You might also like
- Poposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015Document12 pagesPoposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015MulPXNo ratings yet
- BK5TQ4 248 094 - WPS For Ducting & Support Structure Stainless Steel V Groove WeldDocument2 pagesBK5TQ4 248 094 - WPS For Ducting & Support Structure Stainless Steel V Groove WeldHarkesh RajputNo ratings yet
- Crude Oil Storage Tanks-BasicsDocument176 pagesCrude Oil Storage Tanks-BasicsPandipperumal Sankaralingam100% (44)
- 329 Banned FDC Drugs Wef 12.09.2018Document10 pages329 Banned FDC Drugs Wef 12.09.2018The Indian Express100% (16)
- Sa 516 GR 70 WPSDocument5 pagesSa 516 GR 70 WPSRajesh Owaiyar71% (7)
- What Every Engineer Should Know About Welding ProceduresDocument13 pagesWhat Every Engineer Should Know About Welding Proceduresarash59_4uNo ratings yet
- WPS FormatDocument2 pagesWPS FormatAmit SarkarNo ratings yet
- Metrode WPS SuperduplexDocument4 pagesMetrode WPS SuperduplexClaudia Mms100% (3)
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (3)
- AWS D1.1 - Example PQR & WPS DocumentsDocument4 pagesAWS D1.1 - Example PQR & WPS DocumentsPaul Cassells0% (1)
- Procedure Qualification Record (PQR)Document3 pagesProcedure Qualification Record (PQR)Senthil KumaranNo ratings yet
- Wps Magi Tig ExempleDocument6 pagesWps Magi Tig ExempleDanem HalasNo ratings yet
- WPSDocument6 pagesWPSYASH BARDHAN SinghNo ratings yet
- Book RustDocument271 pagesBook RustNICOLAS CASSIO DOS SANTOSNo ratings yet
- WPS and PQRDocument4 pagesWPS and PQRdandiar1No ratings yet
- WPS Dissimilar UpdatedDocument3 pagesWPS Dissimilar UpdatedVimin Prakash100% (1)
- WPS PQR-09Document11 pagesWPS PQR-09Ranjan KumarNo ratings yet
- WPSDocument3 pagesWPSKhurram Burjees100% (1)
- 19403955-WPS M.S. Is 2062Document10 pages19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- Sample WPS SMAW Stainless SteelDocument7 pagesSample WPS SMAW Stainless Steeldaemsal100% (4)
- WPS For Structure Mild Steel Fillet WeldDocument2 pagesWPS For Structure Mild Steel Fillet WeldHarkesh Rajput76% (17)
- Wps 316L SMAW+GTAW R00Document2 pagesWps 316L SMAW+GTAW R00Richard Periyanayagam86% (14)
- WPS GTAW Stainless SteelDocument4 pagesWPS GTAW Stainless SteelAnand NarayananNo ratings yet
- Welding Procedure Specification-1Document8 pagesWelding Procedure Specification-1Suresh Rathod100% (2)
- WPS PQRDocument23 pagesWPS PQRHashim Khan88% (8)
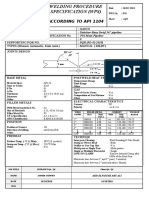
- Welding Procedure Specification (WPS) : According To Api 1104Document1 pageWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- Smaw Wps FinalDocument3 pagesSmaw Wps FinalsheikmoinNo ratings yet
- WPSDocument2 pagesWPSJuli Agus50% (2)
- Flange Weight ChartDocument1 pageFlange Weight Chartabhishek198327No ratings yet
- Wps For Steel RodsDocument5 pagesWps For Steel RodsHamid MansouriNo ratings yet
- WPS 316 LDocument4 pagesWPS 316 Llaz_k100% (2)
- Wps Magi Tig Exemple PDFDocument6 pagesWps Magi Tig Exemple PDFJaime PatrónNo ratings yet
- WPS Pipe 08'' SHD 40 SMAW REV02Document2 pagesWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejNo ratings yet
- WPS (AsmeDocument8 pagesWPS (AsmeMohammad Elhedaby100% (6)
- Defence Expo2022Document111 pagesDefence Expo2022Jyotsna Pandey50% (2)
- Qap For DCP Tank: 1. Material IdentificationDocument5 pagesQap For DCP Tank: 1. Material Identificationabhishek198327No ratings yet
- Reports - QAQC - R0Document10 pagesReports - QAQC - R0talupurumNo ratings yet
