You might also like
- Drilling Operation Manual AppABCDDocument84 pagesDrilling Operation Manual AppABCDEvence Chen100% (6)
- Casing and Liners for Drilling and Completion: Design and ApplicationFrom EverandCasing and Liners for Drilling and Completion: Design and ApplicationRating: 5 out of 5 stars5/5 (3)
- Shell Exploration and Production Company Hole Cleaning Best Practices Quick GuideDocument240 pagesShell Exploration and Production Company Hole Cleaning Best Practices Quick GuideOrathai Toy100% (7)
- Freeing Stuck PipeDocument24 pagesFreeing Stuck PipePavel Yanev100% (3)
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbFrom EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (11)
- Torque and Drag CalculationsDocument67 pagesTorque and Drag Calculationssivakmu100% (22)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsRating: 4 out of 5 stars4/5 (9)
- 0 Intro STK Pipe PDFDocument10 pages0 Intro STK Pipe PDFNabil Benmakhlouf100% (9)
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- An Introduction To Directional DrillingDocument86 pagesAn Introduction To Directional DrillingSerag Gamal80% (15)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Extended Reach Drilling Guidelines - BPDocument269 pagesExtended Reach Drilling Guidelines - BPgiovas92% (13)
- Applied Drilling Circulation Systems: Hydraulics, Calculations and ModelsFrom EverandApplied Drilling Circulation Systems: Hydraulics, Calculations and ModelsRating: 5 out of 5 stars5/5 (4)
- Stuck Pipe Prevention in High Angle WellsDocument46 pagesStuck Pipe Prevention in High Angle Wellsvijaysurya02100% (3)
- Plug Back & Kick-Off ProcDocument12 pagesPlug Back & Kick-Off ProcJoan Corso100% (1)
- Unit 01-08 - 3rd Ed. RDS (IADC-PETEX) - Circulating Systems PDFDocument59 pagesUnit 01-08 - 3rd Ed. RDS (IADC-PETEX) - Circulating Systems PDFRoyNo ratings yet
- Managed Pressure Drilling: Modeling, Strategy and PlanningFrom EverandManaged Pressure Drilling: Modeling, Strategy and PlanningRating: 5 out of 5 stars5/5 (3)
- Drill String Design BHA Design1Document97 pagesDrill String Design BHA Design1MohammadFaisalQureshi100% (1)
- Lost Circulation: Mechanisms and SolutionsFrom EverandLost Circulation: Mechanisms and SolutionsRating: 4 out of 5 stars4/5 (4)
- Torque and Drag CalculationsDocument67 pagesTorque and Drag CalculationsStalin ChugchilánNo ratings yet
- Prevent Stuck PipeDocument65 pagesPrevent Stuck Pipeafreis29100% (2)
- Drilling Calculations CD Complete CourseDocument177 pagesDrilling Calculations CD Complete CourseIman100% (15)
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsFrom EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsNo ratings yet
- Drilling an Extended Reach Well: Key ConsiderationsDocument33 pagesDrilling an Extended Reach Well: Key ConsiderationsKutz100% (2)
- Fundamentals of Horizontal Wellbore Cleanout: Theory and Applications of Rotary Jetting TechnologyFrom EverandFundamentals of Horizontal Wellbore Cleanout: Theory and Applications of Rotary Jetting TechnologyNo ratings yet
- COMPREHENSIVE GUIDE TO STUCK PIPE PREVENTIONDocument83 pagesCOMPREHENSIVE GUIDE TO STUCK PIPE PREVENTIONمحمد سعيد100% (2)
- Drill String Design Group 3Document15 pagesDrill String Design Group 3Anusha AnuNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- All About MudDocument91 pagesAll About MudDavide Boreaneze100% (1)
- John Macpherson - Stick Slip PresentationDocument17 pagesJohn Macpherson - Stick Slip Presentationjain_ankit100% (2)
