You might also like
- GB3077-1999 English VersionDocument20 pagesGB3077-1999 English VersionHermanto SupuNo ratings yet
- GBT 14976-2012 English VersionDocument21 pagesGBT 14976-2012 English VersionNguyễn Xuân TrườngNo ratings yet
- GB Steel For Boiler and Pressure VesselsDocument16 pagesGB Steel For Boiler and Pressure VesselsGovind RaoNo ratings yet
- GBT 1591-2008 - High Strength Low Alloy Structural SteelDocument16 pagesGBT 1591-2008 - High Strength Low Alloy Structural SteelDarren ThoonNo ratings yet
- S235JRDocument1 pageS235JREmrahCayboyluNo ratings yet
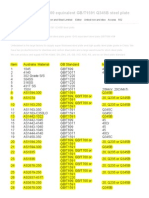
- Material EquivalentDocument1 pageMaterial Equivalentnareshfire86% (7)
- JIS G 3466-2016 English VersionDocument3 pagesJIS G 3466-2016 English VersionPatimban QA/QCNo ratings yet
- GB T 1591 2008Document15 pagesGB T 1591 2008jitenderbawalia100% (1)
- AutoCAD Plant 3D 2017-Mixing Flanges in An AutoCAD Plant 3D Pipe Spec PDFDocument4 pagesAutoCAD Plant 3D 2017-Mixing Flanges in An AutoCAD Plant 3D Pipe Spec PDFYadir SanchezNo ratings yet
- Carbon Structural Steels: National Standard of The People'S Republic of ChinaDocument8 pagesCarbon Structural Steels: National Standard of The People'S Republic of ChinaNicolás GuerreroNo ratings yet
- GB T700-2006Carbonstructuralsteels (英文版)Document11 pagesGB T700-2006Carbonstructuralsteels (英文版)yong liNo ratings yet
- High Strength Structural Steel Plates in The Quenched and Tempered ConditionDocument10 pagesHigh Strength Structural Steel Plates in The Quenched and Tempered ConditionPeter KastroNo ratings yet
- GB-T8163-1999 英文版Document11 pagesGB-T8163-1999 英文版saasim_1100% (1)
- GB T 1591 2008 PDFDocument15 pagesGB T 1591 2008 PDFVíctor A. MirAlcNo ratings yet
- GB - T 3274-2007Document7 pagesGB - T 3274-2007Dung HD0% (1)
- GB1499.2 2007Document5 pagesGB1499.2 2007lwin_oo243567% (3)
- 07MnMoVR Steel chn786s1 - T PDFDocument11 pages07MnMoVR Steel chn786s1 - T PDFAnonymous AkzeMHNTUyNo ratings yet
- 16-GB-T 8162-1999-Seamless Steel Tubes For Structural PurposesDocument30 pages16-GB-T 8162-1999-Seamless Steel Tubes For Structural PurposesWellington AnaluisaNo ratings yet
- BS en 10002-1-2001Document60 pagesBS en 10002-1-2001Ly KhoaNo ratings yet
- Equivalent MaterialDocument28 pagesEquivalent MaterialAnonymous B3I6zYNhqdNo ratings yet
- BS 1449-1-10 - 1991Document11 pagesBS 1449-1-10 - 1991ماقوريNo ratings yet
- GB 1499.1-2008 Steel For The Reinforcement of Concrete-Part 1 Hot Rolled Plain BarsDocument13 pagesGB 1499.1-2008 Steel For The Reinforcement of Concrete-Part 1 Hot Rolled Plain BarsH. Camer E.No ratings yet
- A252Document7 pagesA252Luz DuarteNo ratings yet
- Iso 2503 1998 en FR PDFDocument8 pagesIso 2503 1998 en FR PDFInversiones thinkupNo ratings yet
- AS1594 Grade 300 Equivalent GB - T1591 Q345B Steel Plate - CHINA UNITED IRON AND STEEL LIMITED PDFDocument2 pagesAS1594 Grade 300 Equivalent GB - T1591 Q345B Steel Plate - CHINA UNITED IRON AND STEEL LIMITED PDFPyara KambojNo ratings yet
- Quenching and TemperingDocument2 pagesQuenching and TemperingAnonymous VRspXsmNo ratings yet
- Iso 6157-1 1988Document12 pagesIso 6157-1 1988Ricardo VitorianoNo ratings yet
- A 434 04Document1 pageA 434 04asepoNo ratings yet
- Jis G3101 SS400 StandardDocument10 pagesJis G3101 SS400 StandardnizamuddinNo ratings yet
- GBT 24186Document5 pagesGBT 24186Cao Mạnh CườngNo ratings yet
- Material Translation TableDocument6 pagesMaterial Translation TableFaruk Ekinci100% (3)
