You might also like
- Design of Lifting LugDocument7 pagesDesign of Lifting Luga_toups100% (1)
- Inspection of WiresDocument12 pagesInspection of Wiresdenis_john_2No ratings yet
- Care and Inspection of Wire Rope: National Safety Council Data Sheet 667 Reaf. 89 Rev. June 2005Document7 pagesCare and Inspection of Wire Rope: National Safety Council Data Sheet 667 Reaf. 89 Rev. June 2005Ashley DeanNo ratings yet
- Analysis of Welded Structures: Residual Stresses, Distortion, and Their ConsequencesFrom EverandAnalysis of Welded Structures: Residual Stresses, Distortion, and Their ConsequencesRating: 5 out of 5 stars5/5 (2)
- Handling, Installation and Maintenance of Steel Wire RopesDocument30 pagesHandling, Installation and Maintenance of Steel Wire RopesMuhammadFaridNo ratings yet
- Wire Ropes - Bridon Rope - BAC - TechnicalDocument25 pagesWire Ropes - Bridon Rope - BAC - TechnicalJose BijoyNo ratings yet
- Mechanical Properties of Wires and Its Orthodontic ApplicationDocument12 pagesMechanical Properties of Wires and Its Orthodontic Applicationabhishek_meenuNo ratings yet
- 02 Wire Rope StrandDocument39 pages02 Wire Rope Strandmanuelperezz2567% (3)
- Wire Rope Technical InfoDocument11 pagesWire Rope Technical Infoأزيزى سودينNo ratings yet
- Design Notes On Articulated Tug-Barge Connections PDFDocument25 pagesDesign Notes On Articulated Tug-Barge Connections PDFJonatas SilvaNo ratings yet
- 2) Peak Performance Practices - Wire RopeDocument40 pages2) Peak Performance Practices - Wire RopeSM_Ing.No ratings yet
- Wire Rope LubricationDocument16 pagesWire Rope LubricationAnonymous alQXB11EgQNo ratings yet
- Kablo Makara SistemiDocument26 pagesKablo Makara SistemiEce TUĞRULÖZNo ratings yet
- Manual For EOT CranesDocument39 pagesManual For EOT CranesManish Jha67% (12)
- KATRADIS VEP SA User's Manual Wire Ropes InstallationDocument17 pagesKATRADIS VEP SA User's Manual Wire Ropes InstallationseawizeNo ratings yet
- Stability of Structures: Principles and ApplicationsFrom EverandStability of Structures: Principles and ApplicationsRating: 4 out of 5 stars4/5 (4)
- Chain CalculationDocument16 pagesChain CalculationGabriela Pricope100% (1)
- Load Cell PrimerDocument12 pagesLoad Cell PrimerJithendra Marri100% (1)
- Mechanics of Offshore Pipelines, Volume 2: Buckle Propagation and ArrestFrom EverandMechanics of Offshore Pipelines, Volume 2: Buckle Propagation and ArrestNo ratings yet
- Wire Drum DesignDocument8 pagesWire Drum DesignJonathan Lynch100% (2)
- (MOORINGS) (UFC 4-159-03) Unified Facilities Criteria - Design - Moorings PDFDocument225 pages(MOORINGS) (UFC 4-159-03) Unified Facilities Criteria - Design - Moorings PDFAndrew EdwardNo ratings yet
- Slings-Chains+wir RopesDocument30 pagesSlings-Chains+wir RopestonyNo ratings yet
- Prem ConnectionDocument2 pagesPrem ConnectionJan Arild SkappelNo ratings yet
- 03 Report Painter Report WriterDocument40 pages03 Report Painter Report Writerdeitron100% (3)
- Design Verification of Offshore Winch Drum Using FEA and TestingDocument4 pagesDesign Verification of Offshore Winch Drum Using FEA and TestingtonyNo ratings yet
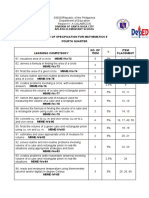
- 4th Periodical Test in Math 5-NewDocument9 pages4th Periodical Test in Math 5-NewMitchz Trinos100% (2)
- Maxwell's EquationsDocument19 pagesMaxwell's EquationsEr Ashish Baheti100% (1)
- Otc 3669 MSDocument10 pagesOtc 3669 MSanon_401712377No ratings yet
- Centrifugal ForceDocument9 pagesCentrifugal ForcecataiceNo ratings yet
- Subsea Pipeline Design, Analysis, and InstallationFrom EverandSubsea Pipeline Design, Analysis, and InstallationRating: 3 out of 5 stars3/5 (1)
- Tension Torsion Fatigue ChaplinDocument7 pagesTension Torsion Fatigue Chaplinshah naumanNo ratings yet
- Interactive Fatigue in Wire Rope ApplicationsDocument12 pagesInteractive Fatigue in Wire Rope ApplicationsLeandro MarchiNo ratings yet
