You might also like
- CAT - 3126E.3126E With Prefix LEFDocument11 pagesCAT - 3126E.3126E With Prefix LEFPhil B.No ratings yet
- Is.10748.2004 0 PDFDocument13 pagesIs.10748.2004 0 PDFPinku100% (3)
- St52 Material STD PDFDocument7 pagesSt52 Material STD PDFsardhan.rajender84No ratings yet
- AISI 4340 NitridingDocument8 pagesAISI 4340 NitridingVlad Craciun100% (1)
- 16.0 Grade Wise Chemical CompositionDocument29 pages16.0 Grade Wise Chemical CompositionrohitNo ratings yet
- ASTM A159 - Standard Specification For Automotive Gray Iron CastingsDocument2 pagesASTM A159 - Standard Specification For Automotive Gray Iron Castingsjaskaran singhNo ratings yet
- Tools Pack List ElectrikDocument9 pagesTools Pack List ElectrikHr DaniNo ratings yet
- Din 17175 PDFDocument22 pagesDin 17175 PDFluap161256No ratings yet
- Hollow Steel Catalog PDFDocument44 pagesHollow Steel Catalog PDFaiyubi2No ratings yet
- Chapter 6Document22 pagesChapter 6Marlop CasicasNo ratings yet
- Sa 193&sa 193M PDFDocument18 pagesSa 193&sa 193M PDFGabriel RodríguezNo ratings yet
- SULZER CastMaterials - E00510Document5 pagesSULZER CastMaterials - E00510nhirpara1No ratings yet
- 40NiCrMo7 PDFDocument2 pages40NiCrMo7 PDFAmy GriffinNo ratings yet
- 2 Welding On Rotors Welding On Rotors For Power Plant Turbo Sets Dr.-Ing. Wolfgang Janssen, Siemens AG, Power Generation, GermanyDocument13 pages2 Welding On Rotors Welding On Rotors For Power Plant Turbo Sets Dr.-Ing. Wolfgang Janssen, Siemens AG, Power Generation, GermanySumit RaiNo ratings yet
- A 915 - A915m - 93 R98 Qtkxns05m1i5oa - PDFDocument3 pagesA 915 - A915m - 93 R98 Qtkxns05m1i5oa - PDFMung Duong XuanNo ratings yet
- Din 17102 PDFDocument10 pagesDin 17102 PDFEvriMert RüzgArdaNo ratings yet
- Handbook of Medical PhysicsDocument250 pagesHandbook of Medical PhysicsRana M ArslanNo ratings yet
- Heat Resitant Steel Castings MaterialsDocument2 pagesHeat Resitant Steel Castings MaterialssusisaravananNo ratings yet
- Isit328 2019 PPT 04 CryptographyDocument100 pagesIsit328 2019 PPT 04 CryptographySHA EricNo ratings yet
- Catalogue of SteelDocument4 pagesCatalogue of SteelIswar Rauf Aboo 'AqilahNo ratings yet
- Steel 17-4PH MmpdsDocument18 pagesSteel 17-4PH MmpdsManoj ManoharanNo ratings yet
- Effect Chlorine in FreshWaterDocument5 pagesEffect Chlorine in FreshWaterEl Ehsan Abinya FatihNo ratings yet
- Si and Ni As Alloying Elements To Vary Carbon Equivalent of Austenitic Ductile Cast Iron - Microstructure and Mechanical Properties-2Document9 pagesSi and Ni As Alloying Elements To Vary Carbon Equivalent of Austenitic Ductile Cast Iron - Microstructure and Mechanical Properties-2Chun-Yi LinNo ratings yet
- Aa10208 FINAL - 1Document139 pagesAa10208 FINAL - 1Surendra MalasaneNo ratings yet
- IS:2002Document14 pagesIS:2002Madhavi YerurNo ratings yet
- Sigma Phase Embrittlement of Stainless Steel in FCC Service: January 2006Document23 pagesSigma Phase Embrittlement of Stainless Steel in FCC Service: January 2006Shoaib AhmedNo ratings yet
- Chapter - 3 Performance Analysis of Induction FurnaceDocument19 pagesChapter - 3 Performance Analysis of Induction FurnaceVijay PandaNo ratings yet
- Equivalent Standard For Grey Iron & Ductile IronDocument2 pagesEquivalent Standard For Grey Iron & Ductile Ironariefihsan100% (1)
- Old and New DINDocument6 pagesOld and New DINDianaNo ratings yet
- Material & StdsDocument2 pagesMaterial & Stdssajjan sutharNo ratings yet
- Astm A 668 A668m 2013 PDFDocument10 pagesAstm A 668 A668m 2013 PDFCarlos GuerraNo ratings yet
- Austenitizing Heat Treatment PDFDocument20 pagesAustenitizing Heat Treatment PDFsivajirao70100% (1)
- Specifications For Design of Hot Metal Ladles AISE Standard No PDFDocument17 pagesSpecifications For Design of Hot Metal Ladles AISE Standard No PDFBuda PesteNo ratings yet
