You might also like
- Physics of Welding Better VersionDocument3 pagesPhysics of Welding Better VersionKhurram RehmanNo ratings yet
- MetallurgyDocument17 pagesMetallurgyirajfarji2481No ratings yet
- Solid State WeldingDocument14 pagesSolid State WeldingRaju_pancal100% (1)
- MM 223 Claw Hammer Literature ReviewDocument10 pagesMM 223 Claw Hammer Literature Reviewdipanshil100% (1)
- Types of Pattern and Its ApplicationDocument27 pagesTypes of Pattern and Its ApplicationKarthik GanesanNo ratings yet
- WPS Sa 335 P91 PipeDocument3 pagesWPS Sa 335 P91 Pipecsankarananth50% (2)
- 1.07 TIG Welding Part-2Document79 pages1.07 TIG Welding Part-2rohit mathanker100% (1)
- Welding Techniques NEWDocument95 pagesWelding Techniques NEWबंदनेश पाण्डेयNo ratings yet
- Welding LectureDocument101 pagesWelding Lecturesumit sengarNo ratings yet
- Extrusion and Its ApplicationDocument28 pagesExtrusion and Its ApplicationLakhan GuptaNo ratings yet
- WeldingDocument19 pagesWeldingAlexander Muñoz SánchezNo ratings yet
- MD Design ConsiderationDocument18 pagesMD Design ConsiderationjhpatelNo ratings yet
- Metal Surface TreatmentDocument21 pagesMetal Surface TreatmentNilay SarafNo ratings yet
- 8 - Solidification of Weld MetalDocument23 pages8 - Solidification of Weld MetalbassemNo ratings yet
- Arc WeldingDocument23 pagesArc WeldingZerohumidity 123100% (1)
- Welding ShopDocument13 pagesWelding ShopAliNo ratings yet
- Powder Metallurgy: Basics & Applications Powder MetallurgyDocument11 pagesPowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiNo ratings yet
- Welding Processes: EN358 - Ship StructuresDocument27 pagesWelding Processes: EN358 - Ship Structuressuri345No ratings yet
- Extrusion of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarDocument27 pagesExtrusion of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarAdityasinh DesaiNo ratings yet
- Steel and Its AlloyDocument23 pagesSteel and Its AlloyHemang ChopraNo ratings yet
- Arc Welding LabDocument28 pagesArc Welding LabFarman AliNo ratings yet
- Chapter 13 - Heat Treatment of SteelsDocument61 pagesChapter 13 - Heat Treatment of SteelsMahmoud AsfourNo ratings yet
- 2 HeatTreatment-1Document43 pages2 HeatTreatment-1PrakashNo ratings yet
- Corrosion AnalysisDocument39 pagesCorrosion Analysissatya_chagantiNo ratings yet
- Welding Lecture 1 Welding IntroductionDocument42 pagesWelding Lecture 1 Welding IntroductionAdel AbdelmaboudNo ratings yet
- Brazing and SolderingDocument15 pagesBrazing and SolderingAjij MujawarNo ratings yet
- Theory of AlloysDocument42 pagesTheory of Alloyskeval patel100% (1)
- TIG WeldingDocument44 pagesTIG Weldinganon_717772339No ratings yet
- Physics of WeldingDocument3 pagesPhysics of WeldingKhurram RehmanNo ratings yet
- Resistance WeldingDocument5 pagesResistance WeldingJoel BrasilBorgesNo ratings yet
- Solidification, Phase Diagrams and Phase TransformationDocument35 pagesSolidification, Phase Diagrams and Phase TransformationkrishnasaiNo ratings yet
- Recovery Recrystallization Grain GrowthDocument15 pagesRecovery Recrystallization Grain Growthteju1996coolNo ratings yet
- Metal Joining ProcessDocument28 pagesMetal Joining ProcessVenkatesh Modi100% (2)
- Unit 2Document104 pagesUnit 2Sagar DhageNo ratings yet
