You might also like
- Glycol Reboiler Still Welding Procedure Specification (PWPSDocument2 pagesGlycol Reboiler Still Welding Procedure Specification (PWPSstdshopNo ratings yet
- According To ASME IX: Welding Procedure Specification (W.P.S)Document4 pagesAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehNo ratings yet
- WPS GTAW Stainless SteelDocument4 pagesWPS GTAW Stainless SteelAnand NarayananNo ratings yet
- WPS FormatDocument2 pagesWPS FormatAmit SarkarNo ratings yet
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Document5 pagesWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- WPSDocument3 pagesWPSKhurram Burjees100% (1)
- WPS For Structure Mild Steel Fillet Weld PDFDocument2 pagesWPS For Structure Mild Steel Fillet Weld PDFHarshit AdwaniNo ratings yet
- Gtaw Smaw 6 Inch 6G CSDocument1 pageGtaw Smaw 6 Inch 6G CSKentDemeterio100% (1)
- WPS and PQRDocument4 pagesWPS and PQRdandiar1No ratings yet
- PQRDocument2 pagesPQRalokbdasNo ratings yet
- WPS PQR A36.20Document5 pagesWPS PQR A36.20gchaves504100% (2)
- Weldspec ASME PQRDocument2 pagesWeldspec ASME PQRSunil KumarNo ratings yet
- WPS & PQRDocument46 pagesWPS & PQRJohn Candidate CIns88% (8)
- PQR FormatDocument2 pagesPQR Formatravi0009880% (5)
- WPS GTAW Stainless SteelDocument2 pagesWPS GTAW Stainless SteelSrinivasan Muruganantham84% (31)
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- Val Caraig WPQTDocument1 pageVal Caraig WPQTMark Jason M. BrualNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- WPS-2 InchDocument2 pagesWPS-2 InchKarthikeyan MpNo ratings yet
- WPS TITLEDocument2 pagesWPS TITLERichard Periyanayagam86% (14)
- Welding Procedure and PQR SSDocument18 pagesWelding Procedure and PQR SSmonchai_626No ratings yet
- Welder Qualification Test Certificate for Mohan ReddyDocument2 pagesWelder Qualification Test Certificate for Mohan Reddyvijay100% (1)
- Wps For Steel RodsDocument5 pagesWps For Steel RodsHamid MansouriNo ratings yet
- Daily Weld Fit-Up and Production Report (Field Weld) - Pipeline-Satr-W-2007Document5 pagesDaily Weld Fit-Up and Production Report (Field Weld) - Pipeline-Satr-W-2007smdriyazbasha100% (2)
- Welding Procedure Specification Pipe - 6GDocument3 pagesWelding Procedure Specification Pipe - 6Gdndudc96% (28)
- WQTDocument1 pageWQTRamkunwar YadavNo ratings yet
- WPS 316 LDocument4 pagesWPS 316 Llaz_k100% (2)
- Welding Procedure Specification For 24'' PipeDocument2 pagesWelding Procedure Specification For 24'' Pipeenels77100% (2)
- PT. MITRA KARYA SARANA Aluminum Welding ProcedureDocument1 pagePT. MITRA KARYA SARANA Aluminum Welding ProcedureAbu Zahid100% (1)
- Smaw Wps FinalDocument3 pagesSmaw Wps FinalsheikmoinNo ratings yet
- WPS E6013+e7018Document2 pagesWPS E6013+e7018Anvesh Vaddi100% (1)
- Fit-Up & Welding ReportDocument11 pagesFit-Up & Welding ReportRachel Flores71% (7)
- Welder, Welding Operator Qualification Test ReportDocument2 pagesWelder, Welding Operator Qualification Test Reportkarthik sundaramNo ratings yet
- PQR - 152Document3 pagesPQR - 152MAT-LIONNo ratings yet
- Wps For SS 304Document3 pagesWps For SS 304MuraliKrishna87% (23)
- Qw-482 - Welding Procedure Specification: (Ref. Specification: Asme Section Ix)Document48 pagesQw-482 - Welding Procedure Specification: (Ref. Specification: Asme Section Ix)kamalakarsastry13530% (1)
- WPS Format For ASME IX - PQR-AllDocument3 pagesWPS Format For ASME IX - PQR-AllThe Welding Inspections Community100% (1)
- PQR Template (Asme)Document2 pagesPQR Template (Asme)jok1974No ratings yet
- Sample WPS SMAW Stainless SteelDocument7 pagesSample WPS SMAW Stainless Steeldaemsal100% (4)
- WQT Record for Pipeline Welder QualificationDocument99 pagesWQT Record for Pipeline Welder QualificationVivek Jadhav100% (1)
- Welders Performance Qualification Record: Actual Values Range QualifiedDocument13 pagesWelders Performance Qualification Record: Actual Values Range QualifiedErick AguadoNo ratings yet