- Chaplin 1995Document13 pagesChaplin 1995Rodrigo Alejandro Flores ZuñigaNo ratings yet
- Problems of Torque and Rotation in Wire Ropes: 1. Internationaler Stuttgarter Seiltag 21. Februar 2002Document9 pagesProblems of Torque and Rotation in Wire Ropes: 1. Internationaler Stuttgarter Seiltag 21. Februar 2002ManuelNo ratings yet
- CableCon2017 Wehr Et Al PreprintDocument13 pagesCableCon2017 Wehr Et Al PreprintThejaswiniNo ratings yet
- Fatigue Testing Machine Simulates Rope DamageDocument11 pagesFatigue Testing Machine Simulates Rope Damageshah nauman100% (1)
- Index: History Chain Drive Design Chain Failures and Analysis Conclusion ReferenceDocument8 pagesIndex: History Chain Drive Design Chain Failures and Analysis Conclusion ReferenceGaganpreetSinghGindraNo ratings yet
- BRIDON BAC TechnicalDocument25 pagesBRIDON BAC TechnicalMohamed SidateNo ratings yet
- Wire RopeDocument9 pagesWire RopeMitanshu ChadhaNo ratings yet
- Ultimate Strength of Tubular JointsDocument18 pagesUltimate Strength of Tubular JointsAnonymous VNu3ODGavNo ratings yet
- Transmission Line Construction and Maintenance: Sherman & ReillyDocument8 pagesTransmission Line Construction and Maintenance: Sherman & ReillyMauricio Mercado VargasNo ratings yet
- Development of Early Roller Chain Design GuideDocument15 pagesDevelopment of Early Roller Chain Design GuideCTN2010No ratings yet
- Overland Belt ConveyorsDocument13 pagesOverland Belt ConveyorsRodrigo GarcíaNo ratings yet
- VD - 68 Design Verification of Winch For Offshore CranesDocument4 pagesVD - 68 Design Verification of Winch For Offshore CraneskhurramNo ratings yet
- EW0509Document8 pagesEW0509acapNo ratings yet
- The Effect of Rope Elasticity on Mooring Line LoadsDocument5 pagesThe Effect of Rope Elasticity on Mooring Line LoadsLe Phuong DongNo ratings yet
- EDOC-Testing Connection Leads For Transmission Line ArrestersDocument11 pagesEDOC-Testing Connection Leads For Transmission Line ArrestersEl Comedor BenedictNo ratings yet
- Dynamic Model For Stiff String Torque and DragDocument16 pagesDynamic Model For Stiff String Torque and DragMOHAMED ALi IBRAHIM HASSANNo ratings yet
- Multi-Body Dynamics and Vibration AnalysisDocument13 pagesMulti-Body Dynamics and Vibration AnalysisGogyNo ratings yet
- Tribo-Fatigue Behaviors of Steel Wire Rope Under Bending Fatigue With The Variable TensionDocument8 pagesTribo-Fatigue Behaviors of Steel Wire Rope Under Bending Fatigue With The Variable Tensionshah naumanNo ratings yet
- WireDocument51 pagesWireMadhav Rajpurohit100% (1)
- A Simplified Finite Element Model For Structural Cable Bending MechanismDocument15 pagesA Simplified Finite Element Model For Structural Cable Bending MechanismJoaquin VieraNo ratings yet
- E01 OrcaLay Plus Lateral RestraintDocument3 pagesE01 OrcaLay Plus Lateral Restraint1tmac3No ratings yet
- Wear and Fatigue Analysis of Two Wheeler Transmission ChainDocument7 pagesWear and Fatigue Analysis of Two Wheeler Transmission ChainRodrigo MarinNo ratings yet
- A Simple Method For Simultaneously Tensi PDFDocument8 pagesA Simple Method For Simultaneously Tensi PDFAmit R. GhuleNo ratings yet
- Data WireRope CareDocument5 pagesData WireRope CareHishamNo ratings yet
- 1 s2.0 S0143974X05001045 MainDocument13 pages1 s2.0 S0143974X05001045 Mainburaksait.yildirimNo ratings yet
- Endurance of Compacted Steel Wire Ropes: ObjectivesDocument7 pagesEndurance of Compacted Steel Wire Ropes: ObjectivesYadi KusmayadiNo ratings yet
- EDOC-Achieving Long Service Life From Transmission Line ArrestersDocument21 pagesEDOC-Achieving Long Service Life From Transmission Line ArrestersEl Comedor BenedictNo ratings yet
- A Unified Fatigue and Fracture Model Applied To Steel Wire RopesDocument2 pagesA Unified Fatigue and Fracture Model Applied To Steel Wire Ropesshah naumanNo ratings yet
- Modelling of Vibrations of Overhead Line Conductors: Assessment of the TechnologyFrom EverandModelling of Vibrations of Overhead Line Conductors: Assessment of the TechnologyGiorgio DianaNo ratings yet
