You might also like
- Shop Manual Komatsu WA200-6Document1,235 pagesShop Manual Komatsu WA200-6vutrung2311316377% (13)
- Emm3812 - Static and Dynamic BalancingDocument7 pagesEmm3812 - Static and Dynamic Balancingsyamil100% (3)
- 252B Skid Steer Loader, Machine TNK1-Up Engine C3.4 CYM1-Up Parts Catalog SEBP5923Document355 pages252B Skid Steer Loader, Machine TNK1-Up Engine C3.4 CYM1-Up Parts Catalog SEBP5923viemey195293% (14)
- Collission RickmersDubaiDocument88 pagesCollission RickmersDubaiBinh Pham100% (1)
- UKOOA FPSO Design Guidance NotesDocument176 pagesUKOOA FPSO Design Guidance Notesnazwan14100% (5)
- OPC KursiDocument64 pagesOPC KursiDayat RokhmanNo ratings yet
- Vibroacoustic Analysis Procedure To Obtain Forces and Stresses On Aerospace StructuresDocument10 pagesVibroacoustic Analysis Procedure To Obtain Forces and Stresses On Aerospace StructuresMario SabatinoNo ratings yet
- Welding Defects, Causes & Correction: Leigh BaughurstDocument3 pagesWelding Defects, Causes & Correction: Leigh BaughurstankNo ratings yet
- Welding ParametersDocument34 pagesWelding ParametersmilindNo ratings yet
- Weld GaugesDocument15 pagesWeld Gaugesraobabar21100% (1)
- Murex Tig Poster 2008 PDFDocument1 pageMurex Tig Poster 2008 PDFPCNo ratings yet
- Weld Defects TrainingDocument77 pagesWeld Defects TrainingQC apollohx100% (1)
- MIG Welding ProcessDocument12 pagesMIG Welding ProcessHimanshu RaoNo ratings yet
- CSWIP Welding Inspection Notes and Questions PDFDocument115 pagesCSWIP Welding Inspection Notes and Questions PDFrahim_335162856100% (3)
- Gas Metal Arc Welding (GMAW)Document16 pagesGas Metal Arc Welding (GMAW)Akmal Bin Saipul AnuarNo ratings yet
- Gas Tungsten Arc Welding Practice:: Jobs 19-J1-J19 (Plate)Document8 pagesGas Tungsten Arc Welding Practice:: Jobs 19-J1-J19 (Plate)Willy UioNo ratings yet
- Carefully Evaluate Code RequirementsDocument3 pagesCarefully Evaluate Code Requirementsmayav1No ratings yet
- Visual Inspection WeldDocument53 pagesVisual Inspection Weldshifa100% (1)
- Aws Qc5-91 - Standard For Certification of Welding EducatorsDocument12 pagesAws Qc5-91 - Standard For Certification of Welding Educatorscamelod555No ratings yet
- Welding Defects - Causes and RemediesDocument51 pagesWelding Defects - Causes and Remediesmilind94% (18)
- Radiographic Film InterpretationDocument5 pagesRadiographic Film Interpretationponnivalavans_994423No ratings yet
- Cswip Exams 1 PDFDocument65 pagesCswip Exams 1 PDFFethi BELOUISNo ratings yet
- 21 - Welding Terms and Definations - PPT Version 1Document69 pages21 - Welding Terms and Definations - PPT Version 1Shubham Shukla100% (1)
- Welding Current & Welding VoltageDocument9 pagesWelding Current & Welding VoltageAbhishek AnandNo ratings yet
- Chapter 8Document31 pagesChapter 8louie jay aguadoNo ratings yet
- GMAW FundamentalsDocument18 pagesGMAW FundamentalsYusup MulyanaNo ratings yet
- Soldering & Brazing: Unit-IvDocument15 pagesSoldering & Brazing: Unit-IvRamu AmaraNo ratings yet
- Domestic Heating/MMA Welding Unit 3 - Manual Arc WeldingDocument68 pagesDomestic Heating/MMA Welding Unit 3 - Manual Arc WeldingcfcshakerNo ratings yet
- TWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Document68 pagesTWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Ali ClubistNo ratings yet
- Welding PresentationDocument163 pagesWelding PresentationtonykptonyNo ratings yet
- (EW-512-6) - Nondestructive Testing Methods - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik) PDFDocument37 pages(EW-512-6) - Nondestructive Testing Methods - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik) PDFbruarNo ratings yet
- Weld GaugesDocument15 pagesWeld GaugessojeckNo ratings yet
- Material Imperfections: CSWIP 3.1 Welding InspectionDocument12 pagesMaterial Imperfections: CSWIP 3.1 Welding InspectionLâm ThanhNo ratings yet
- WPS & PQR Training PDFDocument316 pagesWPS & PQR Training PDFamini_mohiNo ratings yet
- Defects AND DiscontinuitiesDocument39 pagesDefects AND DiscontinuitiesThe Engineers EDGE, Coimbatore100% (1)
- MODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsDocument7 pagesMODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsNsidibe Michael EtimNo ratings yet
- Welding Symbols Dy Weldingcoordinator 2021Document92 pagesWelding Symbols Dy Weldingcoordinator 2021Subramanian RNo ratings yet
- Welding R1Document49 pagesWelding R1proxywarNo ratings yet
- Welding ProcessesDocument7 pagesWelding ProcessesTridib DeyNo ratings yet
- Undercut - Most Predominant Weld Fault Fix: Short Arc Length, Proper Amperage and SpeedDocument27 pagesUndercut - Most Predominant Weld Fault Fix: Short Arc Length, Proper Amperage and SpeedJACKMAAAANo ratings yet
- Shielded Metal Arc Welding: Mild Steel III (E6011)Document33 pagesShielded Metal Arc Welding: Mild Steel III (E6011)greatsteelNo ratings yet
- Joint Fit Up and Alignment - StudentDocument22 pagesJoint Fit Up and Alignment - StudentSankar Krishnan100% (1)
- TWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDocument26 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDanem HalasNo ratings yet
- Tungsten Inert Gas WeldingDocument2 pagesTungsten Inert Gas WeldingJacques SauNo ratings yet
- Welding PresentationDocument33 pagesWelding PresentationHosam Ahmed100% (1)
- Weld Penetration Procedure NewDocument4 pagesWeld Penetration Procedure NewJm VenkiNo ratings yet
- RT Level L FINALDocument80 pagesRT Level L FINALSaad AfzalNo ratings yet
- MEI - Aluminium MIG WeldDocument56 pagesMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- Arc Welding Arc Welding Electrode Electrode: CCCCC CCCCCDocument36 pagesArc Welding Arc Welding Electrode Electrode: CCCCC CCCCCSantanu SarmahNo ratings yet
- Quality Level BDocument17 pagesQuality Level BUgonnaNo ratings yet
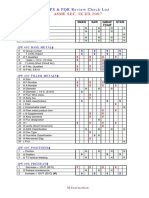
- WPS & PQR Review Check List: Asme Sec. Ix Ed.2007Document2 pagesWPS & PQR Review Check List: Asme Sec. Ix Ed.2007KyNo ratings yet
- TWI Welding TrainingDocument31 pagesTWI Welding TrainingNavneet Singh67% (3)
- Welding DefectsDocument68 pagesWelding DefectsRahulKumarNo ratings yet
- WC515Document1 pageWC51555312714No ratings yet
- 03-Symbols Mock ExamDocument5 pages03-Symbols Mock ExamCRISTIAN SILVIU IANUC100% (1)
- WIS5 - Appendix 2Document86 pagesWIS5 - Appendix 2Reza Fakhrizal100% (1)
- SIRIM-AWS Certified Welding Engineer (CWEng.) Brochure 2013Document2 pagesSIRIM-AWS Certified Welding Engineer (CWEng.) Brochure 2013sutimankemin100% (1)
- WeldingDocument23 pagesWeldingBilal TayyabNo ratings yet
- Welding Defects - Classification, Causes and Remedies - Welding & NDTDocument11 pagesWelding Defects - Classification, Causes and Remedies - Welding & NDTadel100% (1)
- A General Review of The Causes and Acceptance of Shape ImperfectionsDocument6 pagesA General Review of The Causes and Acceptance of Shape ImperfectionsAnonymous vU7CuPNo ratings yet
- Weld DefectsDocument45 pagesWeld Defectsanon_256154377No ratings yet
- Defects - Imperfections in Welds - Lack of Sidewall and Interrun Fusion.Document4 pagesDefects - Imperfections in Welds - Lack of Sidewall and Interrun Fusion.Aris WicaksonoNo ratings yet
- Handbook - Weld Defects 05Document1 pageHandbook - Weld Defects 05Danilova SonjaNo ratings yet
- Significance of Defects in WeldsDocument9 pagesSignificance of Defects in Weldsssk48100% (1)
- Weld DefectsDocument43 pagesWeld Defectsraju100% (1)
- Welding DefectsDocument38 pagesWelding DefectsvvpvarunNo ratings yet
- Weld DefectsDocument45 pagesWeld DefectsEhigiator Joseph100% (5)
- Technical Investigation Accident Twin Crane LiftDocument6 pagesTechnical Investigation Accident Twin Crane LiftBinh PhamNo ratings yet
- MAIB - Collision Due To Anchor DragDocument16 pagesMAIB - Collision Due To Anchor DragBinh Pham100% (1)
- Dutch NavigatorDocument66 pagesDutch NavigatorBinh Pham100% (1)
- Tie-In Spool - A Verification Study (MSC)Document213 pagesTie-In Spool - A Verification Study (MSC)Binh PhamNo ratings yet
- Sten A Voyager ReportDocument45 pagesSten A Voyager ReportBinh PhamNo ratings yet