- Stuck Pipe ChartDocument3 pagesStuck Pipe ChartJorge Luis Ortiz100% (2)
- Applied Gaseous Fluid Drilling Engineering: Design and Field Case StudiesFrom EverandApplied Gaseous Fluid Drilling Engineering: Design and Field Case StudiesNo ratings yet
- Soft Versus Stiff StringDocument10 pagesSoft Versus Stiff StringRMolina65100% (1)
- Fundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersFrom EverandFundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersNo ratings yet
- Back Off ProceduresDocument23 pagesBack Off Procedureshamidrahmanyfard100% (7)
- Aberdeen Drilling School - HPHTDocument288 pagesAberdeen Drilling School - HPHTlaaliauto100% (4)
- Shale Shaker and Drilling Fluids Systems:: Techniques and Technology for Improving Solids Control ManagementFrom EverandShale Shaker and Drilling Fluids Systems:: Techniques and Technology for Improving Solids Control ManagementRating: 4.5 out of 5 stars4.5/5 (2)
- Drillstring Design ManualDocument23 pagesDrillstring Design ManualAdil Aytekin93% (14)
- Best Practices Drilling 26 inDocument6 pagesBest Practices Drilling 26 inmanuelperdomotNo ratings yet
- Packer ForceDocument68 pagesPacker ForceparthameisterNo ratings yet
- DPT1 - 01 - Rig Sizing and SelectionDocument65 pagesDPT1 - 01 - Rig Sizing and SelectionBrahim Letaief100% (5)
- TorqueDrag AnalysisDocument26 pagesTorqueDrag Analysisjinyuan74No ratings yet
- Basic Drill String DesignDocument22 pagesBasic Drill String DesignDon Braithwaite100% (2)
- Wellplan - Student GuideDocument25 pagesWellplan - Student GuideianherzogNo ratings yet
- A Guide To Successful Backreaming - Real-Time Case Histories) - SPE-116555-PA-PDocument12 pagesA Guide To Successful Backreaming - Real-Time Case Histories) - SPE-116555-PA-PReginaldo de SousaNo ratings yet
- Wellbore Failure Diagnostic Chart (KSI)Document1 pageWellbore Failure Diagnostic Chart (KSI)MudLogggerAUS100% (3)
- Chapter Managed Pressure Drilling OperationsDocument106 pagesChapter Managed Pressure Drilling OperationsCarlos Perea0% (1)
- Stuck Pipe PosterDocument1 pageStuck Pipe Posterhooman_tehNo ratings yet
- Drilling Operation Manual AppGHIDocument88 pagesDrilling Operation Manual AppGHIEvence Chen100% (5)
- IDPT - 10 - Casing Seat SelectionDocument14 pagesIDPT - 10 - Casing Seat SelectionDaymas Arangga Radiandra100% (1)
- 183-019 Eaton Book Rev3 PDFDocument195 pages183-019 Eaton Book Rev3 PDFnedaNo ratings yet
- Drilling Tools CatalogDocument96 pagesDrilling Tools CatalogRzvn100% (1)
- U1000 Dash Cam ManualDocument62 pagesU1000 Dash Cam ManualDon BraithwaiteNo ratings yet
- Programs OvershotsDocument18 pagesPrograms OvershotsDon BraithwaiteNo ratings yet
- Guidelines for Sidetracking OperationsDocument3 pagesGuidelines for Sidetracking OperationsDon BraithwaiteNo ratings yet
- GyroDrill Mud Motor Handbook 2013Document103 pagesGyroDrill Mud Motor Handbook 2013Don BraithwaiteNo ratings yet
- What Is Aniline Point?Document1 pageWhat Is Aniline Point?Don BraithwaiteNo ratings yet
- Command Fishing Services Inc.: One Trip Whipstock InformationDocument10 pagesCommand Fishing Services Inc.: One Trip Whipstock InformationDon BraithwaiteNo ratings yet
- Parts LibraryDocument9 pagesParts LibraryDon BraithwaiteNo ratings yet
- Drill Bits Geotech Fixed Cutter PDC BitsDocument2 pagesDrill Bits Geotech Fixed Cutter PDC BitsashokNo ratings yet
- Drill Pipe Specifications SheetDocument3 pagesDrill Pipe Specifications SheetDon BraithwaiteNo ratings yet
