You might also like
- Plumbnes Strake 3 TK-012 - (12 Koordinat)Document2 pagesPlumbnes Strake 3 TK-012 - (12 Koordinat)yuwantoniNo ratings yet
- Plumbnes Strake 2 - (12 Koordinat)Document1 pagePlumbnes Strake 2 - (12 Koordinat)yuwantoniNo ratings yet
- Roundness Strake - 4-TK-011 (12 Koordinat)Document1 pageRoundness Strake - 4-TK-011 (12 Koordinat)yuwantoniNo ratings yet
- Roundness Strake 1 Aft TK-012 - (12 Koordinat)Document1 pageRoundness Strake 1 Aft TK-012 - (12 Koordinat)yuwantoniNo ratings yet
- Roundness Strake - 2 - (12 Koordinat)Document1 pageRoundness Strake - 2 - (12 Koordinat)yuwantoniNo ratings yet
- Circumference Tank TK-011 Top 300m BottomDocument1 pageCircumference Tank TK-011 Top 300m BottomyuwantoniNo ratings yet
- Plumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat)Document2 pagesPlumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat)yuwantoniNo ratings yet
- Plumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat) - BFR Welding BuffleDocument2 pagesPlumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat) - BFR Welding BuffleyuwantoniNo ratings yet
- Built Up Box PlatesDocument16 pagesBuilt Up Box Platesvrajan1988No ratings yet
- CCF 000163Document1 pageCCF 000163Erik Jhonattan Jara YpanaqueNo ratings yet
- Unit 3 LBC Hot and Cold RecordingDocument12 pagesUnit 3 LBC Hot and Cold RecordingJonasNo ratings yet
- 2.5mm THICK X 75mm 5 X 100mm 5 X 2400mm 40Document1 page2.5mm THICK X 75mm 5 X 100mm 5 X 2400mm 40Masako TerishimaNo ratings yet
- STRAD Consultants (Pte) Ltd. Project No Project: Part of StructureDocument32 pagesSTRAD Consultants (Pte) Ltd. Project No Project: Part of StructureLakmal JayashanthaNo ratings yet
- 1.14.1 MTC-11372 - Tube - 1 TUBINGDocument1 page1.14.1 MTC-11372 - Tube - 1 TUBINGgroupj.sr.servicesNo ratings yet
- PTI - Sheave SPADocument5 pagesPTI - Sheave SPAvilash kumar sNo ratings yet
- Manual Partes Martillo Pb420Document3 pagesManual Partes Martillo Pb420PD Jose JuanNo ratings yet
- Quantity and Quality Certificate (EN 10204/3.1) : PAGE:1/7Document1 pageQuantity and Quality Certificate (EN 10204/3.1) : PAGE:1/7Nilton Santillan OrtegaNo ratings yet
- Stator Core R&R (Equator 1)Document101 pagesStator Core R&R (Equator 1)Mario Gorett Lopez MartinezNo ratings yet
- Conta GemDocument3 pagesConta GemBruna AlmeidaNo ratings yet
- L E A D Statement For The Year 2020-21 Name of Work: Construction of Compound Wall To Cremitorium at Utakunta Thanda (V) of Narayanpet MandalDocument2 pagesL E A D Statement For The Year 2020-21 Name of Work: Construction of Compound Wall To Cremitorium at Utakunta Thanda (V) of Narayanpet MandalK KARTHIKNo ratings yet
- Data Sheet: PQ Cores and AccessoriesDocument6 pagesData Sheet: PQ Cores and AccessoriesLimitedNo ratings yet
- Rotating - Iapetus J Tech201010142Document8 pagesRotating - Iapetus J Tech201010142RenardNo ratings yet
- OQC Inspection Sheet Pulley, Motor, CR: OK OK OK OK OKDocument1 pageOQC Inspection Sheet Pulley, Motor, CR: OK OK OK OK OKadi meliNo ratings yet
- Est 24386 From Chaprac International Corp. 1304Document1 pageEst 24386 From Chaprac International Corp. 1304JonhNo ratings yet
