You might also like
- Painting RecordDocument1 pagePainting RecordHimawan SetyarsoNo ratings yet
- NO WATER NO WORKDocument7 pagesNO WATER NO WORKProfessional Trust100% (1)
- SECTION 09960 High-Performance Coatings Rev 0Document48 pagesSECTION 09960 High-Performance Coatings Rev 0rachedNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Telemecanique Integral 32 Motor StarterDocument52 pagesTelemecanique Integral 32 Motor StarterJaime IxtaNo ratings yet
- NCR Tracking Log AAILDocument5 pagesNCR Tracking Log AAILssenthil04No ratings yet
- ACG 22 Requirements For Lifting Equipment Inspection BodiesDocument14 pagesACG 22 Requirements For Lifting Equipment Inspection BodiesramodNo ratings yet
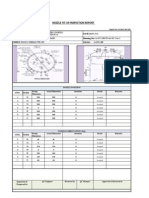
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocument9 pagesNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulNo ratings yet
- Access Equipment ChecklistDocument2 pagesAccess Equipment ChecklistAamir AliNo ratings yet
- 10.LPI. Report FormatDocument1 page10.LPI. Report FormatEr Sumant Kumar SinghNo ratings yet
- Shell Rolling Report 1Document6 pagesShell Rolling Report 1Hanuman RaoNo ratings yet
- Itp GRPDocument4 pagesItp GRPJo FrancescNo ratings yet
- Package 2s E0001 - Jupiter DCR 30-10-2021Document96 pagesPackage 2s E0001 - Jupiter DCR 30-10-2021senthilNo ratings yet
- 8 Material Inspection ReportDocument1 page8 Material Inspection Reportvinson bayNo ratings yet
- Procedure For WeldingDocument7 pagesProcedure For WeldingMecon Hyderabad100% (1)
- AG Piping Specification SPEL en M SG 12 002 Rev0Document31 pagesAG Piping Specification SPEL en M SG 12 002 Rev0cchristt2584No ratings yet
- CV Mechanical Engineer Project Manager 11 Years ExperienceDocument2 pagesCV Mechanical Engineer Project Manager 11 Years ExperienceDARA SINGHNo ratings yet
- Fit Up Report: Project Name Project No. Tank No. Report No. DateDocument1 pageFit Up Report: Project Name Project No. Tank No. Report No. DatekarthikumarnpNo ratings yet
- NCR Flow Chart: Inspector QC EngineerDocument1 pageNCR Flow Chart: Inspector QC Engineerrty2No ratings yet
- Painting Report Cd3Document15 pagesPainting Report Cd3sivaNo ratings yet
- Material Inspection ReportDocument2 pagesMaterial Inspection ReportReza AchmalyadiNo ratings yet
- WFP 2-01 ASME B31 Piping Welding ProcedureDocument8 pagesWFP 2-01 ASME B31 Piping Welding Procedureleodavid87No ratings yet
- PQR use for welding different material gradesDocument1 pagePQR use for welding different material gradeslaz_kNo ratings yet
- Welding Log BookDocument1 pageWelding Log Booksamsurendran_mech4020No ratings yet
- Procedure For Preventive ActionDocument6 pagesProcedure For Preventive ActionHamzah Abbass Sibai100% (1)
- Wps Mig PDF FreeDocument3 pagesWps Mig PDF Freehanz bermejoNo ratings yet
- 1 SATIP-L-450-04 Cross Country Buried Pipeline-Rev 1Document4 pages1 SATIP-L-450-04 Cross Country Buried Pipeline-Rev 1Bighneswar PatraNo ratings yet
- JK Pipeline Welding & Installation Traceability Procedure CoDocument1 pageJK Pipeline Welding & Installation Traceability Procedure Cogst ajahNo ratings yet
- SA048-WSP-GEN-MTS-MNCR-2 Non-Conformance Report - Tested Stockpile BarricationDocument2 pagesSA048-WSP-GEN-MTS-MNCR-2 Non-Conformance Report - Tested Stockpile BarricationmustafaansmeNo ratings yet
- Invoice Cum Material Issue Voucher: Miv No. CWC No. CWC Date: Sap Material Document No. Posting DateDocument1 pageInvoice Cum Material Issue Voucher: Miv No. CWC No. CWC Date: Sap Material Document No. Posting Datehimanshu kalraNo ratings yet
- QAP K-HouseDocument4 pagesQAP K-HouseAbhinash TamangNo ratings yet
