You might also like
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Storage Tank Design Calculations for Hydrogen PeroxideDocument12 pagesStorage Tank Design Calculations for Hydrogen Peroxidechompink6900No ratings yet
- Problem PipingDocument79 pagesProblem PipingSiddhi MhatreNo ratings yet
- 1 Unit 5 15 Tubing DesignDocument32 pages1 Unit 5 15 Tubing DesignKoushikNo ratings yet
- Pipe Branch Calculation SheetDocument9 pagesPipe Branch Calculation Sheetjleonos100% (3)
- ASME-B31-4 CalcDocument9 pagesASME-B31-4 Calcshafeeqm3086100% (1)
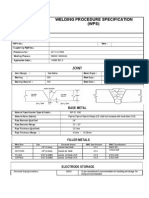
- Welding Procedure Specification For 24'' PipeDocument2 pagesWelding Procedure Specification For 24'' Pipeenels77100% (1)
- Piping Design Quick Reference CardDocument3 pagesPiping Design Quick Reference CardPiping_SpecialistNo ratings yet
- Casing DesignDocument49 pagesCasing DesignAmar BenAmar100% (1)
- Casing DesignDocument48 pagesCasing Designdrillinganaco60% (5)
- Abb GisDocument17 pagesAbb GisluangkokNo ratings yet
- Calculator ASME B31 4Document11 pagesCalculator ASME B31 4Denstar Ricardo Silalahi50% (2)
- Filter High Density D-SubDocument8 pagesFilter High Density D-SubErkan HelvacılarNo ratings yet
- 2 and 3 Genesis Series PD Meter SpecificationsDocument6 pages2 and 3 Genesis Series PD Meter Specificationsjimbo2032No ratings yet
- Hydrostatic Test Pressure Formula GuideDocument26 pagesHydrostatic Test Pressure Formula Guiderudrakr0% (1)
- PIPE THICKNESS CALCULATIONDocument11 pagesPIPE THICKNESS CALCULATIONvazzoleralex6884100% (1)
- Hydrotest Pressure CalculationDocument26 pagesHydrotest Pressure CalculationChetan B Kapadia100% (13)
- Welding Procedure Specification For 24'' PipeDocument2 pagesWelding Procedure Specification For 24'' Pipeenels77100% (2)
- Pipe Bend Againts Coating 3LPE AnalisisDocument25 pagesPipe Bend Againts Coating 3LPE Analisisraditia2205100% (1)
- Pipe Sizing and Wall Thickness Calculation SheetDocument2 pagesPipe Sizing and Wall Thickness Calculation SheetWijayantoNo ratings yet
- Retiring Wall Thickness Calculation For PipeDocument4 pagesRetiring Wall Thickness Calculation For PipeFares JawadNo ratings yet
- Calcs 4Document19 pagesCalcs 4Syariful Maliki NejstaršíNo ratings yet
- SM4833NSK PDFDocument10 pagesSM4833NSK PDFsike1977100% (1)
- Casing Design PDFDocument41 pagesCasing Design PDFfabianandres23100% (2)
- Asme 31 GDocument48 pagesAsme 31 GShriram Avasarkar100% (2)
- ASME VIII-1 Calculations for Sample Pressure VesselDocument21 pagesASME VIII-1 Calculations for Sample Pressure VesselTrishul Nath Pallay100% (1)
- Sample8 DrawingDocument1 pageSample8 DrawingRam Kumar NNo ratings yet
- Strength Calculation For ThermowellsDocument5 pagesStrength Calculation For ThermowellsNymphetamine AnhNo ratings yet
- FootingDocument84 pagesFootingUma MaheshNo ratings yet
- STT Lincoln Electric Miskei ZoltanDocument30 pagesSTT Lincoln Electric Miskei ZoltanHrvoje JakoplićNo ratings yet
- Dimension Inspection Report for Steel PipesDocument26 pagesDimension Inspection Report for Steel PipesCaoQuocNo ratings yet
- Casing Desain PengeboranDocument52 pagesCasing Desain PengeboranDhenny Adriana Rachman100% (1)
- Rotametro ABBDocument10 pagesRotametro ABBjoticamario123No ratings yet
- API 5CT P110 7Document2 pagesAPI 5CT P110 7rageshmv100% (1)
- Bang Head Here PDFDocument12 pagesBang Head Here PDFhalackNo ratings yet
- Bomba Maglumi ETS21Document2 pagesBomba Maglumi ETS21Asesoria TécniaNo ratings yet
- Documents - Tips - Pressure Vessel Design Calc Asme VIII Div 1Document35 pagesDocuments - Tips - Pressure Vessel Design Calc Asme VIII Div 1bainNo ratings yet
- Principle of Operation: Target Inline FlowmeterDocument7 pagesPrinciple of Operation: Target Inline Flowmeterابزار دقیقNo ratings yet
- 2 - 20 Spec - of Line PipesDocument1 page2 - 20 Spec - of Line PipesCharu ChhabraNo ratings yet
- DatasheetDocument5 pagesDatasheetSaramet BogdanNo ratings yet
- Miter B1 ADocument55 pagesMiter B1 AFarid TataNo ratings yet
- Piping Code ComparisonDocument5 pagesPiping Code ComparisonAndy Hakim83% (6)
- A Comparitive Study To Find Bend Thickness Calculation Using PASS START ELEMENT TOOLDocument14 pagesA Comparitive Study To Find Bend Thickness Calculation Using PASS START ELEMENT TOOLJafer SayedNo ratings yet
