POLYESTER FIBRE:
Fibre manufacturing process:
Today over 70 to 75% of polyester is produced by CP( continuous polymerisation) process using PTA(purified Terephthalic Acid) and !"# The old process is called $atch process using % T( %imethy Terephthalate) and !"( ono !thylene "lycol)# Catalysts li&e 5b'(' (A)T* ()+ T,*(-*%!) are used to start and control the reaction# Ti(. (Titanium di o/ide) is added to ma&e the polyester fibre 0 filament dull# 1pin finishes are added at melt spinning and dra2 machine to provide static protection and have cohesion and certain frictional properties to enable fibre get processed through te/tile spinning machinery 2ithout any problem# PTA 2hich is a 2hite po2der is fed by a scre2 conveyor into hot !" to dissolve it# Then catalysts and Ti( . are added# After that !sterification ta&es place at high temperature# Then monomer is formed # Polymerisation is carried out at high temperature (.30 to '00 degree centigrade) and in almost total vacuum# onomer gets polymerised into the final product4 P!T (Poly ethylene Terephthalate)# This is in the form of thic& viscous li5uid# This li5uid is them pumped to melt spinning machines# These machines may be single sided or double sided and can have '6078067 spinning positions# At each position 4 the polymer is pumped by a metering pump92hich discharges an accurate 5uantity of polymer per revolution ( to control the denier of the fibre) through a pac& 2hich has sand or stainless steel particles as filter media and a spinnerette 2hich could be circular or rectangular and 2ill have a specific number of holes depending on the technology used and the final denier being produced# Polymer comes out of each hole of the spinnerette and is
�instantly solidified by the flo2 of cool dry air# This process is called 5uenching# The filaments from each spinnerette are collected together to form a small ribbon4 passed over a 2heel 2hich rotates in a bath of spin finish: and this ribbon is then mi/ed 2ith ribbon coming from other spinning positions4 this combined ribbon is a to2 and is coiled in cans# The material is called undra2n T(; and has no te/tile properties# At the ne/t machine ( the dra2 machine)4 undra2n to2s from severl cans are collected in the form of a sheet and passed through a trough of hot 2ater to raise the temperature of polymer to 70 degrees C 2hich is the glass transition temperature of this polymer so that the polymer can be dra2n# *n the ne/t t2o <ones4 the polymer is dra2n appro/imately 7 times and the actual dra2 or the pull ta&es place either in a steam chamber or in a hot 2ater trough# After the dra2ing is complete4 each filament has the re5uired denier4 and has all its sub microscopic chains aligned parallel to the fibre a/is4 thereby improving the crystallinity of the fibre structure and imparting certain strength# )e/t step is to set the strength by annealing the filaments by passing them under tension on several steam heated cylinders at temperatures =80 to ..0 degrees C# Also the filaments may be shrun& on the first <one of annealer by over feeding and imparting higher strength by stretching .% or so on the final <one of the annealer# )e/t the fibre is 5uenched in a hot 2ater bath4 then passed through a steam chest to again heat up the to2 to =00 degree C so that the crimping process 2hich ta&es place in the stuffer bo/ proceeds smoothly and the crimps have a good stability# Te/tile spin finish is applied either before crimping by &iss roll techni5ue or after crimping by a ban& of hollo2 cone sprays mounted on both sides of the to2# The ne/t step is to set the crimps and dry the to2 fully 2hich is carried out by laying the to2