- UsiDocument2 pagesUsibarreiroesquivelNo ratings yet
- Secure Drive ManualDocument12 pagesSecure Drive ManualDon BraithwaiteNo ratings yet
- Techmaster Mud Motors Deliver Peak PerformanceDocument5 pagesTechmaster Mud Motors Deliver Peak PerformanceDon BraithwaiteNo ratings yet
- Filmora9 For Win User Guide PDFDocument115 pagesFilmora9 For Win User Guide PDFAbraham Montesinos VallejoNo ratings yet
- Air Canada Booking ClassesDocument2 pagesAir Canada Booking ClassesDon BraithwaiteNo ratings yet
- Shawcor - Guardian InspectionsDocument30 pagesShawcor - Guardian InspectionsDon BraithwaiteNo ratings yet
- IADC Classification System ExplainedDocument3 pagesIADC Classification System ExplainedDon Braithwaite100% (1)
- Drill Pipe ProtectorsDocument11 pagesDrill Pipe ProtectorsDon BraithwaiteNo ratings yet
- TX-Registration F-4687 Inspection Standards SummaryDocument2 pagesTX-Registration F-4687 Inspection Standards SummaryMartahanManurungNo ratings yet
- OWS TDCRT: Top Drive Casing Running ToolDocument2 pagesOWS TDCRT: Top Drive Casing Running ToolDon Braithwaite100% (1)
- Size of Whipstock Vs Mill - 7 CasingDocument1 pageSize of Whipstock Vs Mill - 7 CasingDon BraithwaiteNo ratings yet
- Summit API Casing SpecsDocument6 pagesSummit API Casing SpecsDon BraithwaiteNo ratings yet
- World UTM MapDocument1 pageWorld UTM MapDon BraithwaiteNo ratings yet
- Hard Banding GradesDocument1 pageHard Banding GradesDon BraithwaiteNo ratings yet
- Float TypesDocument3 pagesFloat TypesDon BraithwaiteNo ratings yet
- Shawcor - Guardian InspectionsDocument30 pagesShawcor - Guardian InspectionsDon BraithwaiteNo ratings yet
- Summit API Casing SpecsDocument6 pagesSummit API Casing SpecsDon BraithwaiteNo ratings yet
- TADPRO User ManualDocument57 pagesTADPRO User ManualDon BraithwaiteNo ratings yet
- Incoterms 2013Document1 pageIncoterms 2013Maritza Rodríguez GonzálezNo ratings yet
- False Ceiling Construction Details PDFDocument2 pagesFalse Ceiling Construction Details PDFAlexis17% (6)
- DiodeDocument22 pagesDiodeSaurabh Mittal100% (1)
- Devoir 2 Arsalan 2SM BIOFDocument3 pagesDevoir 2 Arsalan 2SM BIOFphytanjaNo ratings yet
- Filter DesignDocument4 pagesFilter Designhassan11783No ratings yet
- ApaveMare Training 2013Document41 pagesApaveMare Training 2013fbarakaNo ratings yet
- FG - BDER-78 Technical Catalogue - Technical - UNDocument8 pagesFG - BDER-78 Technical Catalogue - Technical - UNAnh Le NgocNo ratings yet
- Guidelines For Planning Childcare Centers & Playground DesignDocument15 pagesGuidelines For Planning Childcare Centers & Playground Design105auco100% (1)
- 49 CFR Ch. I (10-1-11 Edition) 173.318Document5 pages49 CFR Ch. I (10-1-11 Edition) 173.318MauricioNo ratings yet
- Diffraction of Laser Beam Using Wire Mesh, Cross Wire and GratingDocument2 pagesDiffraction of Laser Beam Using Wire Mesh, Cross Wire and GratingPriyesh PandeyNo ratings yet
- 6GK52160BA002AA3 Datasheet en PDFDocument6 pages6GK52160BA002AA3 Datasheet en PDFgrace lordiNo ratings yet
- The Causes and Prevention of Crowd DisastersDocument10 pagesThe Causes and Prevention of Crowd DisastersVarun SwaminathanNo ratings yet
- Dimensions of Physical Quantities DensityDocument100 pagesDimensions of Physical Quantities DensityGerman Rincon UrregoNo ratings yet
- Vehicle Air Conditioning (VAC) : System Operation and The Refrigerant CycleDocument49 pagesVehicle Air Conditioning (VAC) : System Operation and The Refrigerant CycleVarun RaizadaNo ratings yet