- Solar Collector Performance Data from 5/1/2009Document3 pagesSolar Collector Performance Data from 5/1/2009Andrew EdwardNo ratings yet
- Memory-Map - Cockburn SoundDocument1 pageMemory-Map - Cockburn SoundAndrew EdwardNo ratings yet
- BEAR FlyerDocument1 pageBEAR FlyerAndrew EdwardNo ratings yet
- MSC Mathematics 2014Document21 pagesMSC Mathematics 2014Muralikrishna SingamaneniNo ratings yet
- Soil Mechanics: Explain About The Friction Circle MethodDocument2 pagesSoil Mechanics: Explain About The Friction Circle MethodmaniNo ratings yet
- Bs 8666 of 2005 Bas Shape CodesDocument5 pagesBs 8666 of 2005 Bas Shape CodesopulitheNo ratings yet
- Xtxtset PDFDocument13 pagesXtxtset PDFhoneygggggNo ratings yet
- Thermo Dynamics Question BankDocument3 pagesThermo Dynamics Question Banknisar_ulNo ratings yet
- The Boat Traveled 92.5 Feet.: Angle of ElevationDocument5 pagesThe Boat Traveled 92.5 Feet.: Angle of ElevationMNo ratings yet
- Tabel Distribuzi Normal Z-Harus 0.5 Dikurangi PDFDocument1 pageTabel Distribuzi Normal Z-Harus 0.5 Dikurangi PDFLisna L. PaduaiNo ratings yet
- Kakuro #1-4: 6X6 Kakuro Puzzles by Krazydad, Volume 1, Book 2Document3 pagesKakuro #1-4: 6X6 Kakuro Puzzles by Krazydad, Volume 1, Book 2Aashirtha SNo ratings yet
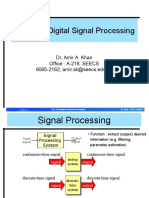
- CSE 304-Digital Signal Processing: Dr. Amir A. Khan Office: A-218, SEECS 9085-2162 Amir - Ali@seecs - Edu.pkDocument22 pagesCSE 304-Digital Signal Processing: Dr. Amir A. Khan Office: A-218, SEECS 9085-2162 Amir - Ali@seecs - Edu.pkAlamgir Ahmad KhattakNo ratings yet
- Brent Kung AdderDocument60 pagesBrent Kung AdderAnonymous gLVMeN2hNo ratings yet
- Jyothi Swarup's SAS Programming ResumeDocument4 pagesJyothi Swarup's SAS Programming Resumethiru_lageshetti368No ratings yet
- BMS Sem 1 DSC Ge Sec Vac (Edit)Document27 pagesBMS Sem 1 DSC Ge Sec Vac (Edit)VISHESH 0009No ratings yet
- Instructional Module: Republic of The Philippines Nueva Vizcaya State University Bayombong, Nueva VizcayaDocument14 pagesInstructional Module: Republic of The Philippines Nueva Vizcaya State University Bayombong, Nueva VizcayaMary Jane BugarinNo ratings yet
- Non Linear Static and Multi Axial Fatigue Analysis of Automotive Lower Control Arm Using NeinastranDocument11 pagesNon Linear Static and Multi Axial Fatigue Analysis of Automotive Lower Control Arm Using Neinastrangramesh1985No ratings yet
- CV Iqbal Wahyu SaputraDocument1 pageCV Iqbal Wahyu SaputraIqbal WahyuNo ratings yet
- Report Hydrological Analysis FinalDocument11 pagesReport Hydrological Analysis Finalapi-279600936No ratings yet
- ME 171 SyllabusDocument7 pagesME 171 SyllabusLucas Penalva Costa SerraNo ratings yet
- ME 354A Vibration Problems and SolutionsDocument4 pagesME 354A Vibration Problems and SolutionsAkhilNo ratings yet
- Structure Chap-7 Review ExDocument7 pagesStructure Chap-7 Review Exabenezer g/kirstosNo ratings yet
- Fisika Zat Padat I: Dosen: Dr. Iwantono, M.Phil Jurusan Fisika Fmipa-UrDocument78 pagesFisika Zat Padat I: Dosen: Dr. Iwantono, M.Phil Jurusan Fisika Fmipa-UrMailestari Wina YanceNo ratings yet
- Chapter 3Document7 pagesChapter 3SULTAN SksaNo ratings yet
- G Code ListDocument3 pagesG Code ListRautoiu AndreiNo ratings yet
- A Theory of Dynamic Oligopoly II Price Competition Kinked Demand Curves and Edgeworth CyclesDocument29 pagesA Theory of Dynamic Oligopoly II Price Competition Kinked Demand Curves and Edgeworth CyclesGiovanna Larissa MendesNo ratings yet
- Operation ManagementDocument15 pagesOperation ManagementRabia RasheedNo ratings yet
- Simulation of A Tank Fill by Volume of Fluid Method Using Ansys Fluent - Training, Projects & Research CenterDocument9 pagesSimulation of A Tank Fill by Volume of Fluid Method Using Ansys Fluent - Training, Projects & Research CenterHayderAlSamawiNo ratings yet