- High Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®Document2 pagesHigh Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®ivanoliveira3261No ratings yet
- QU AL ITY: Material Data SheetDocument5 pagesQU AL ITY: Material Data SheetAlex007No ratings yet
- Cast Iron StandardsDocument2 pagesCast Iron StandardsBao Duy NguyenNo ratings yet
- Heat Treatment Grossmann Hardenability PDFDocument11 pagesHeat Treatment Grossmann Hardenability PDFsivajirao70100% (2)
- BS3100 CastingDocument1 pageBS3100 Castingrakesh100% (1)
- Liquid NitridingDocument7 pagesLiquid NitridingSenthil_kumar_palaniNo ratings yet
- SKF Filament Wound BushingsDocument8 pagesSKF Filament Wound BushingsWes VendrigNo ratings yet
- Steel Grades HandbookDocument6 pagesSteel Grades Handbookbhavin178No ratings yet
- Diagram CCT AISI 4140 SteelDocument1 pageDiagram CCT AISI 4140 SteelifrizaldpNo ratings yet
- S235jr Carbon SteelDocument2 pagesS235jr Carbon Steelcheligp1981No ratings yet
- Din 743 E-AssisstDocument24 pagesDin 743 E-AssisstSezgin BayrakNo ratings yet
- Minfc31838 Jis g4105 Grade Scm440Document6 pagesMinfc31838 Jis g4105 Grade Scm440salimkevin7No ratings yet
- 8 Wear Testing - ASTM G65 PDFDocument1 page8 Wear Testing - ASTM G65 PDFyamenNo ratings yet
- About En19Document1 pageAbout En19ramanamurtytv7176No ratings yet
- ZG35 CR 24 Ni 7 Si NDocument2 pagesZG35 CR 24 Ni 7 Si NP.K.V Choudhary0% (1)
- Tolerance Hole & ShaftDocument12 pagesTolerance Hole & Shaftrlnjay2003No ratings yet
- 08chapter6 ShaftfixingsDocument12 pages08chapter6 Shaftfixingsreinaldosidejunior100% (1)
- Astm E10 2001 PDFDocument9 pagesAstm E10 2001 PDFSofiaJabadanEspulgarNo ratings yet
- Din 470 PDFDocument6 pagesDin 470 PDFLuciano FontesNo ratings yet
- JBT6396 2006 (English Version)Document18 pagesJBT6396 2006 (English Version)Anonymous l5yF0VNo ratings yet
- BS3076 Na18Document4 pagesBS3076 Na18BHARGAVNo ratings yet
- A New Role For Microalloyed SteelsDocument11 pagesA New Role For Microalloyed SteelsMuhammed SulfeekNo ratings yet
- Din Iso 4381Document1 pageDin Iso 4381Soroosh YaghoubiNo ratings yet
- Equivalencia Durezas Din50150Document1 pageEquivalencia Durezas Din50150Roberto_PrrNo ratings yet
- Brass MachiningDocument68 pagesBrass MachiningVaibhav ShuklaNo ratings yet
- Werkstoff 1.5217 (20MnV6)Document2 pagesWerkstoff 1.5217 (20MnV6)alextentwentyNo ratings yet
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesFrom EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Disclosure To Promote The Right To InformationDocument22 pagesDisclosure To Promote The Right To InformationVoyants Solution pvt. ltd.No ratings yet
- Is 8110 2000Document23 pagesIs 8110 2000Sidharth SinghNo ratings yet
- How To Read STD IS 2062 (2011)Document17 pagesHow To Read STD IS 2062 (2011)AkshayNo ratings yet
- Is 1079 98Document12 pagesIs 1079 98Rakesh SrivastavaNo ratings yet
- 2140 201017170308 001Document2 pages2140 201017170308 001K.s. Raghavendra KumarNo ratings yet
- Test Certificate Meft Peenya - BangaloreDocument1 pageTest Certificate Meft Peenya - BangaloreK.s. Raghavendra KumarNo ratings yet
- Test Certificate Meft: Peenya - BangaloreDocument1 pageTest Certificate Meft: Peenya - BangaloreK.s. Raghavendra KumarNo ratings yet
- MTC 1833a & 1833BDocument7 pagesMTC 1833a & 1833BK.s. Raghavendra KumarNo ratings yet
- Test Certificate Meft Peenya - BangaloreDocument1 pageTest Certificate Meft Peenya - BangaloreK.s. Raghavendra KumarNo ratings yet
- 7960BDocument3 pages7960BK.s. Raghavendra KumarNo ratings yet
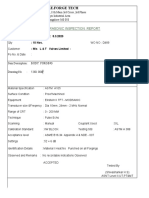
- M.E.Forge Tech: Ultrasonic Inspection ReportDocument1 pageM.E.Forge Tech: Ultrasonic Inspection ReportK.s. Raghavendra KumarNo ratings yet