- 2013 Chevrolet Sonic - Engine CoolingDocument85 pages2013 Chevrolet Sonic - Engine Coolingbhanuka2009No ratings yet
- Sertifikat Produksi Caa-2211-00021Document1 pageSertifikat Produksi Caa-2211-00021figo zaliNo ratings yet
- Catalogo para Bandas Spa SPC SPBDocument21 pagesCatalogo para Bandas Spa SPC SPBMARCONo ratings yet
- Technical Data, Caps & ClosuresDocument5 pagesTechnical Data, Caps & ClosuresUpendra PulapatiNo ratings yet
- Specification: SA 600/100 SA 600/150 SA900/300 SA1200/410Document7 pagesSpecification: SA 600/100 SA 600/150 SA900/300 SA1200/410Renard100% (1)
- OQC Inspection Sheet Pulley, Motor, CR: OK OK OK OK OKDocument1 pageOQC Inspection Sheet Pulley, Motor, CR: OK OK OK OK OKadi meliNo ratings yet
- 01 4TNV98T-ZCSTY 规格参数表-英文Document4 pages01 4TNV98T-ZCSTY 规格参数表-英文Eric CNo ratings yet
- 1000 WOG, Economical Type 2-PC Body, Full Port Thread Ends Ball ValveDocument4 pages1000 WOG, Economical Type 2-PC Body, Full Port Thread Ends Ball ValveabrahamNo ratings yet
- Mill Test B500BWRDocument1 pageMill Test B500BWRBinyam AyeleNo ratings yet
- 060320Document3 pages060320ORPNo ratings yet
- Trisolini DavidDocument2 pagesTrisolini DavidDel Castillo OrlandoNo ratings yet
- Vent Pipe Sizing - UpCodesDocument6 pagesVent Pipe Sizing - UpCodesDeochand BridgemohanNo ratings yet
- De 52Document3 pagesDe 52willy HNo ratings yet
- STBD Main EngineDocument6 pagesSTBD Main EngineHarshavardhan chinnarajNo ratings yet
- C09 KFB e PDFDocument1 pageC09 KFB e PDFAbdulNo ratings yet
- Electromagnetic Two Disc, Spring Set BrakeDocument1 pageElectromagnetic Two Disc, Spring Set BrakeAnonymous Ts0uMLFOJNo ratings yet
- Daily Visual SC Maret 2024Document16 pagesDaily Visual SC Maret 2024Wijaya Gyokai IndonesiaNo ratings yet
- PTFE Plate BearingDocument1 pagePTFE Plate BearingChoi Lai LonNo ratings yet
- Bagi APLIKASI REAGENT PHOTOMETERDocument4 pagesBagi APLIKASI REAGENT PHOTOMETERchairranirNo ratings yet
- P&R Infraprojects Limited Material ReceivedDocument2 pagesP&R Infraprojects Limited Material ReceivedTarun KaushalNo ratings yet
- Wb2208-15-Marker ReportDocument1 pageWb2208-15-Marker ReportGas KuyNo ratings yet
- Adjust in Split Product Sparepart (Belum Harga)Document7 pagesAdjust in Split Product Sparepart (Belum Harga)Inkalum 01No ratings yet
- K91.31 Fig T302-M3 B302-S13 en FinalDocument1 pageK91.31 Fig T302-M3 B302-S13 en FinaladrianioantomaNo ratings yet
- I2t - Fusivel 000Document2 pagesI2t - Fusivel 000francieli bergamoNo ratings yet
- Sole Plate-628 R.STDDocument18 pagesSole Plate-628 R.STDVenkatakumarreddy kudumalaNo ratings yet
- MCCB Abh403cDocument3 pagesMCCB Abh403chakiman.irecNo ratings yet
- Layout Ducting & Perhitungan Kapasitas BFQ MC-182Document10 pagesLayout Ducting & Perhitungan Kapasitas BFQ MC-182MakhturNo ratings yet
- PSV 07695Document1 pagePSV 07695Nicolas DelgadoNo ratings yet
- UPN Profile DataDocument2 pagesUPN Profile DataManas80No ratings yet
- Forecast Febuari WK7Document97 pagesForecast Febuari WK7Zulkifli HaidarNo ratings yet
- Load ScheduleDocument3 pagesLoad Scheduleclifford sabiganNo ratings yet
- Oil BDV VectorDocument3 pagesOil BDV Vectorvevese8616No ratings yet