- Indian Oil Corporation Limited (Pipeline Divn.) Patna-Motihari-Baitalpur-PipelineDocument30 pagesIndian Oil Corporation Limited (Pipeline Divn.) Patna-Motihari-Baitalpur-Pipelinesaravanakkumar boominathanNo ratings yet
- 6 Contractor QC Resume Review ChecklistDocument1 page6 Contractor QC Resume Review ChecklistMudabbir HussainNo ratings yet
- Supplier Pre-Qualification Document - September 2020Document23 pagesSupplier Pre-Qualification Document - September 2020cephas ventures enterprisesNo ratings yet
- Installation Checklist Adhesive BondingDocument1 pageInstallation Checklist Adhesive BondingGogulu KumarNo ratings yet
- DPT Report 02Document2 pagesDPT Report 02Amit Hasan100% (1)
- Asme P NumberDocument1 pageAsme P NumberSebastian RajeshNo ratings yet
- Receipt of Letter of Award From NHAI (Company Update)Document2 pagesReceipt of Letter of Award From NHAI (Company Update)Shyam SunderNo ratings yet
- SR - No Description QtyDocument12 pagesSR - No Description QtyBoyzannazNo ratings yet
- 8-10370 - Flawless and Q Training - Construction MaterialsDocument50 pages8-10370 - Flawless and Q Training - Construction MaterialsNadeem JavedNo ratings yet
- Welding Log DW-CWDocument12 pagesWelding Log DW-CWhasan shahriarNo ratings yet
- Vendor Inspection Results Aal Inspection Results: Sample Description (Please Tick) For Aal RefDocument3 pagesVendor Inspection Results Aal Inspection Results: Sample Description (Please Tick) For Aal RefAmit KumarNo ratings yet
- Checklist for WPS-PQR certification requirementsDocument1 pageChecklist for WPS-PQR certification requirementsssNo ratings yet
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 pagesA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableNo ratings yet
- Petronas Gas Dehydration Plant Phase 2 Deviations ListDocument2 pagesPetronas Gas Dehydration Plant Phase 2 Deviations ListShubhodeep SarkarNo ratings yet
- Welder and Welder Operator Qualification Record FormDocument1 pageWelder and Welder Operator Qualification Record FormNanaba Nanayaw DwomohNo ratings yet
- QCF111 Cement Concrete Paving ReportDocument2 pagesQCF111 Cement Concrete Paving ReportminhnnNo ratings yet
- Material Request For Approval (MRA)Document2 pagesMaterial Request For Approval (MRA)مهندس حسينNo ratings yet
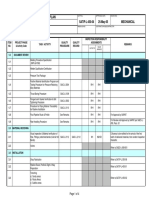
- ITP Fuel Fillter (J-1001) Rev10+Document9 pagesITP Fuel Fillter (J-1001) Rev10+DjokoNo ratings yet
- Non-Destructive Testing RequirementsDocument7 pagesNon-Destructive Testing RequirementsWill SmithNo ratings yet
- Material Receiving Inspection Report: Project TitleDocument2 pagesMaterial Receiving Inspection Report: Project TitleGomathyselviNo ratings yet
- EFCO Maschinenbau India Private Limited: Job Card - Isolation ValveDocument2 pagesEFCO Maschinenbau India Private Limited: Job Card - Isolation ValveDebasis Pattnaik DebaNo ratings yet
- SATR-L-2001 Rev 2 - Flange Joint Tightening Inspection ReportDocument12 pagesSATR-L-2001 Rev 2 - Flange Joint Tightening Inspection Reportdeepa narayan100% (1)
- Wps FormatDocument2 pagesWps FormatParminder SinghNo ratings yet
- Surface Preparation ReportDocument18 pagesSurface Preparation ReportSyaiful Rasyidi TamsirNo ratings yet
- F-05 Corrective Action FormDocument1 pageF-05 Corrective Action Formsuhara hussainNo ratings yet
- Mahesh Pandit Updated CV 09.01.2021Document12 pagesMahesh Pandit Updated CV 09.01.2021Mahesh PanditNo ratings yet
- Material Test ReportDocument10 pagesMaterial Test ReportCepi Sindang KamulanNo ratings yet
