You might also like
- Real Estate Investment TrustsDocument318 pagesReal Estate Investment Trustsemirav2100% (1)
- 9 Analytical and Experimental Determination of Cutting ForcesDocument14 pages9 Analytical and Experimental Determination of Cutting ForcesPRASAD326100% (1)
- 46 Common Business Problems & How To Solve Them Using The Teachings of The Diamond CutterDocument13 pages46 Common Business Problems & How To Solve Them Using The Teachings of The Diamond CutterAndy Tay100% (4)
- LAB EXERCISE 2 Microscope AssDocument5 pagesLAB EXERCISE 2 Microscope AssArianne Jans MunarNo ratings yet
- 20 Design of Helical Springs For Variable LoadDocument16 pages20 Design of Helical Springs For Variable LoadPRASAD326No ratings yet
- Constellations Rev5Document25 pagesConstellations Rev5Sheela Marasigan Pagkalinawan100% (1)
- 39 Design of V - Belt DrivesDocument10 pages39 Design of V - Belt DrivesPRASAD326100% (6)
- 29 Welded Joints Types and UsesDocument10 pages29 Welded Joints Types and UsesPRASAD326100% (1)
- Machine Tools NotesDocument16 pagesMachine Tools NotesKarNo ratings yet
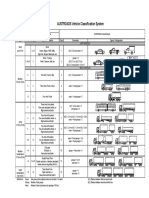
- Austroads ClassesDocument1 pageAustroads ClassesSasana SanNo ratings yet
- 10 Low and High Cycle FatigueDocument14 pages10 Low and High Cycle FatiguePRASAD326100% (1)
- Cutting Tool FundamentalsDocument25 pagesCutting Tool FundamentalssatenawuNo ratings yet
- 41 Rolling Contact BearingsDocument11 pages41 Rolling Contact BearingsPRASAD326100% (3)
- 14 Design of Bolted JointsDocument13 pages14 Design of Bolted JointsPRASAD32675% (4)
- Camlin ProjectDocument43 pagesCamlin ProjectApple ComputersNo ratings yet
- 35 Design of Shoe BrakesDocument10 pages35 Design of Shoe BrakesPRASAD326100% (1)
- Thin CylinderDocument10 pagesThin Cylinderarunnical100% (3)
- 21 Design of Leaf SpringsDocument10 pages21 Design of Leaf SpringsPRASAD326100% (1)
- Tool AnglesDocument13 pagesTool AnglesAkshay KakaniNo ratings yet
- ch21 Fundamentals of MachiningDocument25 pagesch21 Fundamentals of MachiningBaatar Zorigt100% (1)
- Civilian SupremacyDocument3 pagesCivilian SupremacyJomar Teneza100% (1)
- 18 Design of Power ScrewsDocument14 pages18 Design of Power ScrewsPRASAD326100% (2)
- Model Answers On Some QuestionsDocument18 pagesModel Answers On Some QuestionsCharles OndiekiNo ratings yet
- Experiment 6 Sinusoidal Steady State: ObjectiveDocument5 pagesExperiment 6 Sinusoidal Steady State: Objectiveahmed shahNo ratings yet
- 30 Design of Welded JointsDocument8 pages30 Design of Welded JointsPRASAD326No ratings yet
- PressDocument15 pagesPressRekha HNo ratings yet
- 28 Design of Riveted JointsDocument9 pages28 Design of Riveted JointsPRASAD326100% (1)
- 38 Design of Flat Belt DrivesDocument9 pages38 Design of Flat Belt DrivesPRASAD326100% (1)
- Mercant CircleDocument7 pagesMercant CircleKavi ArasuNo ratings yet
- Theory of Metal Cutting: Submitted To MR. GURPREET SINGH Submitted byDocument39 pagesTheory of Metal Cutting: Submitted To MR. GURPREET SINGH Submitted byamitNo ratings yet
- 26 Broaching - Principles, Systems and ApplicationsDocument16 pages26 Broaching - Principles, Systems and ApplicationsPRASAD326100% (2)
- S11-Cutting Forcess & MCDDocument37 pagesS11-Cutting Forcess & MCDBenita PrinceNo ratings yet
