You might also like
- EL CID Test and Ring Flux Test On A Stator Core PDFDocument6 pagesEL CID Test and Ring Flux Test On A Stator Core PDFApt Power75% (4)
- 772 - Turbogenerator Stator Windings Support System Experience PDFDocument121 pages772 - Turbogenerator Stator Windings Support System Experience PDFNamLe100% (1)
- Core Flux TestDocument5 pagesCore Flux TestManishaCharatiNo ratings yet
- Elcid Elan-V4.04Document142 pagesElcid Elan-V4.04Luis Fernando GranadosNo ratings yet
- Gac608 Manual enDocument7 pagesGac608 Manual enLeo Burns100% (1)
- Vibrational Behaviour of The Turbo Generator Stator End Winding in CaseDocument12 pagesVibrational Behaviour of The Turbo Generator Stator End Winding in Casekoohestani_afshin50% (2)
- IEEE 115 Measure Shaft VoltageDocument36 pagesIEEE 115 Measure Shaft Voltagepklake1036100% (5)
- Pilot Training Manual (FS)Document460 pagesPilot Training Manual (FS)Chatanyara1992100% (4)
- TESUP ATLAS7 Wind Turbine User ManualDocument30 pagesTESUP ATLAS7 Wind Turbine User ManualWaldemar Alvares Rezende100% (1)
- P1719 Working Document R8 October 2007Document26 pagesP1719 Working Document R8 October 2007metha.d8070No ratings yet
- Core Loss TestingDocument8 pagesCore Loss Testingcompaq1501100% (1)
- Manufacturing of Turbo GeneratorsDocument19 pagesManufacturing of Turbo GeneratorsKeerthana Kola100% (1)
- Turbo GeneratorsDocument26 pagesTurbo Generatorsmani_sneNo ratings yet
- Turbogenerator Basics: Sharmendra Kumar SR Engineer (EMD)Document55 pagesTurbogenerator Basics: Sharmendra Kumar SR Engineer (EMD)Amit BiswasNo ratings yet
- Measurement IR and PIDocument10 pagesMeasurement IR and PIRatheesh KumarNo ratings yet
- GVPI Assessment-EASA 2014 v2Document7 pagesGVPI Assessment-EASA 2014 v2mersiumNo ratings yet
- Impact of Slot Discharges and Vibration Sparking On Stator Winding Life in Large GeneratorsDocument8 pagesImpact of Slot Discharges and Vibration Sparking On Stator Winding Life in Large GeneratorsShanjiNo ratings yet
- Welcome To Presentation On Generator Construction by Pawan BhatlaDocument19 pagesWelcome To Presentation On Generator Construction by Pawan BhatlarahulNranaNo ratings yet
- Diagnostic Tests and Condition Monitoring of Electrical MachinesDocument3 pagesDiagnostic Tests and Condition Monitoring of Electrical Machineslbk50No ratings yet
- Turbine - Generator Topics For Power Plant Engineers - Motoring of A Synchronous GeneratorDocument46 pagesTurbine - Generator Topics For Power Plant Engineers - Motoring of A Synchronous Generatorakm-ntpcNo ratings yet
- A Generator - Our Experience 23042016Document10 pagesA Generator - Our Experience 23042016Chilamkurti Siva Sankara RaoNo ratings yet
- Micadur Compact Industry Insulation System For RotatingDocument8 pagesMicadur Compact Industry Insulation System For Rotatingreygrant3900100% (2)
- Manufacturing of Turbo Generators in BhelDocument26 pagesManufacturing of Turbo Generators in Bhelsarikasony100% (1)
- Study of Turbo-Generators.Document37 pagesStudy of Turbo-Generators.Brijesh Kumar100% (5)
- El Cid Handout PP v1Document66 pagesEl Cid Handout PP v1Carlos MolinaNo ratings yet
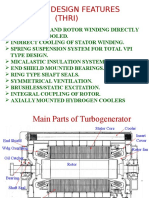
- Sketch ThriDocument35 pagesSketch ThrisahilNo ratings yet
- Operating Experience With A Generator End WindingDocument14 pagesOperating Experience With A Generator End WindingutherunixNo ratings yet
- Design of Electrical Apparatus: A Course Material OnDocument144 pagesDesign of Electrical Apparatus: A Course Material OnBARANIDHARAN TNo ratings yet
- IEEE Guide For Construction and Interpretation of Thermal Limit Curves For Squirrel-Cage MotorsDocument5 pagesIEEE Guide For Construction and Interpretation of Thermal Limit Curves For Squirrel-Cage MotorsRaimundo LimaNo ratings yet
- Cigre 257 El Cid Electromagnetic Core Imperfection DetectorDocument12 pagesCigre 257 El Cid Electromagnetic Core Imperfection Detectormramirez1741100% (2)
- Generator Field Winding Shorted Turns: Observed Conditions and CausesDocument11 pagesGenerator Field Winding Shorted Turns: Observed Conditions and CausesFritz Hasugian100% (1)
- El-CID Testing PDFDocument16 pagesEl-CID Testing PDFA.YOGAGURUNo ratings yet
