You might also like
- Milling Machining Centers GuideDocument5 pagesMilling Machining Centers GuideJose JulianNo ratings yet
- Milling Machining Centers GuideDocument5 pagesMilling Machining Centers GuideJose JulianNo ratings yet
- Milling Center Basics: CNC, Tools, ProcessesDocument5 pagesMilling Center Basics: CNC, Tools, ProcessesSelan MatlanNo ratings yet
- CNC MillingDocument8 pagesCNC MillingNashon MutuaNo ratings yet
- DV09PUB1 Study GuideDocument5 pagesDV09PUB1 Study Guidesbbu agraNo ratings yet
- Study of Operational Concepts Of: Conventional and CNC Machines - Lathe & MillingDocument38 pagesStudy of Operational Concepts Of: Conventional and CNC Machines - Lathe & MillingUpender DhullNo ratings yet
- CNC MilingDocument10 pagesCNC MilingAbdul HameedNo ratings yet
- Tool and Cutter GrinderDocument6 pagesTool and Cutter GrinderNav Srinath100% (1)
- Tools and Work Holding Devices of CNC MachinesDocument9 pagesTools and Work Holding Devices of CNC Machinessham javed100% (1)
- Imp Lab ManualDocument36 pagesImp Lab ManualAnas MuhammedNo ratings yet
- IMP Lab Manual - Autumn 2019Document48 pagesIMP Lab Manual - Autumn 2019ZANTHERNo ratings yet
- CAM Notes 1Document10 pagesCAM Notes 1FELIX KEUYANo ratings yet
- Uses of CNC Lathe MachineDocument3 pagesUses of CNC Lathe MachineKhairul IkhwanNo ratings yet
- CNC ManufacturingDocument9 pagesCNC ManufacturingJohn Philip Nadal IIINo ratings yet
- CNC Milling: Dr. Azhar Equbal Dept. of Mechanical EngineerngDocument13 pagesCNC Milling: Dr. Azhar Equbal Dept. of Mechanical EngineerngAzhar EqubalNo ratings yet
- Machine OperationDocument4 pagesMachine OperationMaster BomboNo ratings yet
- CAM Notes 2Document15 pagesCAM Notes 2FELIX KEUYANo ratings yet
- Knowledge of Conventional Techniques & CNCDocument27 pagesKnowledge of Conventional Techniques & CNCTool Room CIPET GHYNo ratings yet
- Report CNC MillingDocument16 pagesReport CNC Millingharislukman100% (5)
- CNC Machining Operations GuideDocument51 pagesCNC Machining Operations GuideEngr.shamiNo ratings yet
- MTM Lab PresentationDocument26 pagesMTM Lab PresentationMuhammad WaseemNo ratings yet
- Report Writing On Milling MachineDocument11 pagesReport Writing On Milling MachineSailesh Pathak100% (1)
- Practical 7Document2 pagesPractical 7AARSHNo ratings yet
- Turning and Lathe - Guia de Estudo - 2016Document10 pagesTurning and Lathe - Guia de Estudo - 2016Anderson R. RojasNo ratings yet
- Note CNC Lathe MachineDocument19 pagesNote CNC Lathe MachineSyafi NafisNo ratings yet
- Module 4 (Machine Shop) : Definition of MachiningDocument27 pagesModule 4 (Machine Shop) : Definition of MachiningHarshit Kumar100% (1)
- Basic Maching Process and Machine Tools Part 1Document47 pagesBasic Maching Process and Machine Tools Part 1prashrit sapkotaNo ratings yet
- Manufacturing Processes - III Manufacturing Processes - III: Outline of PresentationDocument54 pagesManufacturing Processes - III Manufacturing Processes - III: Outline of PresentationnagsenNo ratings yet
- Cutting Tool (Milling Machine) PerformanceDocument12 pagesCutting Tool (Milling Machine) PerformanceLashawn de MelNo ratings yet
