You might also like
- WPS PQRDocument23 pagesWPS PQRHashim Khan88% (8)
- ASME IX PresentationDocument68 pagesASME IX PresentationHari Babu100% (4)
- Basic of Asme Sec IxDocument116 pagesBasic of Asme Sec IxHamid Mansouri100% (2)
- Wps PQR GuideDocument40 pagesWps PQR GuideBalakumar100% (10)
- WPS, PQR, WPQ (Si007)Document5 pagesWPS, PQR, WPQ (Si007)Suresh RathodNo ratings yet
- Asme Section IxDocument47 pagesAsme Section Ixمحمودالوصيف100% (8)
- International Welding Engineer IWE CVDocument4 pagesInternational Welding Engineer IWE CVlaz_k50% (2)
- The Physics of Welding: International Institute of WeldingFrom EverandThe Physics of Welding: International Institute of WeldingRating: 1.5 out of 5 stars1.5/5 (2)
- WpsDocument6 pagesWpsabhishek198327No ratings yet
- Wps A53 Gtaw R00Document2 pagesWps A53 Gtaw R00Richard PeriyanayagamNo ratings yet
- Sa 516 GR 70 WPSDocument5 pagesSa 516 GR 70 WPSRajesh Owaiyar71% (7)
- Valve Procurement SpecsDocument39 pagesValve Procurement Specsjoseph.maquez24100% (2)
- WPS& WQRDocument132 pagesWPS& WQRAby Jacob Mathews100% (3)
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- Guidance To Prepare WPS-PQR For WeldingDocument1 pageGuidance To Prepare WPS-PQR For WeldingSaran Kumar83% (6)
- Field Welding Inspection GuideDocument15 pagesField Welding Inspection Guideranjit.rajappa19709872100% (19)
- WPS, PQR & WPQTDocument14 pagesWPS, PQR & WPQTSky RNo ratings yet
- Welders QualificationDocument47 pagesWelders Qualificationidealparrot100% (3)
- Weld - Symbol PDFDocument3 pagesWeld - Symbol PDFniraj nair100% (1)
- Presentation Asme Sec Ix Wps PQR WPQDocument177 pagesPresentation Asme Sec Ix Wps PQR WPQsiva92% (26)
- ASME IX ExplanationsDocument13 pagesASME IX ExplanationsManju Juno100% (4)
- Welding Procedures and Welders QualificationDocument41 pagesWelding Procedures and Welders QualificationDhayalan Nethiranantham100% (14)
- Weld Repair PipeDocument4 pagesWeld Repair PipeSc Tan100% (2)
- WPS-PQR Road MapDocument1 pageWPS-PQR Road MapBaraa AzebNo ratings yet
- Welding ConsumablesDocument128 pagesWelding ConsumablesAsad Bin Ala Qatari100% (1)
- How To Write A Welding Procedure Specification (WPS For ISO 15614-1)Document9 pagesHow To Write A Welding Procedure Specification (WPS For ISO 15614-1)weldnote100% (2)
- Procedure For WQTDocument13 pagesProcedure For WQTwalitedisonNo ratings yet
- Welding Consumable Control Procedure 1Document9 pagesWelding Consumable Control Procedure 1eklavyak076757100% (4)
- Procedure Qualification RecordDocument10 pagesProcedure Qualification Recordlamia97No ratings yet
- Welder: Craftsmen Training Scheme (CTS) NSQF Level-4Document44 pagesWelder: Craftsmen Training Scheme (CTS) NSQF Level-4Loganathan KNo ratings yet
- Welder Qualification Tests WQT DL QC 001 2019Document24 pagesWelder Qualification Tests WQT DL QC 001 2019adelNo ratings yet
- Welding Consumables ProcedureDocument7 pagesWelding Consumables ProcedureSenthil Kumaran100% (2)
- Asme Ix Welder Qualification Interpretation PDFDocument95 pagesAsme Ix Welder Qualification Interpretation PDFnizam1372No ratings yet
- Asme PQRDocument4 pagesAsme PQRHong Dae Yoon100% (2)
- API Welding ProceduresDocument69 pagesAPI Welding ProceduresStephen Boodoo100% (3)
