You might also like
- 320B 322B 325B Excavator Hydraulic SystemDocument2 pages320B 322B 325B Excavator Hydraulic Systemwtn201391% (22)
- WPS P1 Group Any To P1 Group Any GTAW-FCAW (Manual-Machine)Document2 pagesWPS P1 Group Any To P1 Group Any GTAW-FCAW (Manual-Machine)Prasad ChakkrapaniNo ratings yet
- PQR & Welding Procedures Matrix PDFDocument1 pagePQR & Welding Procedures Matrix PDFsudeesh kumar100% (1)
- Api 1104 Acceptance CriteriaDocument6 pagesApi 1104 Acceptance CriteriaWillykateKairu75% (4)
- NIC HDPE Pipes and Fittings - Corrugated PDFDocument16 pagesNIC HDPE Pipes and Fittings - Corrugated PDFreemNo ratings yet
- Welding Procedure Specifications Wps Ow482 1677154438Document23 pagesWelding Procedure Specifications Wps Ow482 1677154438Quang NhậtNo ratings yet
- Welding Procedure Specifications (WPS) - Qw482Document23 pagesWelding Procedure Specifications (WPS) - Qw482vichu_villamarNo ratings yet
- WPS P5A Group Any To P5A Group Any GTAW FCAW Manual Semi AutomaticDocument2 pagesWPS P5A Group Any To P5A Group Any GTAW FCAW Manual Semi AutomaticAlex MendozaNo ratings yet
- PWPS Eksperimen Super DuplexDocument33 pagesPWPS Eksperimen Super Duplexryan.sNo ratings yet
- Welding Procedure qualificationsQW483 PDFDocument2 pagesWelding Procedure qualificationsQW483 PDFTC Chick WilliamNo ratings yet
- WPS 2 Tube To MembraneDocument4 pagesWPS 2 Tube To Membraneross anthonyNo ratings yet
- P1 Group Any To P1 Group Any GTAW-GMAW (Manual-Machine)Document2 pagesP1 Group Any To P1 Group Any GTAW-GMAW (Manual-Machine)Reda ElsayedNo ratings yet
- Enmax Engineering (India) PVT - LTD Survey No.15, Suraram, Hyderabad - 500 055, IndiaDocument2 pagesEnmax Engineering (India) PVT - LTD Survey No.15, Suraram, Hyderabad - 500 055, IndiaSampath KumarNo ratings yet
- WPS GTAW-SMAW h1Document1 pageWPS GTAW-SMAW h1Jesus Gabrielw Blanco GhostbustersIzNo ratings yet
- Welding AND NDT Purposed Format: FORM QW-484 A ASME IX-Welder Performance Qualification (WPQ)Document1 pageWelding AND NDT Purposed Format: FORM QW-484 A ASME IX-Welder Performance Qualification (WPQ)Mohammad Mehdi Jafari100% (2)
- WPS 360-1 Rev0 PDFDocument14 pagesWPS 360-1 Rev0 PDFAhmed GomaaNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme-IxDocument2 pagesWelding Procedure Specification (WPS) : Code: Asme-IxAnonymous 4WzixLwupNo ratings yet
- Welding Procedure Specification: (As Per Asme Sec Ix)Document1 pageWelding Procedure Specification: (As Per Asme Sec Ix)Himanshu SinghNo ratings yet
- List WPS For Piping Package-B. Rev.0.1 (Att-B)Document14 pagesList WPS For Piping Package-B. Rev.0.1 (Att-B)Ferdie OSNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- WPS-Shell To Shell Joint (CS-CS) .Document1 pageWPS-Shell To Shell Joint (CS-CS) .suria qaqcNo ratings yet
- Wps & PQR For Valve Installation - XLSX Fix TerbaruDocument20 pagesWps & PQR For Valve Installation - XLSX Fix Terbarufebri100% (1)
- QW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectDocument6 pagesQW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectArijit Ghosh100% (1)
- Ex Wps Train 01Document2 pagesEx Wps Train 01aidil30No ratings yet
- Wps PQR PDFDocument35 pagesWps PQR PDFquality unifab83% (6)
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Wps - Asme Ix - Gtaw - PipaDocument5 pagesWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraNo ratings yet
- WPS 1Document1 pageWPS 1janardan.sfeNo ratings yet
- WPS-Nozzle With Reinforcement Pad (CS-CS) .Document1 pageWPS-Nozzle With Reinforcement Pad (CS-CS) .suria qaqcNo ratings yet