- Core Monitoring and Testing - AC MachinesDocument40 pagesCore Monitoring and Testing - AC MachinesMaycon MaranNo ratings yet
- Testing of Large Electric Generators For Suitability of ServiceDocument32 pagesTesting of Large Electric Generators For Suitability of ServiceDany KanNo ratings yet
- Ieee Guide For The Rewind of Synchronous Generators 50 HZ and 60Document110 pagesIeee Guide For The Rewind of Synchronous Generators 50 HZ and 60Diego Ramos100% (1)
- IEEE Guide For Testing Turn-To-TurnDocument19 pagesIEEE Guide For Testing Turn-To-TurnBheem NaveenNo ratings yet
- Bhel ReportDocument13 pagesBhel ReportAtul TripathiNo ratings yet
- G19 - Generator Maintenance Introduction PDFDocument80 pagesG19 - Generator Maintenance Introduction PDFthongsavanh100% (1)
- Synchronous Generator Pitch and Distribution FactorsDocument27 pagesSynchronous Generator Pitch and Distribution FactorsPao Castillon0% (2)
- Vdocument - in Generator Maintenance Frame 6 Users Groupframe 6 Users Grouporgwp Contentuploads2018096bDocument27 pagesVdocument - in Generator Maintenance Frame 6 Users Groupframe 6 Users Grouporgwp Contentuploads2018096bMahesh MishraNo ratings yet
- GENERATOR Mech Construction OriginalDocument50 pagesGENERATOR Mech Construction OriginalSam100% (1)
- ProjectDocument84 pagesProjectgnikhilreddy2No ratings yet
- Bus Bar Protection Gyanendra Sharma NPTI DelhiDocument39 pagesBus Bar Protection Gyanendra Sharma NPTI DelhiNPTINo ratings yet
- Generator LiteratureDocument10 pagesGenerator LiteratureHetal LakhaniNo ratings yet
- Turbine + Generator ProtectionsDocument100 pagesTurbine + Generator ProtectionsJhajjarNo ratings yet
- Sizing Generators For Leading Power FactorDocument9 pagesSizing Generators For Leading Power Factor최형식No ratings yet
- Manufacturing of Turbo Generators in BHELDocument8 pagesManufacturing of Turbo Generators in BHELPraveen KumarNo ratings yet
- Insulation System in Turbo GeneratorsDocument34 pagesInsulation System in Turbo GeneratorsVamshi Raj100% (1)
- Nerators PDFDocument34 pagesNerators PDFShi YoshiNo ratings yet
- ReadingDocument292 pagesReadingevonik123456No ratings yet
- Insulation of Turbogenerators by VPI Process PDFDocument65 pagesInsulation of Turbogenerators by VPI Process PDFprinceshankerNo ratings yet
- Bhel Mini Pro Report On Turbo Generators 1Document53 pagesBhel Mini Pro Report On Turbo Generators 1Akirakumar100% (1)
- 641 Guide On Economic Evaluation of Refurbishment Replacement Decisions On GeneratorsDocument74 pages641 Guide On Economic Evaluation of Refurbishment Replacement Decisions On Generatorswoop100% (1)
- Renovation Modernization and Uprating of Hydro Power StationsDocument5 pagesRenovation Modernization and Uprating of Hydro Power StationsAbhijeet SinghNo ratings yet
- Determining The Efficiency of Induction Machines, Converters and SoftstartersDocument8 pagesDetermining The Efficiency of Induction Machines, Converters and Softstarterssadeq03No ratings yet
- Technical Note Winding Pitch LR - 040214Document2 pagesTechnical Note Winding Pitch LR - 040214shinichie100% (1)
- Problems in the Design and Development of 750 MW Turbogenerators: International Series of Monographs on Electronics and InstrumentationFrom EverandProblems in the Design and Development of 750 MW Turbogenerators: International Series of Monographs on Electronics and InstrumentationNo ratings yet
- Problems With Modern Air-Cooled Generator STATOR WINDING INSULATIONDocument8 pagesProblems With Modern Air-Cooled Generator STATOR WINDING INSULATIONBasu Deo BhomiaNo ratings yet
- AAAdddd 1Document3 pagesAAAdddd 1Anonymous ufMAGXcskMNo ratings yet
- Flash BainiteDocument25 pagesFlash BainiteJOSE MIGUELNo ratings yet
- 01 Transformer ConstructionDocument32 pages01 Transformer ConstructionaswardiNo ratings yet
- Anchoring of Monolithic Refractories - UkDocument9 pagesAnchoring of Monolithic Refractories - Ukantoniorossini100% (1)
- Project PowerdistributionDocument10 pagesProject Powerdistributionchilamkurti_sivasankararaoNo ratings yet
- Testing of Distance RelaysDocument10 pagesTesting of Distance Relayschilamkurti_sivasankararaoNo ratings yet
- Fan Power ConsumptionDocument8 pagesFan Power Consumptionchilamkurti_sivasankararaoNo ratings yet
