You might also like
- Terex Atlas 1704 1804 Excavator Service Manual PDFDocument457 pagesTerex Atlas 1704 1804 Excavator Service Manual PDFKeron Trotz91% (11)
- Water Cooled Chiller ManualDocument52 pagesWater Cooled Chiller Manualkhamsone pengmanivongNo ratings yet
- Review of Reactor Piping Systems - R1 To R2 Piping Report PDFDocument37 pagesReview of Reactor Piping Systems - R1 To R2 Piping Report PDFChristopher Brown50% (2)
- Energy-Saving Chillers With Screw Compressor Using Environmentally Friendly Refrigerant R134aDocument30 pagesEnergy-Saving Chillers With Screw Compressor Using Environmentally Friendly Refrigerant R134atechnokakiNo ratings yet
- TP30427-1 Lh-Jet v2 b23fDocument42 pagesTP30427-1 Lh-Jet v2 b23fAchim Maximilian Naumann d'Alnoncourt100% (1)
- Allyl CDocument15 pagesAllyl CTengku Mohd Imran0% (1)
- Reznor HandbookDocument72 pagesReznor Handbookethen223100% (1)
- Dee CDocument15 pagesDee CAnderson David ValenciaNo ratings yet
- PumpDocument12 pagesPumpwwwdotcomatNo ratings yet
- Procedure For Commissioning of Auxiliary Prds SystemDocument14 pagesProcedure For Commissioning of Auxiliary Prds SystemJackSparrow86100% (1)
- 30HXC CNDocument12 pages30HXC CNtechnokakiNo ratings yet
- CR 5 9 A A A e HqqeDocument5 pagesCR 5 9 A A A e HqqeAlexander Ramos GutierrezNo ratings yet
- Nitric Acid Plant DetailsDocument21 pagesNitric Acid Plant DetailsBon BonNo ratings yet
- DME ProcessDocument5 pagesDME ProcessAndres FragosoNo ratings yet
- Catc280 8MC1Document3 pagesCatc280 8MC1Cater Pillar100% (1)
- Nampally Hyd. Since 26 Years: Volume - IiiDocument17 pagesNampally Hyd. Since 26 Years: Volume - IiiAnkush NayarNo ratings yet
- 464 SummaryDocument6 pages464 SummaryShashwat ChakrabortiNo ratings yet
- Chiller Selection Building C, E+F Heat Pump Rev 1Document7 pagesChiller Selection Building C, E+F Heat Pump Rev 1Anton WelgemoedNo ratings yet
- Chapter F - Cooling SystemDocument24 pagesChapter F - Cooling SystemNigel ApilNo ratings yet
- Steffes 5100 Tech Data SheetDocument4 pagesSteffes 5100 Tech Data SheetcringsredNo ratings yet
- Cyclohexane Production Unit: Presented by Brian CliftonDocument28 pagesCyclohexane Production Unit: Presented by Brian Cliftonalpha2013No ratings yet
- Daikin JT160L P8Y1 Teknik DokumanDocument18 pagesDaikin JT160L P8Y1 Teknik DokumanShuanglai LiuNo ratings yet
- 1808720010ff SpecificationDocument7 pages1808720010ff SpecificationJezrell JaravataNo ratings yet
- Gear Pumps "PLC" Series - Group 2: Technical CataloguesDocument11 pagesGear Pumps "PLC" Series - Group 2: Technical CataloguesHorea CordunianuNo ratings yet
- Quotation Cold Room An NAM Group - 17 Aug 2010Document12 pagesQuotation Cold Room An NAM Group - 17 Aug 2010huyly34No ratings yet
- Compressor System Control LogicDocument26 pagesCompressor System Control Logicman_y2kNo ratings yet
- Technical Diary OF Stage-1 (UNIT-1&2) (PTPS, Panipat) : 2 X 110 MW Unit-I & Ii Panipat Thermal Power Station PanipatDocument138 pagesTechnical Diary OF Stage-1 (UNIT-1&2) (PTPS, Panipat) : 2 X 110 MW Unit-I & Ii Panipat Thermal Power Station PanipatapsNo ratings yet
- Hot Crude Oil StorageDocument13 pagesHot Crude Oil Storagesachinumarye100% (1)
- Fault List of Unit-I Emd-IDocument5 pagesFault List of Unit-I Emd-IMCR RGTPP Khedar, HisarNo ratings yet
- Problems at The Cumene Production Facility (Sim) PDFDocument17 pagesProblems at The Cumene Production Facility (Sim) PDFfresitoNo ratings yet
- 2012 Matt GlovaDocument67 pages2012 Matt GlovaMisama NedianNo ratings yet
- Thermia Heatpumps Atria AtriaDuo ENGDocument2 pagesThermia Heatpumps Atria AtriaDuo ENGdavid861No ratings yet
- 2 - 1!01!02 - Basic Operation Concept For Turbine and Auxiliary Plant - r00Document59 pages2 - 1!01!02 - Basic Operation Concept For Turbine and Auxiliary Plant - r00Tiara Noir100% (2)
- The Tata Iron & Steel Company Ltd. Jamshedpur: Positional TrainingDocument23 pagesThe Tata Iron & Steel Company Ltd. Jamshedpur: Positional TrainingMahesh YadavNo ratings yet
- Htri Trial PDFDocument39 pagesHtri Trial PDFcroprobosNo ratings yet
- MP 1Document3 pagesMP 1Fake Account 1No ratings yet
- Vatech SB6-2YDocument4 pagesVatech SB6-2YAlexander GuzmánNo ratings yet
- Hydro Mpc-E 3 Crie5-12Document5 pagesHydro Mpc-E 3 Crie5-12Zulfikar N JoelNo ratings yet
- Buchholz RelayDocument18 pagesBuchholz RelaysvismaelNo ratings yet
- Coelmo 250 Kva Fdtc87-25Document2 pagesCoelmo 250 Kva Fdtc87-25Emily Bullock100% (1)
- Supape Solare RomstalDocument1 pageSupape Solare RomstalCraciun DanielNo ratings yet
- Ammonia B PDFDocument9 pagesAmmonia B PDFmehrdad_k_rNo ratings yet
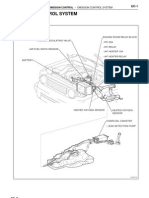
- Emission ControlDocument26 pagesEmission ControllogammicNo ratings yet
- Modul Air Fluid Coolers 1800Document12 pagesModul Air Fluid Coolers 1800Roger AklNo ratings yet
- Soal Uas NmeDocument1 pageSoal Uas Nmefaizal irsyadNo ratings yet
- Aux Steam SystemDocument14 pagesAux Steam Systemsanjeevchhabra100% (1)
- R&acDocument3 pagesR&acSontappagariViswanathNo ratings yet
- Boomer 104-1432Document4 pagesBoomer 104-1432Aldo CarvajalNo ratings yet
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- A Guide to Vintage Audio Equipment for the Hobbyist and AudiophileFrom EverandA Guide to Vintage Audio Equipment for the Hobbyist and AudiophileNo ratings yet
- Thermodynamic Design Data for Heat Pump Systems: A Comprehensive Data Base and Design ManualFrom EverandThermodynamic Design Data for Heat Pump Systems: A Comprehensive Data Base and Design ManualNo ratings yet