- WPS PQR A36.20Document5 pagesWPS PQR A36.20gchaves504100% (2)
- P91 Profile WpsDocument6 pagesP91 Profile WpsZead Ali Adal100% (2)
- Wps A53 Gtaw R00Document2 pagesWps A53 Gtaw R00Richard PeriyanayagamNo ratings yet
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- Welding Procedure Specification For 24'' PipeDocument2 pagesWelding Procedure Specification For 24'' Pipeenels77100% (2)
- Ilcs-Smaw-D1.3-Deck (G) WPSDocument3 pagesIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- PQR FormatDocument2 pagesPQR Formatravi0009880% (5)
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Document5 pagesWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- Helium Leak Testing GuideDocument2 pagesHelium Leak Testing Guideabhishek198327100% (1)
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- WPS Sitelca S002Document2 pagesWPS Sitelca S002Jose Antonio GomezNo ratings yet
- SS312 Type310Document4 pagesSS312 Type310Vimin PrakashNo ratings yet
- WPSDocument6 pagesWPSNur Wijianto100% (1)
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- 7 Structures Jim Stear PDFDocument22 pages7 Structures Jim Stear PDFAndi SuntoroNo ratings yet
- 6GR WPS PQRDocument15 pages6GR WPS PQRKiukStaks100% (6)
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad Pathan100% (1)
- Wps p91 - BhelDocument2 pagesWps p91 - BhelAshish Gupta100% (4)
- Welding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Document2 pagesWelding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Harshit AdwaniNo ratings yet
- Welder Monitoring SheetDocument1 pageWelder Monitoring SheetQC apollohx100% (1)
- AAU5726 Installation GuideDocument73 pagesAAU5726 Installation GuideBerSerk100% (1)
- WPS & PQRDocument46 pagesWPS & PQRJohn Candidate CIns88% (8)
- WPS Multi GMAW FCAW PDFDocument2 pagesWPS Multi GMAW FCAW PDFwentroprem75% (4)
- Welding Procedure Specification SampleDocument2 pagesWelding Procedure Specification Samplesamer_saif8456100% (1)
- Manual MstowerDocument264 pagesManual MstowerPaul_delgado75% (8)
- PWPS For Piping-API 1104Document6 pagesPWPS For Piping-API 1104Nguyen Tien Luong100% (1)
- Smaw PQR FinalDocument3 pagesSmaw PQR Finalsheikmoin100% (1)
- Flange Weight Chart PDFDocument4 pagesFlange Weight Chart PDFl kishore100% (2)
- PT Kuwera Karya Me: PanduDocument2 pagesPT Kuwera Karya Me: PanduGalang Pratama PutraNo ratings yet
- 03 WPS CS 1Document3 pages03 WPS CS 1mohammadNo ratings yet
- 653 WPS-PQR PDFDocument4 pages653 WPS-PQR PDFETSNo ratings yet
- Automatic, Manual, Machine, or Semi-Auto.Document10 pagesAutomatic, Manual, Machine, or Semi-Auto.ChE_MattNo ratings yet
- Des QC 8505 Ab 08Document3 pagesDes QC 8505 Ab 08Touseef RafiqueNo ratings yet
- Sample WPS For SSDocument2 pagesSample WPS For SSSachin S. SalunkheNo ratings yet
- CR Equivalent Ni Equivalent Ferrite Number 20.57 Md30 Temperature Acc. To NoharaDocument2 pagesCR Equivalent Ni Equivalent Ferrite Number 20.57 Md30 Temperature Acc. To Noharaabhishek198327No ratings yet
- Article - Stress Relieving Heat Treatments For Austenitic Stainless SteelsDocument2 pagesArticle - Stress Relieving Heat Treatments For Austenitic Stainless Steelsabhishek198327No ratings yet
- Welding Rod Selection 1 PDFDocument1 pageWelding Rod Selection 1 PDFabhishek198327100% (2)
- Nozzle THKDocument6 pagesNozzle THKabhishek198327No ratings yet
- TrolleyDocument1 pageTrolleyabhishek198327No ratings yet
- Stress ConcentrationDocument4 pagesStress Concentrationabhishek198327No ratings yet