- Orthogonal and Oblique CuttingDocument59 pagesOrthogonal and Oblique Cuttingravi upadhyayNo ratings yet
- MTM Lab PresentationDocument26 pagesMTM Lab PresentationMuhammad WaseemNo ratings yet
- Unit I - Theory of Metal CuttingDocument111 pagesUnit I - Theory of Metal CuttingSaravana KumarNo ratings yet
- Me1008 Unit 3 Theory of Metal CuttingDocument39 pagesMe1008 Unit 3 Theory of Metal CuttingPruthviraj rathodNo ratings yet
- Measuring Cutting Forces PDFDocument14 pagesMeasuring Cutting Forces PDFprof_panneerNo ratings yet
- Theory of Metal CuttingDocument38 pagesTheory of Metal CuttingcrazynupNo ratings yet
- GATE Metal CuttingDocument27 pagesGATE Metal CuttingVinayaka Gp0% (1)
- Metal Cutting: Machining & Machining Tools Unit-1Document90 pagesMetal Cutting: Machining & Machining Tools Unit-1Joao PedroNo ratings yet
- Design of Circular Form Tool Graphical MethodDocument9 pagesDesign of Circular Form Tool Graphical MethodDIPAK VINAYAK SHIRBHATE100% (1)
- MP-1 Tut SheetDocument11 pagesMP-1 Tut SheetAnkur ChelseafcNo ratings yet
- Metal Cutting Theory - ProblemDocument12 pagesMetal Cutting Theory - ProblemZohaib RafiqNo ratings yet
- Theory of Metal CuttingDocument46 pagesTheory of Metal CuttingRaju MathewNo ratings yet
- METALWORKINGDocument23 pagesMETALWORKINGDr Rajamani R - PSGCTNo ratings yet
- 1 ShearingDocument29 pages1 ShearingSriram MuruganNo ratings yet
- Unit - 1 - Theory of Metal CuttingDocument82 pagesUnit - 1 - Theory of Metal Cuttingashish RautNo ratings yet
- Theory of Metal CuttingDocument3 pagesTheory of Metal CuttingGeorge Oliver100% (1)
- Unit One Material and Geometry of Cutting Tools 2015Document46 pagesUnit One Material and Geometry of Cutting Tools 2015elnat feyisa100% (1)
- Books:: Machining Technology & MetrologyDocument8 pagesBooks:: Machining Technology & MetrologyaritraNo ratings yet
- 24 Forces Developing and Acting in Machine ToolsDocument13 pages24 Forces Developing and Acting in Machine ToolsPRASAD326100% (4)
- MP SheetMetal PDFDocument48 pagesMP SheetMetal PDFNhan LeNo ratings yet
- Forging Die Design Calculations PDF FreeDocument3 pagesForging Die Design Calculations PDF FreeRamanNo ratings yet
- Bending ProcessDocument23 pagesBending Processmaitoravi78No ratings yet
- Presses N Press Work 1Document15 pagesPresses N Press Work 1Sankalp BhatiyaNo ratings yet
- Milling Machine LectureDocument46 pagesMilling Machine LectureAnnieMalik100% (1)
- Production Engineering I (Meng 3191) : Cutting ForceDocument53 pagesProduction Engineering I (Meng 3191) : Cutting ForceFasil GetachewNo ratings yet
- Lecture3 (1) AssignDocument5 pagesLecture3 (1) AssignMuket AgmasNo ratings yet
- MP II - Lecture 5 - Tool Failure and Tool LifeDocument45 pagesMP II - Lecture 5 - Tool Failure and Tool LifeArif Hossain100% (1)
- Merchant's Circle NotsDocument5 pagesMerchant's Circle NotsSaravanan MathiNo ratings yet
- Machining Science 2 Solution Copy 2Document6 pagesMachining Science 2 Solution Copy 2DIPAK VINAYAK SHIRBHATENo ratings yet
- LM-06 Machine ToolsDocument12 pagesLM-06 Machine ToolsAkesh KakarlaNo ratings yet
- ME 482/582 Chapter 2 HW Solution: U A B C T T T UDocument6 pagesME 482/582 Chapter 2 HW Solution: U A B C T T T UPhạm Hữu PhướcNo ratings yet