- Method Statement OF Air Blowing / Water Flushing of PipesDocument19 pagesMethod Statement OF Air Blowing / Water Flushing of Pipesarun kumar100% (1)
- Company Logo Added to QAP DocumentDocument4 pagesCompany Logo Added to QAP Documentmanoj thakkar100% (1)
- Pipebook Work Package 1Document39 pagesPipebook Work Package 1Renaldo akbarNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
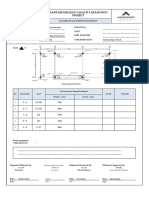
- Martabe Milling Capacity Expantion Project:: Regrindbuilding Switch Room Coloumn Space CheckDocument1 pageMartabe Milling Capacity Expantion Project:: Regrindbuilding Switch Room Coloumn Space CheckyuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid C & D 2nd SpliceDocument2 pagesG. Installation or Erection Check Sheet Rev.1 Grid C & D 2nd SpliceyuwantoniNo ratings yet
- VendorMaster FormDocument38 pagesVendorMaster FormyuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
- Summary Report Plumbness - TK - 012Document2 pagesSummary Report Plumbness - TK - 012yuwantoniNo ratings yet
- Plumbnes Strake 3 TK-012 - (12 Koordinat)Document2 pagesPlumbnes Strake 3 TK-012 - (12 Koordinat)yuwantoniNo ratings yet
- Summary Report Plumbness - TK - 012Document2 pagesSummary Report Plumbness - TK - 012yuwantoniNo ratings yet
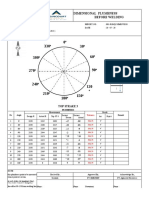
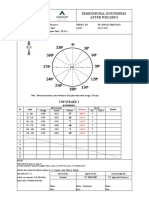
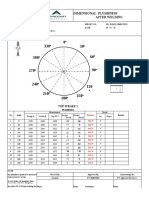
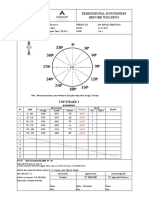
- Roundness Strake 1 Aft TK-012 - (12 Koordinat)Document1 pageRoundness Strake 1 Aft TK-012 - (12 Koordinat)yuwantoniNo ratings yet
- Roundness Strake 1 Aft TK-012 - (12 Koordinat)Document1 pageRoundness Strake 1 Aft TK-012 - (12 Koordinat)yuwantoniNo ratings yet
- Plumbnes Strake 1 Aft TK-012 - (12 Koordinat)Document2 pagesPlumbnes Strake 1 Aft TK-012 - (12 Koordinat)yuwantoniNo ratings yet
- Plumbnes Strake 1 Aft TK-012 - (12 Koordinat)Document2 pagesPlumbnes Strake 1 Aft TK-012 - (12 Koordinat)yuwantoniNo ratings yet
- Roundness Strake 1 Aft TK-012 - (12 Koordinat)Document1 pageRoundness Strake 1 Aft TK-012 - (12 Koordinat)yuwantoniNo ratings yet
- Peaking-Bend Tank 012Document26 pagesPeaking-Bend Tank 012yuwantoniNo ratings yet
- Roundness Strake - 4-TK-011 (12 Koordinat)Document1 pageRoundness Strake - 4-TK-011 (12 Koordinat)yuwantoniNo ratings yet
- Plumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat)Document2 pagesPlumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat)yuwantoniNo ratings yet
- Roundness Strake - 4-TK-011 (12 Koordinat)Document1 pageRoundness Strake - 4-TK-011 (12 Koordinat)yuwantoniNo ratings yet
- Roundness Strake - 4-TK-011 (12 Koordinat)Document1 pageRoundness Strake - 4-TK-011 (12 Koordinat)yuwantoniNo ratings yet
- VERTICALITY INSPECTIONDocument5 pagesVERTICALITY INSPECTIONyuwantoniNo ratings yet
- Plumbness Report of Cyanide TankDocument2 pagesPlumbness Report of Cyanide TankyuwantoniNo ratings yet
- Roundness Shell # 1 - 1-Tank - 011 BEFORE WELD: Project MTPP66 TK-011 Cyanide Adsorpion TankDocument8 pagesRoundness Shell # 1 - 1-Tank - 011 BEFORE WELD: Project MTPP66 TK-011 Cyanide Adsorpion TankyuwantoniNo ratings yet
- Peaking-Bend Tank 011Document26 pagesPeaking-Bend Tank 011yuwantoniNo ratings yet
- Verticallity / Plumbnes (After Weld)Document6 pagesVerticallity / Plumbnes (After Weld)yuwantoniNo ratings yet
- Plumbnes Strake 5Document1 pagePlumbnes Strake 5yuwantoniNo ratings yet
- Roundness Strake - 2 - (12 Koordinat)Document1 pageRoundness Strake - 2 - (12 Koordinat)yuwantoniNo ratings yet
- Roundness Strake - 2 - (12 Koordinat)Document1 pageRoundness Strake - 2 - (12 Koordinat)yuwantoniNo ratings yet