- Welding Procedure Specification - TemplateDocument2 pagesWelding Procedure Specification - TemplateDiosdado Mingi Jr.100% (3)
- WPS, PQR, WPQ (Si007)Document5 pagesWPS, PQR, WPQ (Si007)Suresh RathodNo ratings yet
- Welder Continuity LogDocument3 pagesWelder Continuity Log942519100% (1)
- Weld Procedure Specification (WPS)Document2 pagesWeld Procedure Specification (WPS)Senthil Kumaran0% (1)
- PT. TRECONS MITRA GEMILANG PROCEDURE QUALIFICATION RECORDSDocument1 pagePT. TRECONS MITRA GEMILANG PROCEDURE QUALIFICATION RECORDSBudi Setia RahmanNo ratings yet
- Aic Asf PQR 0122Document2 pagesAic Asf PQR 0122AHMED MEDANYNo ratings yet
- Aic Asf PQR 0120Document2 pagesAic Asf PQR 0120AHMED MEDANYNo ratings yet
- Welding Procedure Specification for Stainless SteelDocument5 pagesWelding Procedure Specification for Stainless SteelVarun Malhotra100% (5)
- GTAW Welding Process ParametersDocument12 pagesGTAW Welding Process Parametersmiteshpatel191No ratings yet
- Larsen & Toubro Minerals & MetalsDocument2 pagesLarsen & Toubro Minerals & MetalsneerajNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- Final PQRDocument130 pagesFinal PQRAhamed Naufal CaNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- PQR 03 2014Document2 pagesPQR 03 2014vinuNo ratings yet
- ASME Section IX Welding Procedure Specification for GTAW of ASTM A-36 SteelDocument3 pagesASME Section IX Welding Procedure Specification for GTAW of ASTM A-36 SteelBudi Setia RahmanNo ratings yet
- Aic Asf PQR 133Document3 pagesAic Asf PQR 133AHMED MEDANYNo ratings yet
- WPS CuNiDocument4 pagesWPS CuNiSripathyNo ratings yet
- ARL-AL-WPS-001 welding procedureDocument2 pagesARL-AL-WPS-001 welding procedurerajuajiNo ratings yet
- Resume - QC EngineerDocument4 pagesResume - QC EngineerSenthil Kumaran100% (1)
- MTA3 GTL 3 Day Lookahead OperationsDocument9 pagesMTA3 GTL 3 Day Lookahead OperationsSenthil KumaranNo ratings yet
- QC Welding Inspector InterviewDocument286 pagesQC Welding Inspector InterviewNDT CTC100% (7)
- Pvs ReportDocument1 pagePvs ReportSenthil KumaranNo ratings yet
- Welding Engineer: M.E. in Welding TechnologyDocument4 pagesWelding Engineer: M.E. in Welding TechnologySenthil KumaranNo ratings yet
- Minimum Requirements For The Education, Examination and QualificationDocument34 pagesMinimum Requirements For The Education, Examination and QualificationАнтон ХруцкийNo ratings yet
- UT Thickness Gauge ProcedureDocument5 pagesUT Thickness Gauge ProcedureSenthil Kumaran100% (2)
- Welding Repair ProcedureDocument6 pagesWelding Repair ProcedureSenthil Kumaran100% (2)
- IWE11 Online ClassesDocument2 pagesIWE11 Online Classesحبيب الرحمنNo ratings yet
- BGAS GR 2 - Notes - 2Document46 pagesBGAS GR 2 - Notes - 2Senthil KumaranNo ratings yet
- Welding Consumables ProcedureDocument7 pagesWelding Consumables ProcedureSenthil Kumaran100% (1)
- Faculty Datasheet - Dhanesh.EDocument4 pagesFaculty Datasheet - Dhanesh.ESenthil KumaranNo ratings yet
- Inspection and Test Plan - Pressure Vessel Fabrication (ITP)Document9 pagesInspection and Test Plan - Pressure Vessel Fabrication (ITP)Senthil Kumaran100% (2)
- Written Practice ProcedureDocument20 pagesWritten Practice ProcedureSenthil Kumaran50% (2)
- Blasting & Painting Report - FormatDocument2 pagesBlasting & Painting Report - FormatSenthil Kumaran100% (6)
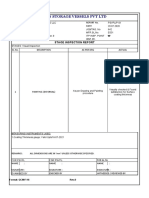
- Precision Storage Vessels PVT LTD: Pressure Test ReportDocument2 pagesPrecision Storage Vessels PVT LTD: Pressure Test ReportSenthil Kumaran100% (1)
- PENETRANT TEST PROCEDURE (PT Procedure)Document9 pagesPENETRANT TEST PROCEDURE (PT Procedure)Senthil Kumaran100% (1)
- Painting Report - FormatDocument1 pagePainting Report - FormatSenthil Kumaran100% (1)
- Weld Inspection Report (Weld Traceability Report)Document3 pagesWeld Inspection Report (Weld Traceability Report)Senthil Kumaran100% (1)
- Procedure For Post Weld Heat Treatment (PWHT PROCEDURE)Document10 pagesProcedure For Post Weld Heat Treatment (PWHT PROCEDURE)Senthil Kumaran100% (2)