- Solution of MechanismDocument6 pagesSolution of MechanismMehmet Ali GökkaplanNo ratings yet
- 3C5 Exam 2017Document6 pages3C5 Exam 2017kotagoNo ratings yet
- 00 WindingsAxesDocument26 pages00 WindingsAxesAkshathaNo ratings yet
- Rolling Operations: ExperimentDocument12 pagesRolling Operations: ExperimentSaurav ParmarNo ratings yet
- 35IJMPERDAPR201935Document14 pages35IJMPERDAPR201935TJPRC PublicationsNo ratings yet
- Tutorial 2Document2 pagesTutorial 2amin badrulNo ratings yet
- Synchronous GADocument44 pagesSynchronous GAKusalava SarmaNo ratings yet
- NMC 9. Revision On Senior Form Geometry - SolutionDocument9 pagesNMC 9. Revision On Senior Form Geometry - SolutionEugene LawNo ratings yet
- TP A.24 The Effects of Follow and Draw On ThrowDocument3 pagesTP A.24 The Effects of Follow and Draw On ThrowNahu DarrettaNo ratings yet
- Kinematic of Machines - Gear 3Document5 pagesKinematic of Machines - Gear 3Safdar Ali NiaziNo ratings yet
- Chapter - 7c Directivity IndexDocument12 pagesChapter - 7c Directivity IndexAlinaBogoiNo ratings yet
- Test 12 SolutionDocument11 pagesTest 12 Solutionmmariyappanm13No ratings yet
- Latihan Soal Teg Geser - 1Document9 pagesLatihan Soal Teg Geser - 1Benjamin SoerjaNo ratings yet
- Ene219 Eie219 2 2023 Lab04 Active FiltersDocument6 pagesEne219 Eie219 2 2023 Lab04 Active Filtersphusit wiriyaajcharaNo ratings yet
- Homework 2019 MJ 2Document6 pagesHomework 2019 MJ 2yingwuenchanNo ratings yet
- 06 ShearDocument32 pages06 ShearNathan MolongwanaNo ratings yet
- 17 Power Screw Drives and Their EfficiencyDocument15 pages17 Power Screw Drives and Their EfficiencyPRASAD326100% (2)
- Block Diagram of Intel 8086Document5 pagesBlock Diagram of Intel 8086Ritesh SinghNo ratings yet
- 34 Design of Joints With Variable LoadingDocument8 pages34 Design of Joints With Variable LoadingPRASAD326100% (1)
- 32 Design of Eccentrically Loaded Bolted or Riveted JointsDocument10 pages32 Design of Eccentrically Loaded Bolted or Riveted JointsPRASAD326100% (3)
- 36 Design of Band and Disc BrakesDocument10 pages36 Design of Band and Disc BrakesPRASAD326100% (2)
- Bearing-Study Material Mechanical Engg-1Document14 pagesBearing-Study Material Mechanical Engg-1anishiitdNo ratings yet
- 33 Design of Eccentrically Loaded Welded JointsDocument10 pages33 Design of Eccentrically Loaded Welded JointsPRASAD326No ratings yet
- 37 Introduction To Belt DrivesDocument12 pages37 Introduction To Belt DrivesPRASAD326100% (11)
- 25 Thick Cylinders Stresses Due To Internal and External PressuresDocument14 pages25 Thick Cylinders Stresses Due To Internal and External PressuresPRASAD326100% (4)
- 23 Shaft and Its Design Based On StrengthDocument9 pages23 Shaft and Its Design Based On StrengthPRASAD326No ratings yet
- 27 Riveted Joints Types and UsesDocument11 pages27 Riveted Joints Types and UsesPRASAD326100% (1)
- 19 Introduction To Design of Helical SpringsDocument12 pages19 Introduction To Design of Helical SpringsPRASAD326100% (3)
- 22 Shaft and Its Design Based On StrengthDocument11 pages22 Shaft and Its Design Based On StrengthPRASAD326100% (4)
- Pin Bush Coupling DesignDocument15 pagesPin Bush Coupling Designyogwani79No ratings yet
- 11 Types of Fasteners Pins and KeysDocument12 pages11 Types of Fasteners Pins and KeysPRASAD326100% (2)