- Welding Procedure PreparationDocument122 pagesWelding Procedure Preparationthe_badass1234100% (21)
- Guide For Make WPSDocument84 pagesGuide For Make WPSvohuu1102100% (1)
- Module 7 - Summary: 7A - ASME Section IX Weld Procedure Qualification 7B - ASME Section IX Welder QualificationDocument42 pagesModule 7 - Summary: 7A - ASME Section IX Weld Procedure Qualification 7B - ASME Section IX Welder Qualificationkapster KannourNo ratings yet
- ASME Section IX Welding Procedure Qualification: Antonius P. BramonoDocument50 pagesASME Section IX Welding Procedure Qualification: Antonius P. BramonoHAKANNo ratings yet
- Asmesectionix Presentation 151116160648 Lva1 App6892Document50 pagesAsmesectionix Presentation 151116160648 Lva1 App6892IshwarNo ratings yet
- ASME Sec IXDocument46 pagesASME Sec IXShyam Singh100% (2)
- Presentasi Design WPS - 1 Dec 10 BWDocument43 pagesPresentasi Design WPS - 1 Dec 10 BWWahyu PurbaNo ratings yet
- How To Write A Welding Procedure SpecificationDocument5 pagesHow To Write A Welding Procedure SpecificationBN JadhavNo ratings yet
- Welding& Inspection WPS& WelderDocument112 pagesWelding& Inspection WPS& WelderNitesh Garg100% (7)
- Note 1 Approving Welding Procedure - Process FlowDocument26 pagesNote 1 Approving Welding Procedure - Process FlowMohamad Yusuf HelmiNo ratings yet
- Welding Procedure SpecificationDocument6 pagesWelding Procedure SpecificationJorge SanchezNo ratings yet
- PQR Group V-Asme (WI74)Document7 pagesPQR Group V-Asme (WI74)Gusrizam DanelNo ratings yet
- Code PresentationDocument60 pagesCode PresentationwenigmaNo ratings yet
- ASME Sec IX Flashcards - QuizletDocument10 pagesASME Sec IX Flashcards - Quizletqazi12No ratings yet
- Asme Sec 9 - ADocument144 pagesAsme Sec 9 - Anidhinchandranvs67% (3)
- How To Write A Welding Procedure Specification (WPS)Document5 pagesHow To Write A Welding Procedure Specification (WPS)Mohamed Atef100% (1)
- Welding Procedure Specification For GTAWDocument9 pagesWelding Procedure Specification For GTAWraja reyhanNo ratings yet
- Asme 9 DatosDocument47 pagesAsme 9 Datosvichu_villamarNo ratings yet
- Asme Section IX Educational SeriesDocument144 pagesAsme Section IX Educational Seriesglazetm100% (6)
- Asme Section Ix 2019Document116 pagesAsme Section Ix 2019mostafa nabil100% (4)
- Asme Sec - IxDocument132 pagesAsme Sec - IxBoran YelkenciogluNo ratings yet
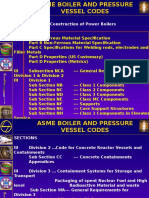
- Sections: I Rules For Construction of Power BoilersDocument68 pagesSections: I Rules For Construction of Power BoilersAnonymous VohpMtUSN100% (1)
- Asme IxDocument132 pagesAsme IxAhmed Shaban Kotb100% (1)
- Welding QualificationDocument45 pagesWelding QualificationAbdulkadir AN100% (1)
- Hydrotest Exemption DetailsDocument4 pagesHydrotest Exemption Detailsjoseph.maquez24No ratings yet
- Monterey's Hog Contract Growing Monterey Foods Corporation ProvidesDocument5 pagesMonterey's Hog Contract Growing Monterey Foods Corporation Providesjoseph.maquez24No ratings yet
- Asme IxDocument95 pagesAsme Ixjoseph.maquez24No ratings yet
- Valve Storage ProcedureDocument1 pageValve Storage Procedurejoseph.maquez24No ratings yet
- Valve Material SpecsDocument112 pagesValve Material Specsjoseph.maquez24No ratings yet