�on a lattice 2hich passes through a hot air chamber at 85degree C or so#
The t2o is guided to a cutter and the cut fibres are baled for despatch# The cutter is a reel having slots at intervals e5ual to the cut length desired '. or '8 or 77 or 5=mm# !ach slot has a sharp stainless steel or tungsten carbide blade placed in it# The to2 is 2ound on a cutter reel4 at one side of the reel is a presser 2heel 2hich presses the to2 on to the blades and the to2 is cut# The cut fibre falls do2n by gravity and is usually partially opened by several air >ets and finally the fibre is baled# 1ome4 balers have a pre2eighting arrangement 2hich enables the baler to produce all bales of a pre determined 2eight# The bale is transported to a 2are house 2here it is ?matured? for a minimum of 80=0 days before it is permitted to be despatched to the spinning mill#
FIBRE SPECIFICATION:
%!)*!,: @sually the actual denier is a little on the finer side i#e for =#. %4 it 2ill be =#=6 and for =#7 4 it could be =#'5# The tolerance normally is A9 0#05 and C#B% of denier should be 7 to 5%# %enier specifies the fineness of fibre and in a 2ay controls the spinning limit# Theory tells us that in order to form yarn on ring spinning (and also in air >et) there must be minimum of 60 to 6. ifbres in the yarn cross section# Therefor the safe upper spinning limit 2ith different denier is
DENIER 1.0 1.2 1.4 COUNT(Ne) 90 80 62
�2.0 3.0
40 32
The limit is for '8 mm fibre# The limit rises for a longer fibres# ;hen spinning on open end system4 the minimum no of fibres in the yarn cross section is ==0# 1o all the fibre producers recommend finer denier fibres for (! spining # Cere the safe upper spinning limit is
DENIER 1.0 1.2 1.4 2.0 3.0
COUNT(Ne) 50 40 30 24 16
Co2ever in actual practice 4 '0s is an upper limit 2ith (! A)% =#. %enier is being used4 in @1A and other countries4 even for =0s count in (!# %eniers finer than =#0 are called micro9denier and commercially the finest polyester stple fibre that can be 2or&ed in a mill is 0#7 %# C@T D!)"TC: Cut lengths available are '.4 '84 774 5= and 67mm for cotton type spinning and a blend of 764 88 and =0. mm 9 average cut length of 88m for 2orsted spinning# The most common cut length is '8 mm# Eor blending 2ith other manmade fibres4 spinners preferred 5=mm to get higher productivity4 because T# # 2ill be as lo2 as .#7 to .#8 as against '#7 to '#5 for '8mm fibre# *f the fibre legnth is more4 the nepping tendency is also more 4 so a crompromise cutlength is 77
�mm# ;ith this cut length the T# # 2ill be around .#3 to '#0 and yarns 2ith '5 to 70% lo2er imprfections can be achieved compared a to similar yarn 2ith 5= mm fibre# *n the future spinners 2ill standardise for '8 mm fibre 2hen the ringspinning speed reaches .5000 rpm for synthetic yarns# Eor (! spinning 4 '. mm fibre is preferred as it enables smaller dia rotor(of '8mm) to be used 2hich can be run at 80000 to =00000 rpm# Air >et system uses '8 mm fibre#
TENSILE PROPERTIES: Polyester fibres are available in
7 tenacity levels#
Do2 pill fibres9 usuall in .#0 0 '#0 % for suiting enduse 2ith tenacities of '#0 to '#5 gpd(grams per denier)# These fibres are generally used on 2orsted system and =#7% for &nitting edium Tenacity 9 7#8 to 5#0 gpd Cigh tenacity 6#0 to 6#7 gpd range and 1uper high tenacity 7#0 gpd and above