- Motors Voltage UnbalanceDocument8 pagesMotors Voltage Unbalancechilamkurti_sivasankararaoNo ratings yet
- Calculations of Protective Relay SettingsDocument65 pagesCalculations of Protective Relay SettingsAngga Wira Pramana100% (12)
- A Comparison Between High-Impedance and Low-Impedance Restricted Earth-Fault Transformer ProtectionDocument9 pagesA Comparison Between High-Impedance and Low-Impedance Restricted Earth-Fault Transformer ProtectionManisha MisraNo ratings yet
- A Comparison Between High-Impedance and Low-Impedance Restricted Earth-Fault Transformer ProtectionDocument9 pagesA Comparison Between High-Impedance and Low-Impedance Restricted Earth-Fault Transformer ProtectionManisha MisraNo ratings yet
- Pages From Influence of Customer's Specifications Upon Design Featu Res of The Epr TurbogeneratorDocument1 pagePages From Influence of Customer's Specifications Upon Design Featu Res of The Epr TurbogeneratorNirav PathakNo ratings yet
- CAT Electric Drives Product Catalogue eDocument52 pagesCAT Electric Drives Product Catalogue ejunyang liNo ratings yet
- 9-2009Document10 pages9-2009Theophilus ThistlerNo ratings yet
- Document 2 Wpmz-5,6 WatanabeDocument35 pagesDocument 2 Wpmz-5,6 WatanabeHendrik BastiwNo ratings yet
- Coelmo'S Gen Sets DM Series: WWW - Jeepsea.Co - IlDocument25 pagesCoelmo'S Gen Sets DM Series: WWW - Jeepsea.Co - IlMedrouaNo ratings yet
- TC 1703 GobernadorDocument39 pagesTC 1703 GobernadorKatherine M. Castillo100% (1)
- 8.1 Energy SourcesDocument42 pages8.1 Energy SourcesLuis BenavidesNo ratings yet
- Generation Control: Generation Control: An Integrated Secondary Controller For Generators in Industry GridsDocument2 pagesGeneration Control: Generation Control: An Integrated Secondary Controller For Generators in Industry Gridsathrun zalaNo ratings yet
- CHAPTER - 13-Magnetic Effect of Electric CurrentDocument2 pagesCHAPTER - 13-Magnetic Effect of Electric CurrentVaibhav AnandNo ratings yet
- Ground ResistorDocument2 pagesGround Resistorashoksince2005No ratings yet
- 1985-Grounding Considerations in CogenerationDocument10 pages1985-Grounding Considerations in Cogenerationjulio_nunes21No ratings yet
- Xp13000Eh Generator: User ManualDocument66 pagesXp13000Eh Generator: User ManualANGEL MALAVERNo ratings yet
- 130 Electrical Energy InnovationsDocument144 pages130 Electrical Energy InnovationsAnonymous SeVjtYNo ratings yet
- Flightsafety International: Q400 Maintenance Initial Week 1 Homework Questions Atas 5-12, 20, 24, 31, 23, 45Document31 pagesFlightsafety International: Q400 Maintenance Initial Week 1 Homework Questions Atas 5-12, 20, 24, 31, 23, 45om prakash patelNo ratings yet
- Soal Tugas Electrical Fundamental2020Document17 pagesSoal Tugas Electrical Fundamental20202B - 060 - Zaky M. Abd.No ratings yet
- Grounding and Ground Fault Protection of Multiple GeneratorsDocument26 pagesGrounding and Ground Fault Protection of Multiple Generatorssispot_engNo ratings yet
- Electrical Supply: Engineering Technical EnglishDocument15 pagesElectrical Supply: Engineering Technical EnglishmuntaserNo ratings yet
- GC 1f Data Sheet 4921240406 UkDocument20 pagesGC 1f Data Sheet 4921240406 UkpierreNo ratings yet
- Mainspro: Installation and Operation Guide Application Guide Reference GuideDocument55 pagesMainspro: Installation and Operation Guide Application Guide Reference GuidegealifeNo ratings yet
- 12 Physics HonorsDocument24 pages12 Physics HonorsSamNo ratings yet
- BHELDocument20 pagesBHELRaghavendra SattigeriNo ratings yet
- DECEMBER 2018 Surplus Record Machinery & Equipment DirectoryDocument717 pagesDECEMBER 2018 Surplus Record Machinery & Equipment DirectorySurplus RecordNo ratings yet
- Rotating Field TheoryDocument74 pagesRotating Field TheoryKyambi MutiaNo ratings yet
- Electrical Design CriteriaDocument27 pagesElectrical Design Criteriaapi-385494283% (6)
- Basic Principles and Functions of Electrical MachinesDocument8 pagesBasic Principles and Functions of Electrical MachinesAymen LpizraNo ratings yet
- MET Till DEC 2018 PDFDocument171 pagesMET Till DEC 2018 PDFt.srinivasanNo ratings yet
- Product Note Engine Generators 9AKK106094 RevC EN 10-2019 Lowres PDFDocument4 pagesProduct Note Engine Generators 9AKK106094 RevC EN 10-2019 Lowres PDFvogid38712No ratings yet