You might also like
- Fire Resistant Cables CatalogueDocument7 pagesFire Resistant Cables CatalogueSathis Kumar Naidu Thasnamoothy100% (2)
- 2015 Nissan Service Maintenance GuideDocument70 pages2015 Nissan Service Maintenance GuideAhmed Almaghrby100% (2)
- AGE10503, Gas ProcessingDocument34 pagesAGE10503, Gas ProcessingiranmortezaNo ratings yet
- Low FrictionDocument1 pageLow Frictionkannanmech87No ratings yet
- Corriente Continua PDFDocument44 pagesCorriente Continua PDFGeraldynne SierraNo ratings yet
- Waves Program Feb 2023Document56 pagesWaves Program Feb 2023mohgana ponnampalamNo ratings yet
- Cover Concrete: Effectively Confined Section B-B Cover Concrete (Spalls Off) - Q-Ra Ineffectively Confined Core S/sDocument1 pageCover Concrete: Effectively Confined Section B-B Cover Concrete (Spalls Off) - Q-Ra Ineffectively Confined Core S/sRonal J Clavijo RNo ratings yet
- Notes-Api Exams-Prathap DhasDocument7 pagesNotes-Api Exams-Prathap DhasAnonymous 4e7GNjzGWNo ratings yet
- Figure 9Document1 pageFigure 9suryansh guptaNo ratings yet
- Iso 9600Document19 pagesIso 9600Chinh PhamNo ratings yet
- How To Prevent Arc BlowDocument12 pagesHow To Prevent Arc BlowFelix GomintongNo ratings yet
- Arc BlowDocument8 pagesArc BlowAnonymous 4e7GNjzGWNo ratings yet
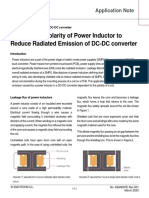
- Polarity of Power Inductor An-E 0 ROHMDocument11 pagesPolarity of Power Inductor An-E 0 ROHMcyo3fffNo ratings yet
- Adobe Scan 22 May 2024Document1 pageAdobe Scan 22 May 2024subhabuddy0No ratings yet
- V-8120 DWG CommentsDocument1 pageV-8120 DWG CommentsSulist N Wahyudie100% (1)
- Deflection of Beams and Shafts: The Elastic CurveDocument13 pagesDeflection of Beams and Shafts: The Elastic CurveNoermansyar SikandeNo ratings yet
- Switch Nozzle Position As Per Latest Dwg. (Mirrored), See Below CaptureDocument1 pageSwitch Nozzle Position As Per Latest Dwg. (Mirrored), See Below CaptureSulist N WahyudieNo ratings yet
- Seminar - Active Magnetic BearingsDocument14 pagesSeminar - Active Magnetic BearingskichupadiyathNo ratings yet
- Bending of BeamDocument4 pagesBending of BeamsvpNo ratings yet
- CE Board Nov 2020 - RCD - Set 8 and 9Document6 pagesCE Board Nov 2020 - RCD - Set 8 and 9Dale MalazzabNo ratings yet
- Electromagnetic Waves 2022Document12 pagesElectromagnetic Waves 2022ADITYA MAHECHANo ratings yet
- VBNJLKJHGDocument1 pageVBNJLKJHGAli MahamedNo ratings yet
- IMG - 0032 PSME Code 2008 21Document1 pageIMG - 0032 PSME Code 2008 21Arwyn BermasNo ratings yet
- Dae Hep Poster2Document2 pagesDae Hep Poster2Random PersonNo ratings yet
- Sample Exam 2Document3 pagesSample Exam 2DiexNo ratings yet
- Electrical Machines IIDocument6 pagesElectrical Machines IIsuryaprakash001No ratings yet
- Preparing To Weld: Unit 11Document3 pagesPreparing To Weld: Unit 11ahmedNo ratings yet
- HysteresisDocument8 pagesHysteresiscidadedoconcretoeacoNo ratings yet
- PH34 7.0 Physics Exam Cheat Sheet BorderDocument2 pagesPH34 7.0 Physics Exam Cheat Sheet BorderBatza BatsakisNo ratings yet
- Electrostatics + Magnetostatic + CurrentDocument1 pageElectrostatics + Magnetostatic + Currentrudraveer2805No ratings yet
- DeepLay-eks-2022-183 - Distributed Buoyancy Module For Lazy WaveDocument13 pagesDeepLay-eks-2022-183 - Distributed Buoyancy Module For Lazy WaveGunawan SuwarnoNo ratings yet
- Scan0055 PDFDocument1 pageScan0055 PDFJayson Jonson AraojoNo ratings yet