$oth medium and high tenacity fibres are used for apparel enduse# Currently most fibre producers offer only high tenacity fibres# 1pinners prefer them since their use enables ring frames to run at high speeds4 but then the dyeablity of these fibres is .0 to .5% poorer4 also have lo2er yield on 2et processing4 have tendency to form pills and generally give harsher feel# The super high tenacity fibres are used essentially for spinning =00% polyester se2ing threads and other industrial yarns# The higher tenacities are obtained by using higher dra2 ratios and higher annealer temperatures upto ..5 to .'0 degree C and a slight additional pull of .% or so at the last <one in annealing#
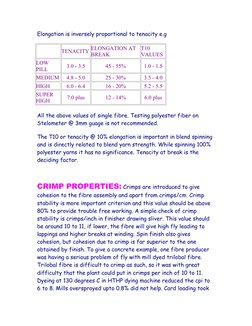
�!longation is inversely proportional to tenacity e#g TENACITY LO !ILL $EDIU$ %IG% SU!ER %IG% 3.0 " 3.5 4.8 " 5.0 6.0 " 6.4 &.0 '()* ELONGATION AT T10 BREAK VALUES 45 " 55# 25 " 30# 16 " 20# 12 " 14# 1.0 " 1.5 3.5 " 4.0 5.2 " 5.5 6.0 '()*
All the above values of single fibre# Testing polyester fiber on 1telometer F 'mm guage is not recommended# The T=0 or tenacity F =0% elongation is important in blend spinning and is directly related to blend yarn strength# ;hile spinning =00% polyester yarns it has no significance# Tenacity at brea& is the deciding factor#
CRI P PROPERTIES: Crimps are introduced to give
cohesion to the fibre assembly and apart from crimps0cm# Crimp stability is more important criterion and this value should be above 80% to provide trouble free 2or&ing# A simple chec& of crimp stability is crimps0inch in finisher dra2ing sliver# This value should be around =0 to ==4 if lo2er4 the fibre 2ill give high fly leading to lappings and higher brea&s at 2inding# 1pin finish also gives cohesion4 but cohesion due to crimp is far superior to the one obtained by finish# To give a concrete e/ample4 one fibre producer 2as having a serious problem of fly 2ith mill dyed trilobal fibre# Trilobal fibre is difficult to crimp as such4 so it 2as 2ith great difficulty that the plant could put in crimps per inch of =0 to ==# %yeing at ='0 degrees C in CTCP dying machine reduced the cpi to 6 to 8# ills oversprayed upto 0#8% did not help# Card loading too&
�place yet fly 2as uncontrolled4 ultimately the fibre producer added a steam chest to ta&e the t2o temperature to =00degrees plus before crimping and then could put in normal cpcm and good crimp stability# Then the dyed fibre ran 2ell 2ith normal 0#=5 to 0#=8 % added spin finish#
SPIN FINIS!: 1everal types of spin finishes are available#
There are only fe2 spin finish manufacturers 9 Ta&emoto4 atsumoto4 Gao from Hapan4 Cen&el4 1chill I1cheilacher4 Jimmer I 1ch2ar< and Coechst from "ermany and "eorge A#"oulston from @1A# *t is only by a mill trial that the effectiveness of a spin finish can be established# A spin finish is supposed to give high fibre to fibre friction of 0#7 to 0#754 so as to control fibre movement particularly at selvedges 4 lo2 fibre9metal friction of 0#. to 0#=5 to enable lo2er tensions in ring spinning and provide ade5uate static protection at 2hatever speed the te/tile machine are running and provide enough cohesion to control fly and lapping tendencies and lubrication to enable smoother drafting# 1pin finish as used normally consists of . components 9 one that gives lubrication 0 cohesion and other that gives static protection# !ach of these components have upto =8 different components to give desired properties plus anti fungus4 antibacterial anti foaming and stabilisers# ost fibre producers offer . levels of spin finishes# Do2er level finish for cotton blends and =00% polyester processing and the higher level finish for viscose blend# The reason being that viscose has a tendecy to rob polyester of its finish# Co2ever in most of the mills even lo2er spin finish 2or&s better for lo2 production levels and if the production level is high4 high level spin finish is re5uired if it is mi/ed 2ith viscose#
