You might also like
- Report Fatigue TestDocument20 pagesReport Fatigue TestCherif Chokeir75% (4)
- Operation and Maintenance Manual FOR Winch TYPE: 07.02.08: (Acc. To MSC.1/Circ.1206)Document12 pagesOperation and Maintenance Manual FOR Winch TYPE: 07.02.08: (Acc. To MSC.1/Circ.1206)GogaNo ratings yet
- DMFEADocument10 pagesDMFEANag RazzNo ratings yet
- Fatigue MetalDocument13 pagesFatigue MetalAerocfdfreakNo ratings yet
- Fatigue AnalysisDocument6 pagesFatigue AnalysisIshwarya SrikanthNo ratings yet
- Fatigue Test FinalDocument9 pagesFatigue Test Finalosama.ammer2002No ratings yet
- Facultad de Estudios Superiores Cuautitlán: Departamento de IngenieríaDocument21 pagesFacultad de Estudios Superiores Cuautitlán: Departamento de IngenieríaFer TorresNo ratings yet
- Fatigue Failure: Causes, Mechanisms and PreventionDocument18 pagesFatigue Failure: Causes, Mechanisms and PreventionSarath Sasidharan NairNo ratings yet
- EGF316 Fatigue - NotesDocument15 pagesEGF316 Fatigue - Notesibtihal ingNo ratings yet
- Biaxial cyclic deformation behaviour of steelsDocument14 pagesBiaxial cyclic deformation behaviour of steelsDavid C Houser100% (1)
- Materials Science: Fatigue AnalysisDocument3 pagesMaterials Science: Fatigue AnalysisIshwarya SrikanthNo ratings yet
- 01 - Fatigue Theory (Part 1)Document42 pages01 - Fatigue Theory (Part 1)Lincs lincolnNo ratings yet
- Materials Science: Fatigue LifeDocument3 pagesMaterials Science: Fatigue LifeIshwarya SrikanthNo ratings yet
- Fatigue LifA State-Of-The-Art Review On Fatigue Life Prediction Methods For Metal StructuresDocument14 pagesFatigue LifA State-Of-The-Art Review On Fatigue Life Prediction Methods For Metal StructuresMona AwadNo ratings yet
- Variation of Stress Range Due To Variation in Sea States - An Overview of Simplified Method of Fatigue Analysis of Fixed Jacket Offshore StructureDocument10 pagesVariation of Stress Range Due To Variation in Sea States - An Overview of Simplified Method of Fatigue Analysis of Fixed Jacket Offshore StructureAJER JOURNALNo ratings yet
- Metal Fatigue Mechanisms EssayDocument14 pagesMetal Fatigue Mechanisms EssayArush SinhalNo ratings yet
- Chapter 2 Design For Strength - Fatigue Strength Variable LoadingDocument37 pagesChapter 2 Design For Strength - Fatigue Strength Variable LoadingHilmyZulkifliNo ratings yet
- Cyclic StressDocument12 pagesCyclic StressBeljun FloresNo ratings yet
- Fatigue failure causes and testing methodsDocument9 pagesFatigue failure causes and testing methodsShankar RamanNo ratings yet
- Fatigue initiation and propagationDocument21 pagesFatigue initiation and propagationbakshiarNo ratings yet
- Unraveling The Science of Variable Amplitude Fatigue: R. SunderDocument32 pagesUnraveling The Science of Variable Amplitude Fatigue: R. SunderSomayya AmmanagiNo ratings yet
- Mechanical Behavior of Materials Fatigue LectureDocument23 pagesMechanical Behavior of Materials Fatigue Lecturekarrar333 ALIYAHIANo ratings yet
- Unit 14: Aircraft Structutal Integrity Outcome 1Document19 pagesUnit 14: Aircraft Structutal Integrity Outcome 1Rezve AhmedNo ratings yet
- Material science fatigue test lab experimentDocument8 pagesMaterial science fatigue test lab experimentAbed KmailNo ratings yet
- ME 322 - Partial notes – Part 4 (FatigueDocument70 pagesME 322 - Partial notes – Part 4 (FatigueNirmalya MishraNo ratings yet