- Department of Mechanical Engineering: SJB Institute of TechnologyDocument54 pagesDepartment of Mechanical Engineering: SJB Institute of TechnologyChidu KNo ratings yet
- Machine ToolDocument17 pagesMachine Toolbaziryz123No ratings yet
- Mold Machining Methods, Part 1Document22 pagesMold Machining Methods, Part 1Edenilson FadekNo ratings yet
- Computer Numerical Control: Summer Training Report' "IN" Ordnance Factory MuradnagarDocument12 pagesComputer Numerical Control: Summer Training Report' "IN" Ordnance Factory MuradnagarVishal RajoraNo ratings yet
- Chapter 1Document17 pagesChapter 1shubhanshuNo ratings yet
- Turning and Machining CentresDocument26 pagesTurning and Machining CentresBhado GagoNo ratings yet
- Introduction To SectionsDocument10 pagesIntroduction To Sectionssuresh100% (1)
- Milling MachineDocument20 pagesMilling MachineMohd Radzi Kaki Limo100% (1)
- Laboratory 6Document9 pagesLaboratory 6Andy BirdieNo ratings yet
- Richland CNC Turning BasicsDocument34 pagesRichland CNC Turning BasicsBADINEHALSANDEEPNo ratings yet
- Scott Fall2010 IT208 Chapter19Document79 pagesScott Fall2010 IT208 Chapter19feni4kaNo ratings yet
- Surendra Yadav SirDocument27 pagesSurendra Yadav SirNikhil Sai KammaNo ratings yet
- CNC Machine Tools GuideDocument6 pagesCNC Machine Tools GuideGM Business DevelopmentNo ratings yet
- Power Point PersentationDocument16 pagesPower Point PersentationMD AFSHANNo ratings yet
- 14.automatic Rotating Table With Sequence Operating MachineDocument2 pages14.automatic Rotating Table With Sequence Operating MachineChockalingam AthilingamNo ratings yet
- Module 1 - Machining Science and Jigs & Fixtures (21me42)Document70 pagesModule 1 - Machining Science and Jigs & Fixtures (21me42)Manoj NNo ratings yet
- Buckling AnalysisDocument9 pagesBuckling Analysischandravadiyaketan1504No ratings yet
- Milling ReportDocument5 pagesMilling ReportMuhammad Fadhli80% (5)
- 22 Use of Various Attachments in Machine Tools.Document19 pages22 Use of Various Attachments in Machine Tools.PRASAD326100% (5)
- Turning and Lathe Basics Training ObjectivesDocument8 pagesTurning and Lathe Basics Training ObjectivesSowjanya VenigallaNo ratings yet
- Machining: Machining Is Any of Various Processes in Which A Piece of RawDocument7 pagesMachining: Machining Is Any of Various Processes in Which A Piece of RawAshwin KumarNo ratings yet
- Workshop Technology: Lecture#5 By: Waleed AslamDocument41 pagesWorkshop Technology: Lecture#5 By: Waleed AslamMuhammad ZeerakNo ratings yet
- Cam RepotrtDocument12 pagesCam RepotrtAntony NjorogeNo ratings yet
- Internship Report EditedDocument28 pagesInternship Report EditedRohanRayNo ratings yet
- Lec - 9 - Milling-Gear Cutting-CNCDocument38 pagesLec - 9 - Milling-Gear Cutting-CNCsaxadi4814No ratings yet
- Turning vs Milling readingDocument6 pagesTurning vs Milling readingEnri JaénNo ratings yet
- Production Engineering: Jig and Tool DesignFrom EverandProduction Engineering: Jig and Tool DesignRating: 4 out of 5 stars4/5 (9)
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Grinding Overview: Machinist Grinder Interview Questions and AnswersFrom EverandGrinding Overview: Machinist Grinder Interview Questions and AnswersNo ratings yet