�Eor (! spinning 2here rotor speeds are around 55000 to 60000 rpm standard spin finish is o&4 but if a mill has ne2 (! spinning machines having rotors running F80000 rpm4 then a totally different spin finish 2hich has a significantly lo2er fibre 9 fibre and fibre 9 metal friction gave very good results# The need to clean rotors 2as e/tended from 8 hours to .7 hours and brea&s dropped to =0'rd# *n conclusion it must be stated that though the amount of spin finish on the fibre is only in the range 0#=05 to 0#=604 it decides the fate of the fibre as the runnability of the fibre is controlled by spin finish4 so it is the most important component of the fibre# !ffectiveness of spin finish is not easy to measure in a fibre plant# %upont uses an instrument to measure static behaviour and measures Dog , 2hich gives a good idea of static cover# Also4 there is s Hapanese instrument Conest 1taticmeter4 2here a bundle of 2ell conditioned fibre is rotated at high speed in a static field of =0000 volts# The instrument measures the charge pic&ed up by the fibre sample4 2hen the charge reaches its ma/imum value4 same is recorded and machine s2itched off# Then the time re5uired for the charge to lea& to half of its ma/imum value is noted# *n general 2ith this instrument 4 for fibre to 2or& 2ell4 ma/imum charge should be around .000 volts and half life decay time less than 70 sec# *f the ma/imum charge of 5000 and half life decay time of ' min is used 4 it 2ould be difficult to card the fibre 4 especially on a high production card#
"RY !EAT S!RIN#A$E: )ormally measured at =80
degree C for '0 min# Balues range from 5 to 8 %# ;ith %C1 around 5%4 finished fabric realisation 2ill be around 37% of grey fabric fed and 2ith %C1 around 8% this value goes do2n to 35%# Therefore it ma&es commercial sense to hold %C1 around 5%#
�L an% B co&our: D colour for most fibres record values
bet2een 88 to 3.# ?b? colour is a measure of yello2ness0blueness# b colour for semidull fibre fluctuates bet2een = to .#8 2ith different fibre producers# Do2er the value4 less is the chemicals degradation of the polymer# (ptically brightened fibres give b colour values around ' to '#5# This 2ith =80 ppm of optical brightner#
"YE TA#E 'P: !ach fibre producer has limits of =00 A9 ' to
=00A98# !ven 2ith =00A9' dye limits strea&s do occur in &nitted fabrics# The only remedy is to blend bales from different days in a despatch and insist on spinning mills ta&ing bales from more than one truc& load#
F'SE" FIBRES: The right 2ay to measure is to card =0 &gs
of fibre# Collect all the flat strips(35% of fused fibres get collected in flat strips)# 1pread it out on a dar& plush4 pic& up fused and undra2n fibres and 2eigh them# The upper acceptable limit is '0mgm 0=0&gs# The ideal limit should be around =5mgm0=0&gs# %@pont calls fused0undra2n fibres as %%% or %eep %yeing %efect#
L'STRE: Polyester fibres are available in
bright : 0#05 to 0#=0 % Ti(. 1emil dull : 0#. to 0#' % Ti(. dull : 0#5 % Ti(. e/tra dull : 0#7% Ti(. and in optically brightened 2ith normally =80 ppm of ($4 ($ is available in reddish 4 greenish and bluish shades# 1emi dull is the most popular lustre follo2ed by ($ (=00 % in @1A) and bright# PC+1*CAD A)% CC! *CAD P,(P!,T*!1 (E P(D+!1T!, E*$,!:
�1. %!)*!,: 0#5 9 =5
2. T!)AC*T+ : dry '#5 9 7#0 : 2et '#5 9 7#0 4. % (*1T@,! ,!"A*): 0#7 6. C,* P1 P!, *)CC: =. 9=7
3. %!D()"AT*() at brea& : dry =5 9 75 : 2et =5 75 5. 1C,*)GA"! *) $(*D*)" ;AT!,: 0 9 ' &. %%,+ C!AT 1C,*)GA"!: 5 9 8 (at =80 C for .0 min) 8. 1P!C*E* ",AB*T+: =#'6 9 =#7= 9. % !DA1T*C ,!C(B!,+K F.% L38 : F5% L 65 10. "DA11 T,A)1*T*() T! P: 80 degree C 11. 1oftening temp : .'0 9 .70 degree C 12.