- Munsell Color Charts and GaugesDocument2 pagesMunsell Color Charts and GaugesMario DalengkadeNo ratings yet
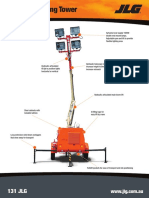
- JLG Lighting Tower 6308AN Series II 20150907Document2 pagesJLG Lighting Tower 6308AN Series II 20150907DwiSulistyo09No ratings yet
- ESAB Welding HandbookDocument31 pagesESAB Welding Handbookhooky1100% (4)
- Staircase Preliminary Design Based On NBC and IS CodeDocument10 pagesStaircase Preliminary Design Based On NBC and IS CodeEducation. HubNo ratings yet
- The Sperry Bombsight: A Pioneering Rival to NordenDocument6 pagesThe Sperry Bombsight: A Pioneering Rival to NordenPaul DupontNo ratings yet
- Master Opp GaveDocument84 pagesMaster Opp GaveRizki Al AyyubiNo ratings yet
- Ashrae - 2009 I-P - F09 - AddDocument2 pagesAshrae - 2009 I-P - F09 - AddSergio SemmNo ratings yet
- Memory Map and Address DecodingDocument9 pagesMemory Map and Address DecodingGhozi AlNo ratings yet
- Hit-Re 500 With Hit-V Has RodsDocument3 pagesHit-Re 500 With Hit-V Has RodsMKNo ratings yet
- AP Create Accounting - Options & ExplanationDocument2 pagesAP Create Accounting - Options & ExplanationSaleem JavedNo ratings yet
- Central GeothermalDocument48 pagesCentral GeothermalНиколай ШипочкиNo ratings yet
- Civil 3 8sem PDFDocument43 pagesCivil 3 8sem PDFG0utham100% (1)
- QADocument170 pagesQASudama KhatriNo ratings yet
- 01-01 Boltec S - SafetyDocument30 pages01-01 Boltec S - SafetyALVARO ANTONIO SILVA DELGADONo ratings yet
- YCMOU-6th Semester Question Papers-7Document5 pagesYCMOU-6th Semester Question Papers-7phase_shekhar21No ratings yet
- How To Install GmtsarDocument24 pagesHow To Install GmtsardedetmixNo ratings yet
- Asme B36.10M-2018Document36 pagesAsme B36.10M-2018امينNo ratings yet
- How to Talk to Anyone: Learn the Secrets of Good Communication and the Little Tricks for Big Success in RelationshipFrom EverandHow to Talk to Anyone: Learn the Secrets of Good Communication and the Little Tricks for Big Success in RelationshipRating: 4.5 out of 5 stars4.5/5 (1135)
- Weapons of Mass Instruction: A Schoolteacher's Journey Through the Dark World of Compulsory SchoolingFrom EverandWeapons of Mass Instruction: A Schoolteacher's Journey Through the Dark World of Compulsory SchoolingRating: 4.5 out of 5 stars4.5/5 (149)
- Summary: Greenlights: by Matthew McConaughey: Key Takeaways, Summary & AnalysisFrom EverandSummary: Greenlights: by Matthew McConaughey: Key Takeaways, Summary & AnalysisRating: 4 out of 5 stars4/5 (6)
- Summary: The Laws of Human Nature: by Robert Greene: Key Takeaways, Summary & AnalysisFrom EverandSummary: The Laws of Human Nature: by Robert Greene: Key Takeaways, Summary & AnalysisRating: 4.5 out of 5 stars4.5/5 (30)
- Functional Training and Beyond: Building the Ultimate Superfunctional Body and MindFrom EverandFunctional Training and Beyond: Building the Ultimate Superfunctional Body and MindRating: 4.5 out of 5 stars4.5/5 (1)
- Dumbing Us Down: The Hidden Curriculum of Compulsory SchoolingFrom EverandDumbing Us Down: The Hidden Curriculum of Compulsory SchoolingRating: 4.5 out of 5 stars4.5/5 (495)
- The 16 Undeniable Laws of Communication: Apply Them and Make the Most of Your MessageFrom EverandThe 16 Undeniable Laws of Communication: Apply Them and Make the Most of Your MessageRating: 5 out of 5 stars5/5 (72)
- Summary: I'm Glad My Mom Died: by Jennette McCurdy: Key Takeaways, Summary & AnalysisFrom EverandSummary: I'm Glad My Mom Died: by Jennette McCurdy: Key Takeaways, Summary & AnalysisRating: 4.5 out of 5 stars4.5/5 (2)