- Drilling Engineering: PETE 203Document48 pagesDrilling Engineering: PETE 203nicessg@gmail.comNo ratings yet
- Drilling Engineering: PETE 203Document48 pagesDrilling Engineering: PETE 203AbdullahNo ratings yet
- Pump Protection Valve OverviewDocument9 pagesPump Protection Valve OverviewReyNo ratings yet
- Horizontal Vessel CalculationDocument24 pagesHorizontal Vessel Calculationjithin.rjn4055100% (1)
- SM4319PSK Datasheet PDFDocument11 pagesSM4319PSK Datasheet PDFban4444No ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerFrom EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerRating: 5 out of 5 stars5/5 (1)
- MT Op PWHT 001Document15 pagesMT Op PWHT 001Advis100% (1)
- Arii-Cs-102 General Offshore Construction Specification Approval SheetDocument24 pagesArii-Cs-102 General Offshore Construction Specification Approval SheetAdvis100% (1)
- Olokola Gas Supply Project Pipeline Feed: Constructability StudyDocument22 pagesOlokola Gas Supply Project Pipeline Feed: Constructability StudyAdvisNo ratings yet
- 05-3300-01-W-01-017 Onshore Construction Survey Specification - Rev P1Document17 pages05-3300-01-W-01-017 Onshore Construction Survey Specification - Rev P1Advis100% (1)
- IDBE-WO-YPZZZ-En0001 Onshore Construction Execution Plan, Rev 0Document56 pagesIDBE-WO-YPZZZ-En0001 Onshore Construction Execution Plan, Rev 0Advis100% (2)
- PPLN PL Dat 1 545b 27 00 Ds For Barred Tee Rev.01Document12 pagesPPLN PL Dat 1 545b 27 00 Ds For Barred Tee Rev.01AdvisNo ratings yet
- 01 P 3 005 Rev B ConstructabilityDocument16 pages01 P 3 005 Rev B ConstructabilityAdvis100% (1)
- Mto Piping Balance of Material Phase I Stage 2 - 1st BatchDocument4 pagesMto Piping Balance of Material Phase I Stage 2 - 1st BatchAdvis100% (2)
- VAI-ME-SPC-111 Pipe Insulation Technical Specification - Rev ADocument8 pagesVAI-ME-SPC-111 Pipe Insulation Technical Specification - Rev AAdvis100% (1)
- Olokola Gas Supply Project Pipeline Feed: Constructability StudyDocument22 pagesOlokola Gas Supply Project Pipeline Feed: Constructability StudyAdvisNo ratings yet
- Pipeline OnshoreDocument29 pagesPipeline OnshoreAdvis100% (3)
- Wmg-pl-cp-0001 Sales Gas Pipeline Execution ProcedureDocument28 pagesWmg-pl-cp-0001 Sales Gas Pipeline Execution ProcedureAdvis100% (1)
- Barred TeesDocument1 pageBarred TeesAdvisNo ratings yet
- 01-P-1-007 Pipeline Construction Spec Rev ADocument42 pages01-P-1-007 Pipeline Construction Spec Rev AAdvis100% (2)
- 1515-50-S003 - Spec - Hot BendsDocument6 pages1515-50-S003 - Spec - Hot BendsAdvisNo ratings yet
- Induction Bends - COPIDocument12 pagesInduction Bends - COPIAdvis100% (1)
- IDBE-WO-YCCAL-En0002 Road and Rail Crossing Analysis Rev.0Document25 pagesIDBE-WO-YCCAL-En0002 Road and Rail Crossing Analysis Rev.0Advis100% (1)
- Technical Evaluation of Pipeline TendersDocument2 pagesTechnical Evaluation of Pipeline TendersAdvisNo ratings yet
- Technical Bid EvaluationDocument3 pagesTechnical Bid EvaluationAdvisNo ratings yet
- 05-3300-01-W-01-009 Pipeline Welding and NDT Spec (Onshore) Rev P2Document17 pages05-3300-01-W-01-009 Pipeline Welding and NDT Spec (Onshore) Rev P2AdvisNo ratings yet
- Kepodang BP Muriah - Spec For Welding WMSS LinepipeDocument15 pagesKepodang BP Muriah - Spec For Welding WMSS LinepipeAdvisNo ratings yet
- Welding and NDTDocument51 pagesWelding and NDTAdvis67% (3)
- GL-SP-Q-604 Rev.0 Specification For WeldingDocument15 pagesGL-SP-Q-604 Rev.0 Specification For WeldingAdvis100% (1)
- Andrew & Devenick Development Projects Welding SpecificationDocument77 pagesAndrew & Devenick Development Projects Welding SpecificationAdvisNo ratings yet
- Technical Evaluation of Pipeline TendersDocument2 pagesTechnical Evaluation of Pipeline TendersAdvisNo ratings yet
- COPI - Welding Spec For Flowlines To API 1104-1999Document12 pagesCOPI - Welding Spec For Flowlines To API 1104-1999AdvisNo ratings yet
- Welding and NDTDocument51 pagesWelding and NDTAdvis67% (3)
- Technical Bid Analysis: STAR ENERGY (Kakap) LTDDocument1 pageTechnical Bid Analysis: STAR ENERGY (Kakap) LTDAdvisNo ratings yet
- Technical Bid EvaluationDocument3 pagesTechnical Bid EvaluationAdvisNo ratings yet