elting point : .60 9 .70 degree C 13. !ffect of 1unlight : turns yello24 retains 70 9 80 % tenacity at long e/posure 14. ,!1*1TA)C! T( ;!ATC!,*)": good 15. ,(T ,!1*1T!)C!: high =6#ADGAD* ,!1*1T!)C!: damaged by C() al&ali 1&. AC*% ,!1*1T!)C!: e/cellent 18. (,"A)*C CC! *CAD ,!1*1T!)C!: good
P,($D! 1 ;C*CC (CC@, %@,*)" P(D+!1T!, 1TAPD! E*$,!:
A)@EACT@,! (E
The manufacture of polyester fibre consists of 7 stps:
Polymerisation:@sing PTA0% T and !" on either batch or continuous polymerisation (cpM 9 forming final polymer elt spinning :Cere molten polymer is forced thorough spinnerette holes to form undra2n filaments4 to 2hich spin finish is applied and coiled in can %ra2ings: in 2hich several million undra2n filaments are dra2n or pulled appro/imately 7 times in . steps4 annealed4 5uenched4 crimped and crimp set and final te/tile spin finish applied and
Cutting: in 2hich the dra2n crimped to2 is cut to a desired '.0'807705= mm length and then baled to be transported to a blend spinning mill#
()PROBLE S FACE" IN POLY ERISATION:
properties of Polymer: The polymer formed is tested mainly for intrinsic viscosity (i#v)4 %!" content4 % oligeomers and D and b colours# *ntrinsic viscosity is an indirect measure of degree of polymerisation and this value is around 0#6' for polymer meant for apparel fibres# %!" or %i !thylene "lycol gets formed during polymerisation and varies from =#. to =#8%# (ligomers are polymers of lo2er molecular 2eight and vary in 5uantity from =#. to =#8 %# D and b are measures of colour# D colour signifies 2hiteness as a value of =00 for D is a perfect value# ost fibres have D colour values around 88 to 3.# b colour denotes yello2ness0blueness of polymer# the positive sign for b colour indicates yello2ness 2hilst negative sign sho2s blueness4 only polymer 2hich contain optical brightener has b of ' 9 '#5 2hilst all semil dull polymers sho2 b values of =#0 to .#7# Cigher values indicate more yello2ness4 2hich indirectly sho2s chemical degradation of the polymer# Running a CP * &o+er , -ig-er t-roug-put: !very CP is designed for a certain throughput per day# Di&e say =80 tons0day or .70 tons0day# 1ometimes due to commercial constraints li&e high buildup of fibre stoc&s etc# 4 the CP may have to be operated at lo2er capacityies# *n that case the polymer that is produced has a higher ?b? colour and a lo2er %!" content# Cigher ?b? colour of say =#5 against normal value of =#0 2ill sho2 fibre to be yello2ish and has a little more chemical degradationK 2hich gives higher fluorescence under @B light# ost spinning mills
�have a practice of chec&ing every cone 2ound under @B lamp to find out 2hether there has been any mi/up# Co2ever if a mill is consistently receiving fibre 2ith a ?b?colour of say =#0 and then if one despatch comes of ?b?colour of say =#5 then in 2inding4 ring bobbins of both ?b? colours 2ill be received4 and 2hen cones are 2ound and chec&ed under @B lamp4 then higher ?b? colour material 2ill give higher fluorescence compared to that of lo2er ?b? colour materials4 and 2ill cause rings under @B lamp# Eortunately a minor difference in ?b? colour of 0#7 to 0#5 does not give variation in dyeability# ;hat can spinning mills do to overcome this problem: (ne 2ay is to use a @ster "lo2 meter 2hich measures the reflectance of fibre samples under @B light# ;e understand that these values lie bet2een 80 and =.0 for samples from different bales# so then divide bales 2ith reflectance values of say 80 to 30 4 another 3= to =004 third =0= to ==0 and fourth === to =.0# Then 2hile issuing bales to blo2 room4 issue first group say 80 to 30 then issue the en/t group and so on# $ales from different groups should not be mi/ed# 1econd is to use bales from each truc& separately# Third is to mi/ up bales from 705 truc&s to do a blending Changes in %!": The amount of %!" in fibre is directly proportional to dye pic& up or dye ability of the fibre# Cigher the %!"4 higher is the dye ability4 so much so that some filament producers add %!"4 but then higher %!" 2ill lo2er tensile properties# 1o this practice is not follo2ed for fibre4 2here tensile properties are critical# 1o if the CP is run at lo2er throughout4 %!" drops do2n4 so the dyeablity of the fibre goes do2n# 1ince fibre production group is &een on maintaining merge4 they resort to lo2ering of annealer temperatures to maintain dye ability but in the