- Weld Procedure Specification (WPS)Document2 pagesWeld Procedure Specification (WPS)Senthil Kumaran0% (1)
- Storage Tank Fabrication & Erection ProcedureDocument15 pagesStorage Tank Fabrication & Erection ProcedureSenthil Kumaran100% (9)
- RADIOGRAPHIC TEST PROCEDURE (RT Procedure)Document17 pagesRADIOGRAPHIC TEST PROCEDURE (RT Procedure)Senthil Kumaran100% (1)
- Ancient India CoinageDocument18 pagesAncient India Coinagemangala kalaiselviNo ratings yet
- Rossetto Et AlDocument21 pagesRossetto Et AlEunice FiecasNo ratings yet
- Attendance Challenge ToolkitDocument19 pagesAttendance Challenge Toolkitapi-197489652No ratings yet
- Title of Training Presentation: Presented by Your NameDocument14 pagesTitle of Training Presentation: Presented by Your NameJudy UnreinNo ratings yet
- Optimum Selection of Cooling TowerDocument29 pagesOptimum Selection of Cooling TowerNikhil JhaNo ratings yet
- Ruminations by Other PeopleDocument31 pagesRuminations by Other PeopledhultstromNo ratings yet
- Myopia, Myth and Mindset 1 PDFDocument9 pagesMyopia, Myth and Mindset 1 PDFHassaan AhmadNo ratings yet
- Bindura University of Science Education March - August 2015 Admissions PDFDocument12 pagesBindura University of Science Education March - August 2015 Admissions PDFLuke MadzikotoNo ratings yet
- COPD medications and interventionsDocument34 pagesCOPD medications and interventionssaroberts2202100% (1)
- Unit 4 FSQCDocument28 pagesUnit 4 FSQCvaralakshmi KNo ratings yet
- Final Class 8 Science 20230828084415550Document5 pagesFinal Class 8 Science 20230828084415550aryantomar5112No ratings yet
- CP306 Example 01 OKDocument5 pagesCP306 Example 01 OKManish MahadevwalaNo ratings yet
- CH2 Related Disciplines - Gass & Selinker, 2008Document11 pagesCH2 Related Disciplines - Gass & Selinker, 2008Víctor ManzanaresNo ratings yet
- Piping Colour Code Is 2379Document3 pagesPiping Colour Code Is 2379Yashpal Singh Ghaman100% (2)
- The American School of Classical Studies at AthensDocument23 pagesThe American School of Classical Studies at AthensDanilo Andrade TaboneNo ratings yet
- Mccsemi: 8050 SS-C 8050 SS-DDocument2 pagesMccsemi: 8050 SS-C 8050 SS-DLeonardo IñiguezNo ratings yet
- Heat and Mass Chapter 2Document49 pagesHeat and Mass Chapter 2Mvelo PhungulaNo ratings yet
- W 2HotlineContacts2019 - 0 2 PDFDocument3 pagesW 2HotlineContacts2019 - 0 2 PDFNathan Townsend Levy100% (1)
- Toyota c1391 Alomejor y Otros Prius AbsDocument27 pagesToyota c1391 Alomejor y Otros Prius Absacb . bNo ratings yet
- The Metatronic KeysDocument10 pagesThe Metatronic KeysArnulfo Yu Laniba100% (1)
- Eastern Shipping Lines, Inc. v. IAC, G.R. No. L-69044 and L-71478, May 29, 1987, 150 SCRA 463Document11 pagesEastern Shipping Lines, Inc. v. IAC, G.R. No. L-69044 and L-71478, May 29, 1987, 150 SCRA 463Melle EscaroNo ratings yet
- Quality Control and Assurance Processes for Coffee ProductionDocument5 pagesQuality Control and Assurance Processes for Coffee ProductionSharifah NuruljannahNo ratings yet
- Cissp NotesDocument83 pagesCissp NotesRobert Mota HawksNo ratings yet
- IAC PPE and Intangible Students FinalDocument4 pagesIAC PPE and Intangible Students FinalJoyce Cagayat100% (1)
- Compact NSX - Micrologic 5-6-7 - User Guide 11Document1 pageCompact NSX - Micrologic 5-6-7 - User Guide 11amnd amorNo ratings yet
- Q 0092r1 - Mastersizer 3000 MAZ6222 2022 Kimia FarmaDocument4 pagesQ 0092r1 - Mastersizer 3000 MAZ6222 2022 Kimia FarmaCapital ExpenditureNo ratings yet
- FREE BioGeometry Emitter PhotoDocument5 pagesFREE BioGeometry Emitter PhotoNisha Joshi75% (8)
- Blogger TemplateDocument15 pagesBlogger TemplateSteffi Jasmyn BelderolNo ratings yet
- Bahan Belajar Ujian Akhir SekolahDocument13 pagesBahan Belajar Ujian Akhir SekolahArga AnggaraNo ratings yet
- Methanol from Syngas Plant DesignDocument13 pagesMethanol from Syngas Plant DesignKhalidMadaniNo ratings yet