- Zerospeed Active StabilizerDocument7 pagesZerospeed Active StabilizerBinh PhamNo ratings yet
- Ecdis Enc 08 ReportDocument53 pagesEcdis Enc 08 ReportBinh Pham100% (1)
- Otc19607 About API RP 2skDocument12 pagesOtc19607 About API RP 2skBinh PhamNo ratings yet
- MooringDocument38 pagesMooringBinh Pham100% (1)
- 406 Lesson 9bDocument41 pages406 Lesson 9bBinh PhamNo ratings yet
- DY-300 Men Accommodation Work BargeDocument21 pagesDY-300 Men Accommodation Work BargeBinh PhamNo ratings yet
- Ecdis Enc 08 ReportDocument53 pagesEcdis Enc 08 ReportBinh Pham100% (1)
- Coffee Kiosk Sample Business Plan StrategyDocument8 pagesCoffee Kiosk Sample Business Plan StrategyBinh PhamNo ratings yet
- ILLCDocument44 pagesILLCBinh Pham100% (1)
- System Effect AMCADocument61 pagesSystem Effect AMCAenduNo ratings yet
- Research PaperDocument7 pagesResearch Paperahmad exsanNo ratings yet
- ROTH EN Fabric Expansion Joints CatalogueDocument15 pagesROTH EN Fabric Expansion Joints CatalogueRoberta PugnettiNo ratings yet
- F5OHQ1 F5OHQ2: Code 61 Connector Code 61 / SAE-ORB Code 62 Connector Code 62 / SAE-ORBDocument5 pagesF5OHQ1 F5OHQ2: Code 61 Connector Code 61 / SAE-ORB Code 62 Connector Code 62 / SAE-ORBHuy NguyễnNo ratings yet
- Cameron Fully Welded Ball Valves PDFDocument36 pagesCameron Fully Welded Ball Valves PDFCARLOSNo ratings yet
- F5 Mid-Term Exam Physics Paper 2 (SMKRPK 2007)Document17 pagesF5 Mid-Term Exam Physics Paper 2 (SMKRPK 2007)peechoong_lau100% (1)
- Finite Element ProgrammingDocument2 pagesFinite Element Programmingfarzin5791No ratings yet
- Technical Service Bulletin (TSB) - VF7KFRHC8CS506525: 1. OriginDocument3 pagesTechnical Service Bulletin (TSB) - VF7KFRHC8CS506525: 1. Originalexp50No ratings yet
- Final Twoway SlabDocument20 pagesFinal Twoway Slabvishnumani3011No ratings yet
- Armstrong Kit Sello MecanicoDocument2 pagesArmstrong Kit Sello MecanicoGiorgio FerNo ratings yet
- Ultrasonic Corrosion MappingDocument2 pagesUltrasonic Corrosion MappingAgungAdySaputraNo ratings yet
- Course Title: Automobile Engineering Drawing Course Code: 4055 Course Category: B Periods/Week: 4 Periods/Semester: 56 Credits: 3Document2 pagesCourse Title: Automobile Engineering Drawing Course Code: 4055 Course Category: B Periods/Week: 4 Periods/Semester: 56 Credits: 3VaisakVenugopalNo ratings yet
- FC 1124 Manual FC 1124 Automatic: Key Features Key SpecificationsDocument4 pagesFC 1124 Manual FC 1124 Automatic: Key Features Key SpecificationsPatriciaNo ratings yet
- OLS Priority Valve Parts Manual-11066739 PDFDocument16 pagesOLS Priority Valve Parts Manual-11066739 PDFliu zhao liu zhaoNo ratings yet
- Kom Unit 1Document5 pagesKom Unit 1M.ThirunavukkarasuNo ratings yet
- Spacecraft Inertia Estimation Via Constrained Squares: LeastDocument6 pagesSpacecraft Inertia Estimation Via Constrained Squares: LeastVincenzo PesceNo ratings yet
- Sandvik 1500SAF: Super Duplex Stainless SteelDocument2 pagesSandvik 1500SAF: Super Duplex Stainless Steelkresimir.mikoc9765No ratings yet
- Moment & Deflections in Simply Supported BeamsDocument38 pagesMoment & Deflections in Simply Supported BeamsychodnekerNo ratings yet
- REP3 Rules For Ships - Part C Vol.1 1.1.2023Document485 pagesREP3 Rules For Ships - Part C Vol.1 1.1.2023Tordillo ECV56No ratings yet
- Wa0015 PDFDocument43 pagesWa0015 PDFEstherNo ratings yet
- 250 Top Fluid Mechanics Questions and Answers 250 Top Fluid Mechanics Questions and AnswersDocument24 pages250 Top Fluid Mechanics Questions and Answers 250 Top Fluid Mechanics Questions and AnswersFurkan GeçitNo ratings yet
- 1006022980H8 PDFDocument18 pages1006022980H8 PDFPaverMotosNo ratings yet
- Structural Integrity in The Design of Precast Prestressed Concrete StructuresDocument11 pagesStructural Integrity in The Design of Precast Prestressed Concrete StructuresMohamed AyoubNo ratings yet
- Tutorial Modeling Uniform Fluidization in 2D Fluidized BedDocument10 pagesTutorial Modeling Uniform Fluidization in 2D Fluidized BedNui Computercenter Swu OnkNo ratings yet
- Deutz TCD4.1 L4Document2 pagesDeutz TCD4.1 L4João NóbegaNo ratings yet