- Explosion Welding SeminarDocument22 pagesExplosion Welding Seminarvaibhavsawal100% (1)
- Automation in Sheet Metal Tig Welding Process: A Case StudyDocument6 pagesAutomation in Sheet Metal Tig Welding Process: A Case StudyseventhsensegroupNo ratings yet
- Casting, Forming & WeldingDocument90 pagesCasting, Forming & WeldingmahdiNo ratings yet
- 06-Fatigue and Creep of Materials - F17 PDFDocument23 pages06-Fatigue and Creep of Materials - F17 PDFsabavoonNo ratings yet
- Forge WeldingDocument6 pagesForge WeldingRamoji Aditya Chary100% (1)
- Types of ElectrodesDocument8 pagesTypes of ElectrodesTIBEBUNo ratings yet
- Aluminum Welding GuideDocument35 pagesAluminum Welding Guidenavas100% (1)
- Gating Design V3Document31 pagesGating Design V3Chinh Thong TranNo ratings yet
- Casting: "Net Shape" or "Near-Net Shape" Process AdvantagesDocument27 pagesCasting: "Net Shape" or "Near-Net Shape" Process AdvantagesnsbaruaoleNo ratings yet
- 17 Weldability of SteelsDocument40 pages17 Weldability of SteelsJawed Akhter100% (1)
- Sheet MetalDocument11 pagesSheet Metalshah_faizan123No ratings yet
- Forging Processes: Satya Amarnadh ParimiDocument26 pagesForging Processes: Satya Amarnadh ParimiamarparimiNo ratings yet
- Arc Welding Arc Welding Electrode Electrode: CCCCC CCCCCDocument36 pagesArc Welding Arc Welding Electrode Electrode: CCCCC CCCCCSantanu SarmahNo ratings yet
- Resistance WeldingDocument19 pagesResistance WeldingJustin McClendon100% (1)
- Arc Welding - Introduction and FundamentalsDocument30 pagesArc Welding - Introduction and FundamentalsweldmindNo ratings yet
- Types of Arc WeldingDocument20 pagesTypes of Arc WeldingEhigiator JosephNo ratings yet
- Mechanics of Metal CuttingDocument41 pagesMechanics of Metal CuttingBalaji ReddyNo ratings yet
- Ddugky Welding Lab ManualDocument15 pagesDdugky Welding Lab ManualprakashNo ratings yet
- Heat TreatmentDocument2 pagesHeat TreatmentAnonymous XClYkdKyNo ratings yet
- Casting Lecture NoteDocument12 pagesCasting Lecture NoteHARIMETLYNo ratings yet
- FMP 221 Lecture 10 and 11Document44 pagesFMP 221 Lecture 10 and 11SarojKumarSinghNo ratings yet
- Spot Welding Process LabDocument4 pagesSpot Welding Process Labjunaid gujratiNo ratings yet
- Centrifugal Casting (8-20)Document20 pagesCentrifugal Casting (8-20)Rabindra DashNo ratings yet
- Different Types of Metal JoiningDocument44 pagesDifferent Types of Metal JoiningKentDemeterioNo ratings yet
- Welding DefectsDocument50 pagesWelding Defectsabhi06No ratings yet
- Unit Ii Joining Processes: WeldingDocument33 pagesUnit Ii Joining Processes: WeldingRaja NaikNo ratings yet
- Storage Tank DesignDocument19 pagesStorage Tank DesignSellappan Muthusamy100% (3)
- CNC Lathe Machines PDFDocument7 pagesCNC Lathe Machines PDFMetwally Naser100% (1)
- Go With The Flow: in Selecting The Right FluidDocument3 pagesGo With The Flow: in Selecting The Right FluidMetwally NaserNo ratings yet
- LegacyChillerSystems ChillermaintenanceDocument2 pagesLegacyChillerSystems ChillermaintenanceMetwally NaserNo ratings yet
- 002Document22 pages002Emad ElhussienyNo ratings yet
- Steel Beam Design PDFDocument17 pagesSteel Beam Design PDFnotevaleNo ratings yet