- Stainless SteelDocument8 pagesStainless SteelAlvaro Alexis Mendoza PradaNo ratings yet
- Welding Procedures Final OutputDocument16 pagesWelding Procedures Final OutputJeremi BajarlaNo ratings yet
- Parker Substrate 4250-InTRAFLOW Dec 2003Document12 pagesParker Substrate 4250-InTRAFLOW Dec 2003Laurence MalanumNo ratings yet
- Map 143Document4 pagesMap 143Lhagva DalaibatNo ratings yet
- Welding ShopDocument5 pagesWelding ShopWaqas Hussain MalikNo ratings yet
- WSMT ReportDocument2 pagesWSMT ReportFerdie OSNo ratings yet
- PWPS Vahali 26 - 136 PD - FWDocument1 pagePWPS Vahali 26 - 136 PD - FWVasiljka Đordan JelacaNo ratings yet
- Design and Fabrication of A Dual Powered Baking OvenDocument9 pagesDesign and Fabrication of A Dual Powered Baking OvenRudi SitumorangNo ratings yet
- Wps Format Tube Welding Cs With Tig V&s JalashawaDocument3 pagesWps Format Tube Welding Cs With Tig V&s JalashawaVISAKHAPATNAM MALAYALEES WELFARE ASSOCIATIONNo ratings yet
- Megha Engineering & Infrastructures Limited. Greenko Ap01 Irep Private LimitedDocument2 pagesMegha Engineering & Infrastructures Limited. Greenko Ap01 Irep Private LimitedABINASH SINGHNo ratings yet
- Lloyds Approved Welding Consumables SuppliersDocument16 pagesLloyds Approved Welding Consumables SuppliersadammzjinNo ratings yet
- 09 Sec 09 - ASME IX Summary-07revisedCCDocument38 pages09 Sec 09 - ASME IX Summary-07revisedCCamalhaj2013No ratings yet
- Solved Paper On Section IxDocument25 pagesSolved Paper On Section IxNasir Javed90% (20)
- Seam WeldingDocument2 pagesSeam WeldingRaju AhammadNo ratings yet
- MIG Flux-Cored Welding CalculatorDocument2 pagesMIG Flux-Cored Welding CalculatorKhamdi AfandiNo ratings yet
- Aws z49-1 PDFDocument58 pagesAws z49-1 PDFJoaqƱin Gallardo Morales100% (1)
- Duplex Stainless WPSDocument10 pagesDuplex Stainless WPSMohammed KamalNo ratings yet
- Sample API 1104 WpsDocument6 pagesSample API 1104 Wpsjacquesmayol100% (2)
- Oerlikon SparyDocument3 pagesOerlikon SparyAhmad KamilNo ratings yet
- DPR-BGR17 6.8.23 - Bridge FabricationDocument1 pageDPR-BGR17 6.8.23 - Bridge FabricationSivamurugan SivanayagamNo ratings yet
- ManufProc 6 JoiningAssemblyDocument118 pagesManufProc 6 JoiningAssemblyHannan yusuf KhanNo ratings yet
- Question Paper Code:: Anna University, Polytechnic & SchoolsDocument2 pagesQuestion Paper Code:: Anna University, Polytechnic & SchoolsNatarajan NatarajNo ratings yet
- FRM-Welder Performance Qualification RecordDocument1 pageFRM-Welder Performance Qualification RecordraofrhanNo ratings yet
- Gas Metal Arc WeldingDocument26 pagesGas Metal Arc WeldingnansusanNo ratings yet
- Sample Forms WPS PQRDocument22 pagesSample Forms WPS PQRGMNo ratings yet
- Inspeksi - Steel StructureDocument9 pagesInspeksi - Steel StructureyuwantoniNo ratings yet
- Weld Map Pressure VesselDocument32 pagesWeld Map Pressure Vesselarun yNo ratings yet
- D:/Testgen /cswip 2006 Ouestions Set 6 .MDBDocument7 pagesD:/Testgen /cswip 2006 Ouestions Set 6 .MDBRavi Kumar SinghNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- WELDING-Root Cause For DefectsDocument10 pagesWELDING-Root Cause For DefectsSiddhardha Msv50% (4)
- 1.co (2021) - DMB 2113 Welding Quality ControlDocument6 pages1.co (2021) - DMB 2113 Welding Quality ControlFadhly AzmyNo ratings yet