- 12 Cotter and Knuckle JointDocument16 pages12 Cotter and Knuckle JointPRASAD326100% (3)
- 8 Stress ConcentrationDocument15 pages8 Stress ConcentrationPRASAD326100% (3)
- Final 856167 Acc Form - Modified On LPM PL06 After Test11Document26 pagesFinal 856167 Acc Form - Modified On LPM PL06 After Test11ArabyAbdel Hamed SadekNo ratings yet
- Transistors by Le CroissetteDocument296 pagesTransistors by Le CroissetteDeepam kulshreshthaNo ratings yet
- Internet Banking Adoption in India: Structural Equation Modeling ApproachDocument2 pagesInternet Banking Adoption in India: Structural Equation Modeling ApproachNursamsiWahyuApriantoNo ratings yet
- Sports Exercise and Health Science Paper 3 SL MarkschemeDocument21 pagesSports Exercise and Health Science Paper 3 SL Markschemegoingnow0001No ratings yet
- Kasus Mnj. Strategik ALL Kls - OYO (Thunderbird 2020)Document10 pagesKasus Mnj. Strategik ALL Kls - OYO (Thunderbird 2020)Muhammad Fadli100% (2)
- Implantoplasty Enhancing Peri-Implant Bone Stability Over A 3-Year Follow-Up: A Case SeriesDocument8 pagesImplantoplasty Enhancing Peri-Implant Bone Stability Over A 3-Year Follow-Up: A Case SeriesBagis Emre GulNo ratings yet
- Costs of Hospital MalnutritionDocument6 pagesCosts of Hospital MalnutritionAmalia SarsolNo ratings yet
- ECO102 Assignment 1Document3 pagesECO102 Assignment 1sama116676No ratings yet
- Dristi Reservation in IndiaDocument6 pagesDristi Reservation in IndiarahulNo ratings yet
- Sport 9Document14 pagesSport 9Barnababas BeyeneNo ratings yet
- HLT0023010063 (LT10587)Document1 pageHLT0023010063 (LT10587)Sheikh VerstappenNo ratings yet
- CBSE-XI Chemistry - Chap-3 (Classification of Elements)Document19 pagesCBSE-XI Chemistry - Chap-3 (Classification of Elements)Prajwal RautNo ratings yet
- BAI YUN PI For VELIZ EDIFICACIONES SAC PDFDocument1 pageBAI YUN PI For VELIZ EDIFICACIONES SAC PDFChristiano RodriguezNo ratings yet
- Reconciling The Total and Differential ApproachesDocument2 pagesReconciling The Total and Differential ApproachesRonabelle Eting NuezNo ratings yet
- Autism Spectrum DisorderDocument22 pagesAutism Spectrum Disorderrupal aroraNo ratings yet
- Ailah Science AssignmentDocument1 pageAilah Science AssignmentMekeni DoghNo ratings yet
- A Study On Graph Theory of Path Graphs: Mr. B. Senthilkumar, M. JayafranglinDocument7 pagesA Study On Graph Theory of Path Graphs: Mr. B. Senthilkumar, M. JayafranglinRahul SharmaNo ratings yet
- Alternative Trends Magazine Spring 2010Document60 pagesAlternative Trends Magazine Spring 2010alternativetrendsNo ratings yet
- Company History: Lighter Bradford Pennsylvania U.SDocument5 pagesCompany History: Lighter Bradford Pennsylvania U.SCristi MihailaNo ratings yet
- IW Tales of The Stars (Final) PDFDocument450 pagesIW Tales of The Stars (Final) PDFJohn IronwatchNo ratings yet
- Saint Theresa College of Tandag, IncDocument85 pagesSaint Theresa College of Tandag, IncKian MellinaNo ratings yet
- Annotated BibliographyDocument7 pagesAnnotated BibliographykristineenguyenNo ratings yet
- CONJUNTO EXPANSOR PARKER Catalog - PTFE-Seals - PTD3354-ENDocument194 pagesCONJUNTO EXPANSOR PARKER Catalog - PTFE-Seals - PTD3354-ENMarcelo Godinho BatistaNo ratings yet