- New Correlations For Predicting Two Phase Electrical SubmersibleDocument11 pagesNew Correlations For Predicting Two Phase Electrical SubmersibleNicolás Ruiz FuentesNo ratings yet
- Tire Modeling and Friction Estimation: Svendenius, JacobDocument98 pagesTire Modeling and Friction Estimation: Svendenius, JacobIulian NgiNo ratings yet
- Inscription of Preah Vihear Temple of Cambodia For World HeritageDocument131 pagesInscription of Preah Vihear Temple of Cambodia For World HeritageChourn ChamroeurnNo ratings yet
- Neuro Exam ReviewDocument6 pagesNeuro Exam ReviewDianne Flores100% (2)
- 1 Scalars and Vectors Exam Qs and MsDocument81 pages1 Scalars and Vectors Exam Qs and MsAnh TranNo ratings yet
- Chapter 7 STRDocument10 pagesChapter 7 STRmedrekNo ratings yet
- Herman Pardamean Hutabarat: Mechanical EngineerDocument3 pagesHerman Pardamean Hutabarat: Mechanical EngineerHerman HutabaratNo ratings yet
- Headache PAINDocument1 pageHeadache PAINOmarNo ratings yet
- Micom P44X: Numerical Distance Protection RelayDocument80 pagesMicom P44X: Numerical Distance Protection RelayKuenley TiNy OndeNo ratings yet
- Unit Ii, Lesson 4: Qualitative Research in Different Areas of KnowledgeDocument6 pagesUnit Ii, Lesson 4: Qualitative Research in Different Areas of KnowledgeJessy RoseNo ratings yet
- Lam Sendz MmsDocument8 pagesLam Sendz MmsVíc AltamarNo ratings yet
- Internship Report FACTDocument16 pagesInternship Report FACTBennetHailinkNo ratings yet
- Module 2: Hematopoiesis I. General Principles of HematopoiesisDocument13 pagesModule 2: Hematopoiesis I. General Principles of HematopoiesisJane JapoleNo ratings yet
- B. Pharm.2nd 3rd 4th 2016-17Document8 pagesB. Pharm.2nd 3rd 4th 2016-17Mukesh TiwariNo ratings yet
- CAS circuit analysis simulationDocument9 pagesCAS circuit analysis simulationIan MejiaNo ratings yet
- Bradford Protein Assay: Considerations For UseDocument4 pagesBradford Protein Assay: Considerations For UseRaja RajeshwariNo ratings yet
- Analysis of Power Quality Issues and Implementation of UPQC Topologies To Enhance Power System StabilityDocument16 pagesAnalysis of Power Quality Issues and Implementation of UPQC Topologies To Enhance Power System StabilityEditor IJTSRDNo ratings yet
- Tabel Distribusi PoissonDocument2 pagesTabel Distribusi PoissonYo WassupNo ratings yet
- Game Theory Behavioral FinanceDocument5 pagesGame Theory Behavioral Financeplato363No ratings yet
- LG Rotary Compressor GuideDocument32 pagesLG Rotary Compressor Guideวรศิษฐ์ อ๋อง33% (3)
- Diagram PLTA SLJDocument4 pagesDiagram PLTA SLJMEi Cuiet Luph-LuPhNo ratings yet
- Experiment 7 & 11: Presented By: Group 4Document55 pagesExperiment 7 & 11: Presented By: Group 4Julliane JuanNo ratings yet
- Smell and Taste DisordersDocument8 pagesSmell and Taste DisordersAymn MohamedNo ratings yet
- Unit 5 Grammar HFDocument7 pagesUnit 5 Grammar HFMilán Benjámin ZámbóNo ratings yet
- Methods of preparation and properties of amines, alkyl cyanides, nitro compounds and aromatic nitro compoundsDocument22 pagesMethods of preparation and properties of amines, alkyl cyanides, nitro compounds and aromatic nitro compoundsVanshika JainNo ratings yet
- Trắc nghiệm phần thì trong tiếng anh tổng hợp with keysDocument3 pagesTrắc nghiệm phần thì trong tiếng anh tổng hợp with keysMs ArmyNo ratings yet
- BST Chapter 3 Business Environment NotesDocument7 pagesBST Chapter 3 Business Environment NotesAaditi VNo ratings yet
- EE-260 Lecture on Electro-Mechanical Systems and Induced TorqueDocument19 pagesEE-260 Lecture on Electro-Mechanical Systems and Induced TorqueJeff HardyNo ratings yet
- FinalDocument6 pagesFinalIwan IwanNo ratings yet