�process tensile properties suffer4 and mills 2ill notice thread strength falling by 597% if annealer temperature is lo2ered from say .=0 degree C to =80 %egree C# *f fibre production group does not do this4 then they 2ill produce fibre 2ith a different merge 9 2hich normally accumulates in the 2arehouse and so is not appreciated by both mar&eting and top management#
Also 2hen CP is run at higher than rated4 then higher temperatures have to be used to compensate lo2er residence time4 here ?b? colour actually improves *t must be emphasi<ed that the ?b?colour changes occur not only due to higher 0 lo2er thorugh put but there are several other factors such as air lea&ags in valves 0 polymer lines4 failure of pumps to remove product from one reaction vessel to another etc#
There is yet one more problem in CP# *t is a sudden increase in oligomer content# ;hen the amount of oligomers increase4 it manifests itself in e/cessive 2hite po2der formation on rings and ring rail# (ligomers cause problems in spinning of dyed fibres# The surface oligomer content almost doubles on dying dar& and e/tra dar& shades# The only 2ay to control oligomers is to use D!( *) (, in = 9 =#5 gms0litre in reduction clearing bath# All oligomers 2ill go into suspension in reduction clearing li5uor and get removed 2hen the li5uor is drained# Cigher annealer temperature also cause higher surface oligomers
.)PROBLE S FACE" IN
ELT SPINNIN$:
�Control of C#B% of %enier: A good international value of C#B#% of denier is 7 to 5# Co2ever some fibre manufacturers get value as high as =0 to =.# %enier is controlled by having uniform flo2 of polymer through each spinnerette hole# Co2ever if a hole is dirty or has polymer stic&ing to it4 its effective diameter is reducedK and the filament that comes out becomes finer# *E the spinneretters have been used for more than say 6 to 7 years 4 then some of the holes 2ould be 2orn out more than others and filament emerging out 2ould be coarser Currently sophisticated instruments are available to chec& the cleanliness and actual hole diametrs of each and every hole automatically4 but fe2 producers have them# Eused Eibres: These are caused mainly at melt spinning either due to brea&s of individual filaments or brea&ages of all the filaments(ribbon brea&) and polymer and bloc& temperatures are too high# Tying of bro&en position in the running thread line should be as near to the bro&en position as possible4 failure to do this 2ill result in trailing end leading to fused fibres# (ther reasons could be impurities4 cho&ing of polymer filters and non9uniform 5uenching or cooling of filaments# The only 2ay to control is to ensure that brea&s at melt spinning are held at the minimum#
/)PROBLE S FACE" AT "RA0 LINE:
%ra2 line is the place 2here the fibre is born# All its ma>or properties denier4 tenacity 4 elongation at brea& 4 crimp properties4 spin finish4 shrin&age and dye ability are all imparted here# Eor obtaining e/cellent runnability of the fibre in a blend spinning mill4 the t2o most important properties are 9 spin finish and crimp#
�1pin finish: Einish is applied to the undra2n to2 at melt spinning stage essentially to provide cohesion and static protection# (n the dra2 line4 a ma>or portion of this finish is 2ashed a2ay4 and a te/tile spin finish is put on the to2 by either &iss roll or a spray station# This te/tile finish consists of t2o components4 one that gives cohesion and lubrication and the other confers static protection4 usually these . components are used in 700'0 ratio# These spin finishes are comple/ and each may contain some =8 chemicals to not only control inter fibre friction ( should be high at 0#'5 to 0#70)4 fibre metal friction (should be lo2 at 0#=590#.0)4 anti bacterial components4 anti foaming compund etc# Einish is made in hot demineralise 2ater and is sprayed on to to2 after the crimper by a series of spray no<<les mounted on both sides of the to2# The finish is pumped to the spray unit by a motor driven metering pump4 2hich is lin&ed to the dra2 machine such that 2hen the machine stops4 the pump motor stops# The percentage of finish on the fibre is based on spin finish manufacturers recommendations and fine tuned by tech service# (nce set4 the finish and its percentages are normally not changed# The percentage spin finish