- Mpi D212Document1 pageMpi D212K.s. Raghavendra KumarNo ratings yet
- M.E.Forge Tech: Ultrasonic Inspection ReportDocument1 pageM.E.Forge Tech: Ultrasonic Inspection ReportK.s. Raghavendra KumarNo ratings yet
- M.E.Forge Tech: Customer:M/s L & T Valves LimitedDocument1 pageM.E.Forge Tech: Customer:M/s L & T Valves LimitedK.s. Raghavendra KumarNo ratings yet
- Me Forge Tech: Mechanical Test ReportDocument2 pagesMe Forge Tech: Mechanical Test ReportK.s. Raghavendra KumarNo ratings yet
- Revised Asme Items: SL - No PO No. Material No. Po. SL No. WO. No Material Qty InspectionDocument1 pageRevised Asme Items: SL - No PO No. Material No. Po. SL No. WO. No Material Qty InspectionK.s. Raghavendra KumarNo ratings yet
- En353 3753 5948Document1 pageEn353 3753 5948K.s. Raghavendra KumarNo ratings yet
- M.E.Forge TechDocument1 pageM.E.Forge TechK.s. Raghavendra KumarNo ratings yet
- M.E.Forge TechDocument1 pageM.E.Forge TechK.s. Raghavendra KumarNo ratings yet
- M.E.Forge Tech: Customer:M/s L & T Valves LimitedDocument1 pageM.E.Forge Tech: Customer:M/s L & T Valves LimitedK.s. Raghavendra KumarNo ratings yet
- 35NiCrMoV 125Document1 page35NiCrMoV 125K.s. Raghavendra KumarNo ratings yet
- Density and Pressure 2 MSDocument9 pagesDensity and Pressure 2 MSananafra861No ratings yet
- Speed PDFDocument1 pageSpeed PDFhendrik koesumaNo ratings yet
- MM 1Document6 pagesMM 1Rana Naveed0% (1)
- Hisnul MuslimDocument36 pagesHisnul MuslimMuhammadSalmanNo ratings yet
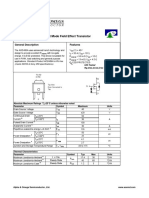
- DS Arf27Document1 pageDS Arf27BogdanNo ratings yet
- Manufacturing Engineering II Chapter 1.1Document23 pagesManufacturing Engineering II Chapter 1.1Layike Alemayehu100% (1)
- 1 s2.0 S0079670010001139 MainDocument113 pages1 s2.0 S0079670010001139 Mainไตเติ้ล สบม.No ratings yet
- Finite Automata?Document56 pagesFinite Automata?Hamza BasharatNo ratings yet
- Sap Faq FF ModuleDocument11 pagesSap Faq FF ModuleSharandeepNo ratings yet
- Data SheetDocument5 pagesData SheetMindSet MarcosNo ratings yet
- PROBABILITY It Is A Numerical Measure Which Indicates The ChanceDocument20 pagesPROBABILITY It Is A Numerical Measure Which Indicates The ChancePolice stationNo ratings yet
- Chandigarh University Department of Electronics & Communication Engineering Assignment # 01Document6 pagesChandigarh University Department of Electronics & Communication Engineering Assignment # 01Jaspreet KaurNo ratings yet
- 1448 Data Gmet6 25eph Pfep191022 Forktruck 191024Document227 pages1448 Data Gmet6 25eph Pfep191022 Forktruck 191024Gustavo FerrerNo ratings yet
- Create Resume Word 2007Document3 pagesCreate Resume Word 2007Bozz BostonNo ratings yet
- Vedic Maths 1Document5 pagesVedic Maths 1Ajmal AshrafNo ratings yet
- The Last ProblemsDocument4 pagesThe Last ProblemsAnirban SahaNo ratings yet
- Fluke199XRAY: Users ManualDocument22 pagesFluke199XRAY: Users ManualAndres CañaveralNo ratings yet
- STM32 HTTP CameraDocument8 pagesSTM32 HTTP Cameraengin kavakNo ratings yet
- Tems Cellplanner: Driving Network ExcellenceDocument8 pagesTems Cellplanner: Driving Network ExcellenceTarasNo ratings yet
- Conduits and FittingsDocument285 pagesConduits and FittingsNashwanNo ratings yet
- Vocational Teacher (Maintenance and Repairs of Automobiles)Document7 pagesVocational Teacher (Maintenance and Repairs of Automobiles)Brandon AllenNo ratings yet
- Quantitative Analysis 1Document20 pagesQuantitative Analysis 1FirdoseNo ratings yet
- CSWIP 3 1 PracticalDocument4 pagesCSWIP 3 1 PracticalAhmed Al-Emarah100% (1)
- Operating Manual: (Shaker)Document43 pagesOperating Manual: (Shaker)Cardenas Cuito MarcoNo ratings yet
- Dropsa Catalog Progressive Dividers Smo SMXDocument92 pagesDropsa Catalog Progressive Dividers Smo SMXRICARDO MAMANI GARCIANo ratings yet