- RRTC Sept.05 G Caronno Fired Heaters PresentationJH Final 1 AnimatedDocument21 pagesRRTC Sept.05 G Caronno Fired Heaters PresentationJH Final 1 AnimatedAhmed J Al-Terkait0% (1)
- Short Circuit Design 9.8.22Document51 pagesShort Circuit Design 9.8.22jackthonetNo ratings yet
- Wave Optics Class - 1 (Notes)Document21 pagesWave Optics Class - 1 (Notes)Krishna GuptaNo ratings yet
- 15.3 Open Coiled Helical Springs: To and MeanDocument19 pages15.3 Open Coiled Helical Springs: To and MeanBiswadeep Roy ChoudhuryNo ratings yet
- Numerical Investigation of Oblique Shock Wave/vortex Interaction.Document14 pagesNumerical Investigation of Oblique Shock Wave/vortex Interaction.alvaro737max10No ratings yet
- Unit 9 PDFDocument20 pagesUnit 9 PDFpoojaNo ratings yet
- Def Fen Baugh 1946Document4 pagesDef Fen Baugh 1946Kevin Fachrul Razi LubisNo ratings yet
- Relativistic Pendulum and The Weak Equivalence PriDocument11 pagesRelativistic Pendulum and The Weak Equivalence PriVatsalNo ratings yet
- A Study of The Initial Surge Distribution inDocument17 pagesA Study of The Initial Surge Distribution inibrahimNo ratings yet
- Linear Theory With Snell'S: Wave Transformation ACES Technical ReferenceDocument18 pagesLinear Theory With Snell'S: Wave Transformation ACES Technical ReferenceSamirNo ratings yet
- Light Lenses EM SpectrumDocument25 pagesLight Lenses EM SpectrumSYED MUHAMMAD UZAIRNo ratings yet
- TwoStep Linkage SSP9028 v10Document1 pageTwoStep Linkage SSP9028 v10David BriggsNo ratings yet
- Useof DescartesfoliumequationDocument13 pagesUseof Descartesfoliumequationموسى حسنNo ratings yet
- Lecture 3 Sem 2 2020 PDFDocument8 pagesLecture 3 Sem 2 2020 PDFMohamadNo ratings yet
- AP Physc em Electromagnetic Problem Solving Techniques 2020-03-20Document64 pagesAP Physc em Electromagnetic Problem Solving Techniques 2020-03-20Armored SumanNo ratings yet
- BHA AnalysisDocument15 pagesBHA Analysismfazaeli40No ratings yet
- 24 PDFDocument21 pages24 PDFJasdeepSinghNo ratings yet
- HFBV Viaduct - IdeaDocument1 pageHFBV Viaduct - Ideastavros stergiopoulosNo ratings yet
- Vogel PaperDocument7 pagesVogel PaperRanjith BhoopalNo ratings yet
- KMC EE 2022 JuneDocument10 pagesKMC EE 2022 JuneDIPNo ratings yet
- Ae2 Comp Insta Guide Na enDocument2 pagesAe2 Comp Insta Guide Na enAnonymous rrD8UKYNXNo ratings yet
- Equipotential Surfaces For Uniformly Charged Symmetric Polyhedral ConductorsDocument7 pagesEquipotential Surfaces For Uniformly Charged Symmetric Polyhedral ConductorsNizwan AhammadNo ratings yet
- Appendix IDocument5 pagesAppendix ISƠN NGUYỄN NGỌC TRƯỜNGNo ratings yet
- Matirial ThingsDocument1 pageMatirial ThingshongNo ratings yet
- De MagnetizationDocument9 pagesDe Magnetization322399mk7086No ratings yet
- A Coneccion SD PastillasDocument1 pageA Coneccion SD PastillasCarlos NarvaezNo ratings yet
- Pages From Smith & Hendy 2009 6Document1 pagePages From Smith & Hendy 2009 6Napong SubanpongNo ratings yet
- The Macroscopic Electric Field Inside A DielectricDocument19 pagesThe Macroscopic Electric Field Inside A Dielectric馮維祥100% (1)
- Electron–Photon Shower Distribution Function: Tables for Lead, Copper and Air AbsorbersFrom EverandElectron–Photon Shower Distribution Function: Tables for Lead, Copper and Air AbsorbersNo ratings yet
- Harman Kardon Omni 50 PLDocument30 pagesHarman Kardon Omni 50 PLApostolie IulianNo ratings yet