- Summary: The 5AM Club: Own Your Morning. Elevate Your Life. by Robin Sharma: Key Takeaways, Summary & AnalysisFrom EverandSummary: The 5AM Club: Own Your Morning. Elevate Your Life. by Robin Sharma: Key Takeaways, Summary & AnalysisRating: 4.5 out of 5 stars4.5/5 (22)
- Learn Spanish While SleepingFrom EverandLearn Spanish While SleepingRating: 4 out of 5 stars4/5 (20)
- Summary: It Didn't Start with You: How Inherited Family Trauma Shapes Who We Are and How to End the Cycle By Mark Wolynn: Key Takeaways, Summary & AnalysisFrom EverandSummary: It Didn't Start with You: How Inherited Family Trauma Shapes Who We Are and How to End the Cycle By Mark Wolynn: Key Takeaways, Summary & AnalysisRating: 5 out of 5 stars5/5 (3)
- Make It Stick by Peter C. Brown, Henry L. Roediger III, Mark A. McDaniel - Book Summary: The Science of Successful LearningFrom EverandMake It Stick by Peter C. Brown, Henry L. Roediger III, Mark A. McDaniel - Book Summary: The Science of Successful LearningRating: 4.5 out of 5 stars4.5/5 (55)
- How to Improve English Speaking: How to Become a Confident and Fluent English SpeakerFrom EverandHow to Improve English Speaking: How to Become a Confident and Fluent English SpeakerRating: 4.5 out of 5 stars4.5/5 (56)
- Summary: Trading in the Zone: Trading in the Zone: Master the Market with Confidence, Discipline, and a Winning Attitude by Mark Douglas: Key Takeaways, Summary & AnalysisFrom EverandSummary: Trading in the Zone: Trading in the Zone: Master the Market with Confidence, Discipline, and a Winning Attitude by Mark Douglas: Key Takeaways, Summary & AnalysisRating: 5 out of 5 stars5/5 (15)
- Financial Feminist: Overcome the Patriarchy's Bullsh*t to Master Your Money and Build a Life You LoveFrom EverandFinancial Feminist: Overcome the Patriarchy's Bullsh*t to Master Your Money and Build a Life You LoveRating: 5 out of 5 stars5/5 (1)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4.5 out of 5 stars4.5/5 (1871)
- Think Ahead: 7 Decisions You Can Make Today for the God-Honoring Life You Want TomorrowFrom EverandThink Ahead: 7 Decisions You Can Make Today for the God-Honoring Life You Want TomorrowRating: 5 out of 5 stars5/5 (7)
- Learn French: The Essentials You Need to Go From an Absolute Beginner to Intermediate and AdvancedFrom EverandLearn French: The Essentials You Need to Go From an Absolute Beginner to Intermediate and AdvancedNo ratings yet
- Follow The Leader: A Collection Of The Best Lectures On LeadershipFrom EverandFollow The Leader: A Collection Of The Best Lectures On LeadershipRating: 5 out of 5 stars5/5 (122)
- Summary of The Power of Habit: Why We Do What We Do in Life and Business by Charles DuhiggFrom EverandSummary of The Power of Habit: Why We Do What We Do in Life and Business by Charles DuhiggRating: 4.5 out of 5 stars4.5/5 (261)
- Learn Japanese While SleepingFrom EverandLearn Japanese While SleepingRating: 5 out of 5 stars5/5 (5)
- Little Soldiers: An American Boy, a Chinese School, and the Global Race to AchieveFrom EverandLittle Soldiers: An American Boy, a Chinese School, and the Global Race to AchieveRating: 4 out of 5 stars4/5 (25)
- Weapons of Mass Instruction: A Schoolteacher's Journey Through the Dark World of Compulsory SchoolingFrom EverandWeapons of Mass Instruction: A Schoolteacher's Journey Through the Dark World of Compulsory SchoolingRating: 4 out of 5 stars4/5 (59)