is decided by the end use of the fibre# ills blending polyester 2ith viscose need higher amount of spin finish and also mills running their e5uipment at high speeds# 60 to 65% of problems faced in mills are due to uneven % of spin finish on the fibre# *E a fibre producer desires to put say 0#=.0% spin finish on fibre4 then ideally the %finish should be maintained F 0#=.0 A9 0#005 i#e from 0#==5 to 0#=.5 onlyK then the fibre 2ill run smoothly# *f the finish is on the lo2er side4 card 2eb 2ill sho2 high static4 2eb 2ill lap around doffing rolls4 sliver 2ill not pass smoothly through coiler tube 9 causing coiler cho&ing# 1liver could be bul&y and 2ill cause high fly generation during drafting# (n the other hand if spin finish is on the higher side4 fibres 2ill become stic&y and lap around the top rollers4 slivers 2ill become very compact and
�could cause undrafted# Thus it is e/tremely important to hold finish level absolutely constant# The reasons for non uniformity is concentration of spin finish variesK sprayer holes are cho&ed K the to2 path has altered and so the spray does not reach it# )ormally fibre producers chec& spin finish% on the fibre 5uite fre5uently9 even then in actual practice considerable variations occur# Crimp: *t is the most important to spin finish for smooth running of fibre# There are ' aspects of crimp#
no of crimps per inch or per cm 9 usually =. 9 =7 crimps per inch crimp stability 9 be 80% plus and crimp ta&e up 9 be .7% on to2
crimps per inch can be measured by &eeping a fibre in rela/ed state ne/t to a foot ruler and counting the no of crimps or arcs# Crimp stability refers to % retention of crimps after sub>ecting fibre to oscillating straightening and rela/ing# ;e can get an indication on ho2 good crimp stability is in a spinning mill by measuring crimps per inch in fibre from finisher dra2ing sliver# The crimps per inch of dra2ing sliver should be atleast =0 to ==4 if belo2 this4 then the crimps stability is poor 4 so to compensate may be a cohesive compound li&e )opcostatt.=5= P or Deomin CC be used in the overspary# Eibres li&e trilobal and super h igh tenacity fibres are difficult to crimp# Trilobal because of its shape and super high tenacity due to very high annealer temperature (..0 degree C) used 2hich ma&es the fibre difficult to bend# Also fibre dyeing particularly dar& and e/tra dar& shades reduces crimps per inch from =7 to =0 9 == and in trilobal4 as it is crimps per inch in fibre is == to =.4 after dyeing it goes further do2n to 8 to 3# *n dyed trilobal fibre4 crimps per inch in fibre at finisher dra2ing
�may be around 6 to 7 so necessitating using almost 50% of cohesive compound in the overspray# Crimp ta&e up is % difference bet2een rela/ed length and straightened length of fibre in fibre stage# )ormally this difference is around =8 to .0%# *f the difference is much smaller4 then it means the crimps are shallo2 and 2ould have lo2er cohesion# After the to2 is crimped 4 the crimps are set by passing to2 through a hot air chamber# *f crimp per inch is lo24 then that could be due to lo2er stuffer bo/ pressure4 but if crimp stability and0or crimp ta&e up is lo24 it means the steam supply to crimper steam bo/ is lo2# @ndra2n fibre: As the dra2 line4 =#6 to '#0 million filaments are dra2n or pulled4 if a filament had a brea& at spinning and this is fed as a trailing end to the dra2ing4 then that end cannot be dra2n fully4 and causes plasticises and fused fibres# @ndra2n fibres are generated if the dra2 point is not uniform i#e not in a straight line# Plasticised fibre: ;hen dra2line is running and if some filaments brea&s then these bro&en filaments 2rap themselves around a rotating cylinder4 since most of these cylinders are steam heated4 the 2rapped portion solidifes# The operator then cuts out the solid sheet and thro2s it a2ay as 2aste but then usually pic&s up the plastic end and uses it to thread the material and so a small piece of plastic material goes into the cutter and falls into the baler# Tenacity 0 %ye ability: $oth these properties are controlled by acutal dra2 ratio and annealer temperature# %ra2 ratio does not change in running4 but annealer temperature can fall due to problem of condensate 2ater removal# ost dra2lines have temperature indicators 9 but then some buttons have to be pressed to see the
