Direction With Put - Call Ratios - Investopedia PDFVenu Gopal RaoNo ratings yet
- 200 Low PE Ratio Stocks in India With LTP, Market Cap. & More - Samco PDFDocument4 pages200 Low PE Ratio Stocks in India With LTP, Market Cap. & More - Samco PDFVenu Gopal RaoNo ratings yet
- 3 SMA (Simple Moving Average) Formulas and Trading Strategies - TradingSim PDFDocument65 pages3 SMA (Simple Moving Average) Formulas and Trading Strategies - TradingSim PDFVenu Gopal Rao100% (2)
- Forecasting Market Direction With Put - Call Ratios - Investopedia PDFDocument5 pagesForecasting Market Direction With Put - Call Ratios - Investopedia PDFVenu Gopal RaoNo ratings yet
- Data Feeder Steps PDFDocument1 pageData Feeder Steps PDFVenu Gopal RaoNo ratings yet
- Intraday TradeDocument4 pagesIntraday TradeVenu Gopal RaoNo ratings yet
- 1Document4 pages1Venu Gopal RaoNo ratings yet
- Process Flow Diagram: Bangalore Nash Ind., (BIA)Document1 pageProcess Flow Diagram: Bangalore Nash Ind., (BIA)Venu Gopal RaoNo ratings yet