- Plantilla WPS (SMAW) Junta TDocument1 pagePlantilla WPS (SMAW) Junta Tjhojan garciaNo ratings yet
- Plantilla WPS (SMAW) Junta TDocument1 pagePlantilla WPS (SMAW) Junta Tjhojan garciaNo ratings yet
- Sa 516 WPQDocument1 pageSa 516 WPQElgen IgloriaNo ratings yet
- Metals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Document6 pagesMetals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Luis MuñozNo ratings yet
- Wps-01 C.S. GtawDocument2 pagesWps-01 C.S. GtawMohamed Tarek HamamNo ratings yet
- Request For Welding Procedure ApprovalDocument13 pagesRequest For Welding Procedure ApprovalecsuperalNo ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- WPS-Nozzle Without Reinforcement Pad (CS-CS) .Document1 pageWPS-Nozzle Without Reinforcement Pad (CS-CS) .suria qaqcNo ratings yet
- PQR Documents (01-23)Document23 pagesPQR Documents (01-23)Abdelkader AbdelkaderNo ratings yet
- Wps 225Document29 pagesWps 225Muhammad firdaus rusliNo ratings yet
- PQR Acero Al CarbonoDocument2 pagesPQR Acero Al CarbonoROBERTO QUESADANo ratings yet
- Wps Ausa Gtaw Smaw 002 2018 Ok RDocument2 pagesWps Ausa Gtaw Smaw 002 2018 Ok RIvan Dario Carrillo Rubio0% (1)
- WPS P1 Group Any To P1 Group Any GTAW FCAW Manual MachineDocument2 pagesWPS P1 Group Any To P1 Group Any GTAW FCAW Manual MachinePrasad ChakkrapaniNo ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Welding Procedure Specification (WPS) : Page: 1/1Document5 pagesWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirNo ratings yet
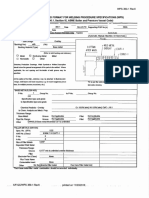
- Form Qw-482 Format For Welding Procedure Specification (WPS) (See QW-200,1, Section Ix, ASME Boiler and Pressure Vessel Code)Document4 pagesForm Qw-482 Format For Welding Procedure Specification (WPS) (See QW-200,1, Section Ix, ASME Boiler and Pressure Vessel Code)Rajkumar ArikumarNo ratings yet
- 3-Actual Exams Last Edition (ASME IX)Document6 pages3-Actual Exams Last Edition (ASME IX)Hares SlalNo ratings yet
- Eslam Abdelhameed Asme Ix IdDocument1 pageEslam Abdelhameed Asme Ix Idel_sharkawy2011No ratings yet
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocument1 pageWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- Wps For Carbon Steel THK 7.11 GtawDocument1 pageWps For Carbon Steel THK 7.11 GtawAli MoosaviNo ratings yet
- WPS For Carbon Steel THK 7.11 GTAWDocument1 pageWPS For Carbon Steel THK 7.11 GTAWAli Moosavi100% (1)
- Wps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Document4 pagesWps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Nilotpal Kumar RaiNo ratings yet
- WPS 1-1-GT-SM-6 Rev. 0Document8 pagesWPS 1-1-GT-SM-6 Rev. 0Melby de la rosaNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- Chem-Wps - PQR - WPQ-003 CS-CS 08-08 Gtaw-SmawDocument5 pagesChem-Wps - PQR - WPQ-003 CS-CS 08-08 Gtaw-Smawvijay padaleNo ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specification (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document10 pagesForm Qw-482 Suggested Format For Welding Procedure Specification (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Prakash PatelNo ratings yet
- Pwps-Gtaw FcawDocument2 pagesPwps-Gtaw FcawAhmed ElsharkawNo ratings yet
- PWPS DonpyDocument1 pagePWPS DonpyANDINTA MUDA YUSUFNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsRating: 5 out of 5 stars5/5 (1)
- 6Document1 page6fatihkisaNo ratings yet
- ATT VT-1.0A Rev. 2 ProcedureDocument5 pagesATT VT-1.0A Rev. 2 ProcedurefatihkisaNo ratings yet