- 06 - Weld Ability and Defects in WeldmentsDocument50 pages06 - Weld Ability and Defects in Weldmentsamitjee138463No ratings yet
- Fabrication Tracking Sheet (29-June 4.00 AmDocument9 pagesFabrication Tracking Sheet (29-June 4.00 Amvishal bailurNo ratings yet
- Conos PDFDocument1 pageConos PDFtuprimonvNo ratings yet
- Fastner and Tooling Components. Fertrading Group Venezuela.Document4 pagesFastner and Tooling Components. Fertrading Group Venezuela.Renso PiovesanNo ratings yet
- What Is 5 Axis CNC MachiningDocument10 pagesWhat Is 5 Axis CNC MachiningSuhail Abrol100% (1)
- Manufacturing and Materials SyllabusDocument3 pagesManufacturing and Materials SyllabusAstroNirav SavaliyaNo ratings yet
- Spruing, Inveseting & Casting: PrerequisitesDocument5 pagesSpruing, Inveseting & Casting: PrerequisitesEnrique NorNo ratings yet
- Common Injection Moulding Defects, Causes, andDocument5 pagesCommon Injection Moulding Defects, Causes, andsharuziNo ratings yet
- Sand CastingDocument81 pagesSand Castingkumarrohit91100% (2)
- Fundamentals of Manufacturing ProcessesDocument12 pagesFundamentals of Manufacturing ProcessesAbhishek MohiteNo ratings yet
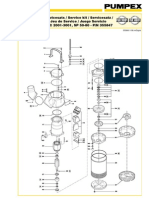
- Service Kit Pumpex PC2001Document8 pagesService Kit Pumpex PC2001Siding BarroNo ratings yet
- 05-Welder Certification PDFDocument11 pages05-Welder Certification PDFAnonymous bfxeE1zvY100% (1)
- Cutting ToolsDocument436 pagesCutting ToolsEr Vijay KumarNo ratings yet
- Programe FanucDocument47 pagesPrograme Fanucbranet_adrianaNo ratings yet
- HDPE LINER (1.5mm Coupon) Fusion (Wedge) Weld Shear Strengh Test Minimum 21.2 N/MMDocument1 pageHDPE LINER (1.5mm Coupon) Fusion (Wedge) Weld Shear Strengh Test Minimum 21.2 N/MMAustin Akopia BoyaNo ratings yet
- 25 Q Uiii AwtDocument5 pages25 Q Uiii Awtsachin rajputNo ratings yet
- How To Weld Aluminum - 13 Steps (With Pictures) - WikiHowDocument4 pagesHow To Weld Aluminum - 13 Steps (With Pictures) - WikiHowprajneshNo ratings yet
- Welding TerminologyDocument4 pagesWelding TerminologyShahid HussainNo ratings yet
- Gaskets and SealsDocument4 pagesGaskets and Sealsgm_revankar3942No ratings yet
- Gama Welder Follow Up 25-05-09Document264 pagesGama Welder Follow Up 25-05-09machineNo ratings yet
- Assignment 1 Manu ProcessDocument2 pagesAssignment 1 Manu ProcessMuhd Qayyum Mohd FuadNo ratings yet
- Vertical Turning and Boring MachineDocument5 pagesVertical Turning and Boring MachineShahbaz AlamNo ratings yet
- Reguli Generale Si Optimizarea Designului Unei Piese Injectate PDFDocument77 pagesReguli Generale Si Optimizarea Designului Unei Piese Injectate PDFSilviu StinigutaNo ratings yet
- Various Types of CastingDocument146 pagesVarious Types of CastingKaushik SreenivasNo ratings yet
- Aluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Document1 pageAluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Amin ThabetNo ratings yet
- Production Technology Ch26Document19 pagesProduction Technology Ch26Nimmagadda BharathNo ratings yet
- Pattern Making AssignmentDocument5 pagesPattern Making AssignmentDiyaNegiNo ratings yet
- 170 Gtaw&Smaw Zug Asme (Afri S 5g) WPQDocument4 pages170 Gtaw&Smaw Zug Asme (Afri S 5g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- M105 93to9Document21 pagesM105 93to9Ravi RanjanNo ratings yet