- t-030f Spanish p35-48Document4 pagest-030f Spanish p35-48Juan ContrerasNo ratings yet
- 2107 MH ProductSheet RES-330 A4 EN V12Document3 pages2107 MH ProductSheet RES-330 A4 EN V12Syed NajafNo ratings yet
- Type 13 Ds Jan18Document3 pagesType 13 Ds Jan18Suresh KumarNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
- VendorMaster FormDocument38 pagesVendorMaster FormyuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid C & D 2nd SpliceDocument2 pagesG. Installation or Erection Check Sheet Rev.1 Grid C & D 2nd SpliceyuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
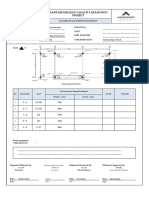
- Martabe Milling Capacity Expantion Project:: Regrindbuilding Switch Room Coloumn Space CheckDocument1 pageMartabe Milling Capacity Expantion Project:: Regrindbuilding Switch Room Coloumn Space CheckyuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
- Summary Report Plumbness - TK - 012Document2 pagesSummary Report Plumbness - TK - 012yuwantoniNo ratings yet
- Roundness Shell # 1 - 1-Tank - 011 BEFORE WELD: Project MTPP66 TK-011 Cyanide Adsorpion TankDocument8 pagesRoundness Shell # 1 - 1-Tank - 011 BEFORE WELD: Project MTPP66 TK-011 Cyanide Adsorpion TankyuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
- Plumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat) - BFR Welding BuffleDocument2 pagesPlumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat) - BFR Welding BuffleyuwantoniNo ratings yet
- Plumbnes Strake 1 Aft TK-012 - (12 Koordinat)Document2 pagesPlumbnes Strake 1 Aft TK-012 - (12 Koordinat)yuwantoniNo ratings yet
- Verticallity / Plumbnes (After Weld)Document6 pagesVerticallity / Plumbnes (After Weld)yuwantoniNo ratings yet
- Verticallty TK 012Document5 pagesVerticallty TK 012yuwantoniNo ratings yet
- Plumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat)Document2 pagesPlumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat)yuwantoniNo ratings yet
- Summary Report Plumbness - TK - 012Document2 pagesSummary Report Plumbness - TK - 012yuwantoniNo ratings yet
- Peaking-Bend Tank 012Document26 pagesPeaking-Bend Tank 012yuwantoniNo ratings yet
- Peaking-Bend Tank 011Document26 pagesPeaking-Bend Tank 011yuwantoniNo ratings yet
- Plumbnes Strake 5Document1 pagePlumbnes Strake 5yuwantoniNo ratings yet
- Raw Materials-IronDocument22 pagesRaw Materials-IronAilson Silva AlvesNo ratings yet
- Freecor LPC English 0Document7 pagesFreecor LPC English 0mgamal1080No ratings yet
- McQuay WHS ChillerDocument28 pagesMcQuay WHS ChillerYorkist100% (1)
- Pharmacology Notes (Introduction To Pharmacology)Document16 pagesPharmacology Notes (Introduction To Pharmacology)BRYCE WILLIAM GONo ratings yet
- Chemical Changes LabDocument5 pagesChemical Changes LabGildardo SalazarNo ratings yet
- Table 1: Patient's Response On The Effectiveness of The Aratiles Leaves TeaDocument11 pagesTable 1: Patient's Response On The Effectiveness of The Aratiles Leaves TeaAlice Del Rosario CabanaNo ratings yet
- Magneto Hydro Dynamic GeneratorDocument19 pagesMagneto Hydro Dynamic GeneratorKarthik ViratNo ratings yet
- 0423a ASKIN XFLAM Performance Panel Roofing-1Document11 pages0423a ASKIN XFLAM Performance Panel Roofing-1MacNo ratings yet