- Project Report FinalDocument52 pagesProject Report FinalAmirAmiri0% (1)
- Guidelines: Injection Mold DesignDocument4 pagesGuidelines: Injection Mold DesignAmirAmiriNo ratings yet
- Moldeadora PDFDocument12 pagesMoldeadora PDFAmirAmiriNo ratings yet
- 1320 HP Zr2440w MonitorDocument2 pages1320 HP Zr2440w MonitorAmirAmiriNo ratings yet
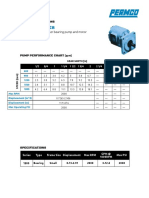
- Technical specifications and performance charts for 1500 series small displacement roller bearing pumpsDocument2 pagesTechnical specifications and performance charts for 1500 series small displacement roller bearing pumpsAmirAmiriNo ratings yet
- Fatigue Testing MachineDocument3 pagesFatigue Testing MachineAmirAmiriNo ratings yet
- D 004663 PDFDocument96 pagesD 004663 PDFAmirAmiriNo ratings yet
- Engineering Plastics..Document55 pagesEngineering Plastics..AmirAmiriNo ratings yet
- Aluminium Alloy 1100 Data SheetDocument1 pageAluminium Alloy 1100 Data SheetKhaja NawasNo ratings yet
- PDM PLMDocument7 pagesPDM PLMAmirAmiriNo ratings yet
- Forging 140519005802 Phpapp02Document38 pagesForging 140519005802 Phpapp02AmirAmiriNo ratings yet
- 1511 04990Document20 pages1511 04990AmirAmiriNo ratings yet
- Te TramerDocument8 pagesTe TramerAmirAmiriNo ratings yet
- Interface: Giving People A VoiceDocument3 pagesInterface: Giving People A VoiceAmirAmiriNo ratings yet
- Injection Moulding: CD Catalogue Online CatalogueDocument1 pageInjection Moulding: CD Catalogue Online CatalogueAmirAmiriNo ratings yet
- Ground Spur Gears Module 0.5 ISO Class 5 8mm Face 20Document2 pagesGround Spur Gears Module 0.5 ISO Class 5 8mm Face 20AmirAmiriNo ratings yet
- Injection Molding Lecture 09-04-08Document20 pagesInjection Molding Lecture 09-04-08viswaforuNo ratings yet
- Honeywell Ekoflush - Airco SpoelenDocument4 pagesHoneywell Ekoflush - Airco SpoelenAmirAmiriNo ratings yet
- Injection Moulding: CD Catalogue Online CatalogueDocument1 pageInjection Moulding: CD Catalogue Online CatalogueAmirAmiriNo ratings yet
- Eastman Polymers - Processing and Mold Design GuidelinesDocument44 pagesEastman Polymers - Processing and Mold Design GuidelinesnimonhNo ratings yet
- Dmls Design GuidelinesDocument8 pagesDmls Design GuidelinesAmirAmiriNo ratings yet
- Scoring Short Ipaq April04Document9 pagesScoring Short Ipaq April04AmirAmiriNo ratings yet
- Training Documents - SolidWorks ComposerDocument2 pagesTraining Documents - SolidWorks ComposerAmirAmiriNo ratings yet
- PrefDocument3 pagesPrefAmirAmiriNo ratings yet
- Plate Design For Husky Manifold SystemsDocument14 pagesPlate Design For Husky Manifold SystemsAmirAmiriNo ratings yet
- Injection MoldingDocument8 pagesInjection MoldingDebasmiti MishraNo ratings yet
- Appendix Nve: RsionsDocument7 pagesAppendix Nve: RsionsAmirAmiriNo ratings yet
- 522541Document8 pages522541AmirAmiriNo ratings yet
- Harmonic Motion of A Maxwell Model: Trigonometric NotationDocument4 pagesHarmonic Motion of A Maxwell Model: Trigonometric NotationAmirAmiriNo ratings yet
- Tool CRMDocument36 pagesTool CRMAmirAmiriNo ratings yet