- Fatigue 2marks N 16 MarksDocument53 pagesFatigue 2marks N 16 MarksAdrian James90% (10)
- Fatigue of MaterialsDocument44 pagesFatigue of MaterialsAnilNo ratings yet
- Low Cycle Fatigue Behaviour of API 5L X65 Pipeline Steel at Room TemperatureDocument8 pagesLow Cycle Fatigue Behaviour of API 5L X65 Pipeline Steel at Room TemperatureDinh Cuong TranNo ratings yet
- Fatigue, Energy MethodsDocument10 pagesFatigue, Energy MethodsShanNo ratings yet
- 879 686u6i6Document58 pages879 686u6i6Manoj Paul JohnNo ratings yet
- Fatigue and Fracture Mechanics in AerospaceDocument12 pagesFatigue and Fracture Mechanics in AerospaceBalaji SuganyaNo ratings yet
- Stress Fatigue PrinciplesDocument12 pagesStress Fatigue Principlesjinny1_0No ratings yet
- Mechanical Failure ModesDocument28 pagesMechanical Failure ModesSankara Rao67% (3)
- 01 Rainflow Cycle Counting A Historical Perspective4Document8 pages01 Rainflow Cycle Counting A Historical Perspective4Victor PuglieseNo ratings yet
- Fatigue DetailsDocument18 pagesFatigue DetailsKUMAR KANISHKANo ratings yet
- Fat 108Document25 pagesFat 108Rubén PizarroNo ratings yet
- Fatigue B.E Myd Muhammad Ali SiddiquiDocument48 pagesFatigue B.E Myd Muhammad Ali SiddiquiTacke NguyenNo ratings yet
- Module # Module #39 39: Fatigue of MaterialsDocument26 pagesModule # Module #39 39: Fatigue of MaterialsSon TranNo ratings yet
- Fatigue TestingDocument7 pagesFatigue Testingjazille22100% (1)
- FatigueDocument32 pagesFatigueNicolau Morar33% (3)
- Fatigue and Bond Properties For High Performance ConcreteDocument23 pagesFatigue and Bond Properties For High Performance ConcretesakolkongNo ratings yet
- 2021mm16 (Week12)Document5 pages2021mm16 (Week12)Fatima Azhar Azhar IqbalNo ratings yet
- 06-MS-ME - Mechanical Properties of MetalsDocument51 pages06-MS-ME - Mechanical Properties of Metalsfarah Al-zgoulNo ratings yet
- Ceg Lab 3Document15 pagesCeg Lab 3opeyemi71No ratings yet
- 6.fatigue Failures Resulting From Variable LoadingDocument148 pages6.fatigue Failures Resulting From Variable LoadingAekkasit SenaartNo ratings yet
- Lifting AnalysisDocument14 pagesLifting Analysisruhul72No ratings yet
- Fatigue Pretension Girder (Railway Bridge)Document10 pagesFatigue Pretension Girder (Railway Bridge)ViplawNo ratings yet
- A Fatigue Life Model For 5percent Chrome Work Roll Steel PDFDocument7 pagesA Fatigue Life Model For 5percent Chrome Work Roll Steel PDFSoheil MirtalebiNo ratings yet
- Fatigue Life Estimation of Aircraft Enginecompressor With Suitable Material SelectionDocument5 pagesFatigue Life Estimation of Aircraft Enginecompressor With Suitable Material SelectionRamganesh TNo ratings yet
- Fracture Mechanics: Jump To Navigation Jump To SearchDocument19 pagesFracture Mechanics: Jump To Navigation Jump To SearchReeverse MasterminddNo ratings yet
- Influence of Loading Speed On Tensile Strength PDFDocument6 pagesInfluence of Loading Speed On Tensile Strength PDFSadeghNo ratings yet
- Fatigue Lecture SummaryDocument24 pagesFatigue Lecture SummaryLeonard ReinaNo ratings yet
- Chapter Outline: Failure Fracture: How Do Materials Break?Document9 pagesChapter Outline: Failure Fracture: How Do Materials Break?Anonymous T02GVGzBNo ratings yet
- LRFD Approach For Fatigue of Marine StructuresDocument6 pagesLRFD Approach For Fatigue of Marine Structuressaeed-21No ratings yet
- Stress Strain CurveDocument12 pagesStress Strain CurveGlerommie CastroNo ratings yet