- G10 - Handout - Organic - Makeup Handout - First WeekDocument4 pagesG10 - Handout - Organic - Makeup Handout - First WeekSheela BatterywalaNo ratings yet
- Zatamaru Cjenovnik PregledatiDocument8 pagesZatamaru Cjenovnik PregledatiNemanja StrkicNo ratings yet
- Electrozincados en 10152 (2009)Document18 pagesElectrozincados en 10152 (2009)joaopedrosousaNo ratings yet
- ETT Seminar - Isotopes in MedicineDocument71 pagesETT Seminar - Isotopes in MedicineisocenterNo ratings yet
- Microstructure Examination of SteelDocument8 pagesMicrostructure Examination of SteelArunodha Hettiarachchi50% (6)
- E - 2 - Effect of Casting Shape and Size On Solidification TimeDocument6 pagesE - 2 - Effect of Casting Shape and Size On Solidification Timeoğuz kağanNo ratings yet
- A S M Fahad Hossain Assistant Professor Dept. of CE, AUSTDocument30 pagesA S M Fahad Hossain Assistant Professor Dept. of CE, AUSTMahadi HasanNo ratings yet
- (MySchoolChildren) SKEMA Biologi Percubaan SPM 2012 SBP QDocument27 pages(MySchoolChildren) SKEMA Biologi Percubaan SPM 2012 SBP QIsmaliza IshakNo ratings yet
- Density MethodDocument5 pagesDensity MethodMajed DawaNo ratings yet
- Hyperbaric Oxygen TherapyDocument7 pagesHyperbaric Oxygen Therapy18juni1995No ratings yet
- Bag Tanning IndiaDocument8 pagesBag Tanning IndiaBurhoneySonNo ratings yet
- IGNTU Econtent 674613883400 B.SC EnvironmentalSciences 2 PallaviDas EnvironmentalPollutionandHumanHealth 2Document136 pagesIGNTU Econtent 674613883400 B.SC EnvironmentalSciences 2 PallaviDas EnvironmentalPollutionandHumanHealth 2Neeraj Raushan KanthNo ratings yet
- Outdoor-Indoor Air Pollution in Urban EnvironmentDocument8 pagesOutdoor-Indoor Air Pollution in Urban EnvironmentNikolas Jalu Padma IswaraNo ratings yet
- Project Report On Pigment Print BinderDocument4 pagesProject Report On Pigment Print BinderEIRI Board of Consultants and PublishersNo ratings yet
- Enviromental Toxicity and EvaluationDocument25 pagesEnviromental Toxicity and EvaluationSalma ShadNo ratings yet
- Principles of Topical Therapy: Presented By: DR .Anjali Singh Junior Resident Department of DermatologyDocument25 pagesPrinciples of Topical Therapy: Presented By: DR .Anjali Singh Junior Resident Department of DermatologyRiyaSinghNo ratings yet
- Effect of Transition Metal Oxides On Decomposition and Deflagration of Composite Solid Propellant Systems: A SurveyDocument8 pagesEffect of Transition Metal Oxides On Decomposition and Deflagration of Composite Solid Propellant Systems: A SurveyAmin AminiNo ratings yet
- Materials and Design: Ehab A. El-Danaf, Magdy M. El-Rayes, Mahmoud S. SolimanDocument6 pagesMaterials and Design: Ehab A. El-Danaf, Magdy M. El-Rayes, Mahmoud S. Solimankamal touilebNo ratings yet
- 409 Data BulletinDocument12 pages409 Data BulletinWilliam PaivaNo ratings yet
- Ammonia Shift Engineer Logbook: Front End Staff: BackDocument2 pagesAmmonia Shift Engineer Logbook: Front End Staff: BackjolymolyNo ratings yet
- Sae 1025Document6 pagesSae 1025Mada PerwiraNo ratings yet
- 2014 Online Catlog - PDF MonDocument50 pages2014 Online Catlog - PDF Monjaag2000No ratings yet