- Qap For Inconel Process VesselDocument3 pagesQap For Inconel Process Vesselabhishek198327No ratings yet
- Kjlced09 Sec01 Pages129-145 Bellowstubing&WeldfittingsDocument17 pagesKjlced09 Sec01 Pages129-145 Bellowstubing&Weldfittingsabhishek198327No ratings yet
- Glasswool Spec PDFDocument3 pagesGlasswool Spec PDFabhishek198327No ratings yet
- Tema EnqDocument24 pagesTema Enqabhishek198327No ratings yet
- AGI Accounting FraudDocument9 pagesAGI Accounting Fraudayushaslaliya110No ratings yet
- Letter of Recommendation - Josh SethiDocument1 pageLetter of Recommendation - Josh Sethiapi-346224560No ratings yet
- MMC Questions For Division Finals Grade 10 PDFDocument2 pagesMMC Questions For Division Finals Grade 10 PDFMaricel DayritNo ratings yet
- Physics Katete Grade 10Document68 pagesPhysics Katete Grade 10joshua witika100% (1)
- 2 Grade Inquiry-Based Lesson South Africa vs. Slaton, TXDocument31 pages2 Grade Inquiry-Based Lesson South Africa vs. Slaton, TXSamantha MelvinNo ratings yet
- SPP (605 - A) Planning Studio Iii (Site Planning) Residential - LUDHIANADocument4 pagesSPP (605 - A) Planning Studio Iii (Site Planning) Residential - LUDHIANApoojagnduNo ratings yet
- Guía de Inglés Grado Sexto-Periodo 2 - Indicador 1.Document2 pagesGuía de Inglés Grado Sexto-Periodo 2 - Indicador 1.Harold ÁlvarezNo ratings yet
- QUIZ#2Document2 pagesQUIZ#2Elmera Lene CaballesNo ratings yet
- CPS 4 Advanced ConceptsDocument312 pagesCPS 4 Advanced ConceptssudharaghavanNo ratings yet
- Draft Ucg ImmDocument24 pagesDraft Ucg Immzoel tekmiraNo ratings yet
- KilambakkamDocument1 pageKilambakkamdeboline mitraNo ratings yet
- PD ReportDocument46 pagesPD ReportNoor SultanNo ratings yet
- Slide - Egg-87489-Background Mickey Mouse PowerPointDocument11 pagesSlide - Egg-87489-Background Mickey Mouse PowerPointGlamang ES (R XII - South Cotabato)No ratings yet
- Tupperware-Ultimo Lifestyle CatalougesDocument12 pagesTupperware-Ultimo Lifestyle CatalougesPradeep Kumar SinghNo ratings yet
- FYP Report MDocument33 pagesFYP Report MSumaira SaifNo ratings yet
- Postgraduate Programs in Disaster Management (PPDM) : Sample Questions For Admission TestDocument5 pagesPostgraduate Programs in Disaster Management (PPDM) : Sample Questions For Admission Testomi sunNo ratings yet
- Soft Computing Fundamentals and Applications EbookDocument4 pagesSoft Computing Fundamentals and Applications EbookGrammarly AccountNo ratings yet
- PWC Kenya Graduate Recruitment 2012 BrochureDocument28 pagesPWC Kenya Graduate Recruitment 2012 BrochureJackpin Ole Ntummantan GalfenNo ratings yet
- Limit State Response of Composite Columns and Beam-Columns Part 1: Formulation of Design Provisions For The 2005 AISC SpecificationDocument19 pagesLimit State Response of Composite Columns and Beam-Columns Part 1: Formulation of Design Provisions For The 2005 AISC SpecificationvardhangargNo ratings yet
- Extrude PDF Vector in 3ds MaxDocument2 pagesExtrude PDF Vector in 3ds MaxJenniferNo ratings yet
- Elfmatic G3Document1 pageElfmatic G3Pancho CamposNo ratings yet
- MBA Project Resdffdport On Job Satisfaction of EmployeesDocument13 pagesMBA Project Resdffdport On Job Satisfaction of EmployeesJames BlackNo ratings yet
- Donald Barthelme's Snow White SummaryDocument26 pagesDonald Barthelme's Snow White SummaryAnu Elezabath VarugheseNo ratings yet
- Vampires Zombies Are They Real Yazhi Swaruu and Aneeka ExplainDocument5 pagesVampires Zombies Are They Real Yazhi Swaruu and Aneeka ExplainWentworth Scofield IINo ratings yet