- Plastic Flow and Fracture in Solids by Tracy Y ThomasFrom EverandPlastic Flow and Fracture in Solids by Tracy Y ThomasNo ratings yet
- Aircraft Maintenance Logbook TemplateDocument22 pagesAircraft Maintenance Logbook TemplateMoncef Abd Elaziz DrifNo ratings yet
- Cutlas Motor ReparaciónDocument24 pagesCutlas Motor ReparaciónfeaaNo ratings yet
- J Fluids Engineering 2009 Vol 131 N11Document122 pagesJ Fluids Engineering 2009 Vol 131 N11Нильва Александр100% (1)
- G 1.1 Sohc-01Document1 pageG 1.1 Sohc-01Luis GarcíaNo ratings yet
- 2006 VA Powertrain SprinterDocument292 pages2006 VA Powertrain Sprinteractuator79100% (2)
- Mini Fragment Implants and InstrumentsDocument13 pagesMini Fragment Implants and InstrumentsMarc KleinNo ratings yet
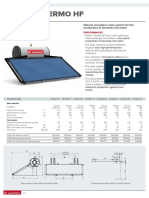
- Kairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionDocument4 pagesKairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionFILID MADNo ratings yet
- 2023-05-16 Package 21 OC Rev.4Document123 pages2023-05-16 Package 21 OC Rev.4pham locNo ratings yet
- Basics of Pumps Training ModuleDocument54 pagesBasics of Pumps Training ModulesuprateemNo ratings yet
- Wind Turbine Blade Design: Joseph Rand The Kidwind Project 877-917-0079Document18 pagesWind Turbine Blade Design: Joseph Rand The Kidwind Project 877-917-0079Ad Man GeTigNo ratings yet
- Technical Manual Mecanical Bumper SubDocument6 pagesTechnical Manual Mecanical Bumper SubYeisson Rubio100% (1)
- 640 DradiatorblindDocument2 pages640 DradiatorblindMaxy ServiçosNo ratings yet
- A Low-Cost, Open Source Wind TurbineDocument23 pagesA Low-Cost, Open Source Wind TurbineStephen LynchNo ratings yet
- Codes and Standards: Piping EngineeringDocument23 pagesCodes and Standards: Piping EngineeringAnnieMalikNo ratings yet
- Check Valves: Check Valve and Pre - LL Valve Type FDocument2 pagesCheck Valves: Check Valve and Pre - LL Valve Type FSaeid MirNo ratings yet
- ME6404 Thermal EngineeringDocument21 pagesME6404 Thermal EngineeringAnonymous mRBbdopMKfNo ratings yet
- Carnot CycleDocument11 pagesCarnot CycleEngr RbNo ratings yet
- Introduction to Ultrasonic Testing PrinciplesDocument116 pagesIntroduction to Ultrasonic Testing PrinciplesMuhamad AnwarudinNo ratings yet
- Erection Manual - Tank Stand (Galv Steel) PDFDocument8 pagesErection Manual - Tank Stand (Galv Steel) PDFhuyenthaigia100% (1)
- PsychrometricsDocument32 pagesPsychrometricskdsahooNo ratings yet
- AS 1056.1-1991 Storage Water Heaters - General RequirementsDocument43 pagesAS 1056.1-1991 Storage Water Heaters - General RequirementsChetan ChopraNo ratings yet
- SAND ProductionDocument18 pagesSAND Productionali100% (1)
- Threads Unc, Unf, UnefDocument3 pagesThreads Unc, Unf, UnefIlya FuksmanNo ratings yet
- DX SPLIT Acum L Cadx l50hzDocument21 pagesDX SPLIT Acum L Cadx l50hzFARIDNo ratings yet
- Characteristics of the Hydraulic Jump LabDocument10 pagesCharacteristics of the Hydraulic Jump LabnaeemNo ratings yet
- Service ManualDocument56 pagesService ManualEdwin GilNo ratings yet
- Volvo Ecr50D: Parts CatalogDocument469 pagesVolvo Ecr50D: Parts CataloggiselleNo ratings yet
- Thermowave Competence Refrigeration enDocument21 pagesThermowave Competence Refrigeration enTechnill Serviços e RepresentaçõesNo ratings yet
- MOM I - Module 37Document6 pagesMOM I - Module 37Muhammad HabibNo ratings yet