�temperatures so if the annealer temperature falls4 tenaciy 2ill fall and dye ability 2ill increase 2hich could lead to a change in merge# P,($D! 1 EAC!% *) C@TT*)" 0 $AD*)": )ail Cead 0 Tip Eusion: *n the cutting process4 a highly tensioned to2 is first laid over sharp blades and the pressed do2n by a Pressure ,oll4 resulting in filaments being cut# Co2ever if some blades become blunt4 then the pressing of to2 on to those blades creates high temperature and so tips of neighbouring fibres stic& to each other and so separating this cluster becomes impossible# *f it is not getting removed in Dic&erin it 2ill go into the yarn and cause a yarn fault# The tip fusion occurs 2hen the blade is fully blunt# *f the blade is not very sharp4 it does not give a straight edge4 there could be some rounding at the cut edge# 1uch fibres are called nail heads# Tungsten carbide blades gives sharp cut (pening of fibre cluster after opening: ;hen fibres are cut4 they fall do2n by gravity into the baler# $ecause of crimping clusters get formedK and so those need to be opened outK other2ise these can cause cho&ing either in blo2rrom pipes or in chute feed# This opening is obtained by having a ring of no<<les belo2 the cutter through 2hich high pressure air >ets are pointed upK and these >ets open up fibre clusters# (ver length 0 ultilength: (ver length fibres are those 2hose length is greater than the cut length plus =0mm and are casued by bro&en filaments 2hich being bro&en cannot be straightened by tensioning at the cutter# ultilength are fibre 2hose length is e/actly . or ' times the cut length and are caused by nic&s in neighbouring blades#
�SPECIALITY FIBRES IN POLYESTER:
C*"C0D(; 1C,*)G E*$,!1: The high shrin& fibre shrin&s upto 50% at =00 degree C 2hile that of lo2 shrin&age is =%# The high shrin& fibre enable fabrics 2ith high density to be produced and is particularly used in artificaial leather and high density felt# Do2 shrin&age fibre is recommended for air filters used in hot air4 furniture4 shoes etc# *C,( %!)*!,: Available in 0#500#700#8 deniers in cutlengths '.0'8 mm# *deal for high class shirts4 suitings4 ladies dress material because of its e/ceptional soft feel# *t is also available in siliconised finish for pillo2s# To get the best results4 it is suggested that the blend be polyester rich and the reed0pic& of the fabric be heavy# EDA ! ,!TA,%A)T: Cas to be used by la2 in furnishings 0 curtains4 etc 2here a large number of people gather 9 li&e in cinema theatres4 buses4 cars etc in !urope and @1A# *t is recommended for curtains4 seat covers4 car mats4 automotive interior4 aircraft interiors etc# CAT*()*C %+!A$D!: "ives very brilliant shades 2ith acid colours in dyeing 0 printing# *deal for ladies 2ear !A1+ %+!A$D!: Can be dyed 2ith disperse %yes F38 degrees C 2ithout the need for CTCP e5uipment# *deal for village handicrafts etc# D(; P*DD: *n . and ' deniers4 for suiting end use and &nit2ear fibre 2ith lo2 tenacity of ' to '#5 gm0denier4 so that pills 2hich forms during use fall a2ay easily# A)T*$ACT!,*AD:*t is antibacterial throughout the 2ear life of the garment inspite repeated 2ashing# 1uggested uses are under2ears4 soc&s4 sports4 blan&ets and air conditioning filters 1@P!, C*"C T!)AC*T+: *t is above 7 g0denier and it is mainly used for se2ing threads# Do2 dry heat shrin&age is also recommended for this purpose# 1tandard denier recommended is =#. and today 0#8 is also available#
(%*E*!% C,(11 1!CT*(): *n this there are T,*D($AD4 T,*A)"@DA,4 EDAT4 %(" $()! and C(DD(; E*$,!1 2ith single and multiple hollo2s# Trilobal fibre gives good feel# Triangular fibre gives e/cellent lustre# Elat and dog bone fibres are recommended for furnishings4 2hile hollo2 fibres are used as filling fibres in pillo2s4 5uilts4 beddings and padding# Eor pillo2s silicoised fibres is re5uired# 1ome fibre producers offer hollo2 fibre 2ith built in perfumes# C()%@CT*)" E*$,!: This fibre has fine po2der of stainless steel in it to ma&e fibre conductive# ,ecommended as carpets for computer rooms# D(; !DT E*$,!: *t is a bi9component fibre 2ith a modified polyester on the surface 2hich softens at lo2 temperature li&e ==0 degree C 2hile the core is standard polyester polymer# This fibre is used for binding non 2oven 2ebs#
,!E!,!)C!: P(D+!1T!, 1TAPD! E*$,! A)% $D!)% 1P*))*)" 1! *)A, $+ ,#1#+#)A)AD #T!-T4 E#T#*
%O$E !AGE