- Guidance On Bolted JointsDocument54 pagesGuidance On Bolted JointsGerman ToledoNo ratings yet
- Cranes Inspection ChecklistDocument4 pagesCranes Inspection ChecklistApostolie IulianNo ratings yet
- Laggan-Tormore Project: TOTAL E&P UK LimitedDocument2 pagesLaggan-Tormore Project: TOTAL E&P UK LimitedApostolie IulianNo ratings yet
- Wet Scrubber BrochureDocument4 pagesWet Scrubber BrochureerbhaveshparmarNo ratings yet
- Manual Proheat II Indoor Eng Jun18-95023Document41 pagesManual Proheat II Indoor Eng Jun18-95023Moch SolichinNo ratings yet
- Supreme Solar ProductsDocument16 pagesSupreme Solar ProductsfaizyNo ratings yet
- Rammer 333 Operators Manual 414Document64 pagesRammer 333 Operators Manual 414SerkanAlNo ratings yet
- Ripples, v9.0: SMT PartsDocument6 pagesRipples, v9.0: SMT PartsrubixkubeNo ratings yet
- Functions of Drilling FluidsDocument7 pagesFunctions of Drilling FluidsAhmed AldabaNo ratings yet
- Thermal Plasma Decomposition of Fluorinated Greenhouse GasesDocument12 pagesThermal Plasma Decomposition of Fluorinated Greenhouse GasesSai Santhosh ManepallyNo ratings yet
- ASTM A 128 - A 128M - 93 R03Document2 pagesASTM A 128 - A 128M - 93 R03Er WidodoNo ratings yet
- Removal of Copper Ions by Cementation Onto Zinc Powder in An Air Sparged VesselDocument12 pagesRemoval of Copper Ions by Cementation Onto Zinc Powder in An Air Sparged VesselYehia El ShazlyNo ratings yet
- Dr. Awni AlkhazalehDocument18 pagesDr. Awni AlkhazalehAhmad mkNo ratings yet
- MW V.11 Full Line Global Catalog EnglishDocument38 pagesMW V.11 Full Line Global Catalog EnglishZélia OrnelasNo ratings yet
- 58 F 1 Dec 0965 BDocument2 pages58 F 1 Dec 0965 BrizalbasoNo ratings yet
- P Data SheetDocument1 pageP Data SheetKalees WaranNo ratings yet
- Pre Fabricated House ModelsDocument72 pagesPre Fabricated House ModelsjayakumargarudaNo ratings yet
- Catalogo Chino Test Equipment 2011 2th Edition PDFDocument77 pagesCatalogo Chino Test Equipment 2011 2th Edition PDFRodrigoNo ratings yet
- Disclosure To Promote The Right To InformationDocument16 pagesDisclosure To Promote The Right To InformationDeepaksuriyaNo ratings yet
- Ballistic Impact Response of Laminated Composite PanelsDocument9 pagesBallistic Impact Response of Laminated Composite PanelsAngela VargasNo ratings yet
- EAPSDocument7 pagesEAPSAerospace Technical AcademyNo ratings yet
- Viking New Products 2013Document7 pagesViking New Products 2013Zefanya Hesa Satio LukitoNo ratings yet
- EZC250H3250: Product Data SheetDocument2 pagesEZC250H3250: Product Data Sheetmukeshpatel045No ratings yet
- Highway Failure & Their Maintenance: Government Polytechnic, KoraputDocument12 pagesHighway Failure & Their Maintenance: Government Polytechnic, KoraputAniket zNo ratings yet
- Storage Tanks Made of SteelDocument6 pagesStorage Tanks Made of SteelHakan Şahinoğlu100% (1)
- List of BIS - 2017Document13,129 pagesList of BIS - 2017Richa GargNo ratings yet
- A Metallographic Case Study of Formicary Corrosion in Heat Exchanger Copper TubesDocument12 pagesA Metallographic Case Study of Formicary Corrosion in Heat Exchanger Copper TubesMaría Vaquero TxapartegiNo ratings yet
- ValveDocument82 pagesValveSumon VargheseNo ratings yet
- Vi - Three Axis Modern Trailer: 3. Components and DescriptionDocument14 pagesVi - Three Axis Modern Trailer: 3. Components and Descriptionpramo_dassNo ratings yet
- TS01Document4 pagesTS01itflyiljulwhzthzxfNo ratings yet