- TCR Arabia Company ProfileDocument120 pagesTCR Arabia Company Profilefatihkisa100% (1)
- Calculate Your Air ConditioningDocument2 pagesCalculate Your Air Conditioningrachid269No ratings yet
- Industry Leading Performance: Sentinel Dts - Data SheetDocument2 pagesIndustry Leading Performance: Sentinel Dts - Data SheetabadnundNo ratings yet
- Logindo Samuderamakmur Tambah 2 Kapal Offshore ...Document3 pagesLogindo Samuderamakmur Tambah 2 Kapal Offshore ...Widianto Eka PramanaNo ratings yet
- The Rolls-Royce High Altitude Test Facility: A Description of The Large New Plant at DerbyDocument3 pagesThe Rolls-Royce High Altitude Test Facility: A Description of The Large New Plant at DerbyPhạm Hoàng SơnNo ratings yet
- API 570 Model Questions-1 PDFDocument4 pagesAPI 570 Model Questions-1 PDFabdulgafoor54No ratings yet
- Fatty Acid Technology PDFDocument9 pagesFatty Acid Technology PDFdonyaNo ratings yet
- Esab, Dual Shield 810X Ni1 (248 en - US FactSheet - Main 01)Document2 pagesEsab, Dual Shield 810X Ni1 (248 en - US FactSheet - Main 01)RodrigoNo ratings yet
- HAUS New DDE Series PDFDocument16 pagesHAUS New DDE Series PDFjoseNo ratings yet
- Standard Specifications of Stainless Steel 304 ShimsDocument4 pagesStandard Specifications of Stainless Steel 304 ShimsPrecishimsNo ratings yet
- Wosr Benefits Lexm0101-00 PDFDocument4 pagesWosr Benefits Lexm0101-00 PDFJulio TovarNo ratings yet
- Producing Naphtha and KeroseneDocument10 pagesProducing Naphtha and KeroseneSelvia Pratiwi100% (1)
- Carrier Infinity Control GuideDocument43 pagesCarrier Infinity Control GuideBill AdvenaNo ratings yet
- Mitsui Wall Type Series On-Off MVE - Technical SpecificationDocument1 pageMitsui Wall Type Series On-Off MVE - Technical SpecificationBruno Faria CotaNo ratings yet
- Angle Starred Angle Round Bar Flat Bar Double Angle S-Sectio N (America N Built-Up Box Sections Standard)Document7 pagesAngle Starred Angle Round Bar Flat Bar Double Angle S-Sectio N (America N Built-Up Box Sections Standard)erwin sarmientoNo ratings yet
- Building ServicesDocument9 pagesBuilding ServicesPriya SinghalNo ratings yet
- 2014 - 15 Class Schedule Weekend Batches: Electronics Engineering Weekend - NW (Noida)Document4 pages2014 - 15 Class Schedule Weekend Batches: Electronics Engineering Weekend - NW (Noida)Sumit KumarNo ratings yet
- Vietnam IndustriesDocument5 pagesVietnam Industriesships0401No ratings yet
- Tonne of Oil EquivalentDocument2 pagesTonne of Oil EquivalentIvana Radić100% (1)
- How To Retrofit RCC StructureDocument25 pagesHow To Retrofit RCC StructureAmit GargNo ratings yet
- SLR Strainer Data Sheet PDFDocument7 pagesSLR Strainer Data Sheet PDFKailas NimbalkarNo ratings yet
- A New Ebook - Chemical Engineering Plant Design Project, How ToDocument37 pagesA New Ebook - Chemical Engineering Plant Design Project, How ToMoges Ashagrie100% (6)
- Catalogue - New QPF PDFDocument32 pagesCatalogue - New QPF PDFShaiju EbrahimNo ratings yet
- Sec. 7 Exploded Views & PL PDFDocument53 pagesSec. 7 Exploded Views & PL PDFHristo VladimirovNo ratings yet
- Concentrator Photovoltaic (C3PV) SystemDocument2 pagesConcentrator Photovoltaic (C3PV) SystemAdam JensenNo ratings yet
- Vlsibooklist 2Document5 pagesVlsibooklist 2Jaime Osvaldo Landin MartinezNo ratings yet
- Advanced Insulationfor Subsea ApplicationDocument2 pagesAdvanced Insulationfor Subsea ApplicationAforbajeNo ratings yet
- Marchetti MTK 35Document8 pagesMarchetti MTK 35Happy StephenNo ratings yet
- PPG en-US P162.OutputDocument4 pagesPPG en-US P162.OutputChemical EngineerNo ratings yet