- Carbon Steel Forgings For Piping ApplicationsDocument5 pagesCarbon Steel Forgings For Piping ApplicationsEmylin BarlowNo ratings yet
- GBT 1299-2014 Tool and Mould SteelsDocument68 pagesGBT 1299-2014 Tool and Mould SteelsPhong Tong100% (1)
- Jis G4052-08Document38 pagesJis G4052-08Sinan ChenNo ratings yet
- Jis G3452Document7 pagesJis G3452Bahtiar Anak LaNangNo ratings yet
- Astm D429Document14 pagesAstm D429tenNo ratings yet
- Equivalent MaterialDocument1 pageEquivalent MaterialRajput PratiksinghNo ratings yet
- BS Iso 10113-2006Document18 pagesBS Iso 10113-2006Institute of Marketing & Training ALGERIA0% (1)
- Dimension, Shape, Weight and Tolerances For Hot Rolled Plates and SheetsDocument11 pagesDimension, Shape, Weight and Tolerances For Hot Rolled Plates and Sheetsjorge carlos jimenez mendozaNo ratings yet
- China Structural Steel and Alloy Steel GBT Q345Document3 pagesChina Structural Steel and Alloy Steel GBT Q345bkprodhNo ratings yet
- Product Description Wire RodDocument3 pagesProduct Description Wire RodEngr Farrukh RehanNo ratings yet
- Effective Filtration of Steel CastingsDocument40 pagesEffective Filtration of Steel CastingsWalter Hartwell WhiteNo ratings yet
- GB Hot Rolled Section SteelDocument40 pagesGB Hot Rolled Section SteelGovind Rao100% (1)
- Astm A 668 A668m 2013 PDFDocument10 pagesAstm A 668 A668m 2013 PDFCarlos GuerraNo ratings yet
- IS 319 - 2007 - Reff2022Document11 pagesIS 319 - 2007 - Reff2022k27571No ratings yet
- People's Republic of China Industry Standard Welded Steel Pressure VesselDocument78 pagesPeople's Republic of China Industry Standard Welded Steel Pressure VesselmightsrightNo ratings yet
- En 10025 - 2004Document11 pagesEn 10025 - 2004Abhishek GoelNo ratings yet
- Carbon Structure Steel ComparisionDocument1 pageCarbon Structure Steel Comparisionazmatkhan30No ratings yet
- GB T 2694 2003 English VersionDocument19 pagesGB T 2694 2003 English Versionsaliyarumesh2292No ratings yet
- Swe TB d11 0003010 Hot Dip Galvanizing SteelDocument7 pagesSwe TB d11 0003010 Hot Dip Galvanizing SteelArun SharmaNo ratings yet
- Posmac: Posco Magnesium Aluminium Alloy Coating ProductDocument48 pagesPosmac: Posco Magnesium Aluminium Alloy Coating ProductCatherine DussnNo ratings yet
- A571 PDFDocument6 pagesA571 PDFMahendra PatilNo ratings yet
- QU AL ITY: Material Data SheetDocument5 pagesQU AL ITY: Material Data SheetAlex007No ratings yet
- Kineski Limovi Q PDFDocument10 pagesKineski Limovi Q PDFssteticNo ratings yet
- gb713-2008-ケッコヘムケチヲネンニテクヨー・steel plates for boilers and pressure vessels-en-ネォホトDocument13 pagesgb713-2008-ケッコヘムケチヲネンニテクヨー・steel plates for boilers and pressure vessels-en-ネォホトNguyễn Thanh TùngNo ratings yet
- GBT 1591-2008Document17 pagesGBT 1591-2008Manuel Rodrigo Cortés Vásquez100% (2)
- GB T 700-2006-Carbon Structural Steels-En&CNDocument22 pagesGB T 700-2006-Carbon Structural Steels-En&CNNespak P&M100% (1)
- Normas Chinas PDFDocument25 pagesNormas Chinas PDFgisseltelloNo ratings yet
- High Strength Low Alloy Structural SteelsDocument16 pagesHigh Strength Low Alloy Structural SteelsTuan DangNo ratings yet
- GB 8163-2008Document14 pagesGB 8163-2008hungNo ratings yet
- Sanitised Orders Passed Upto August 31 2023 ADJ II FINAL For WebsiteDocument1,791 pagesSanitised Orders Passed Upto August 31 2023 ADJ II FINAL For WebsiteJohn SmithNo ratings yet
- DOC-02-027 - FST-851AUS Series Heat Detector Datasheet Rev BDocument2 pagesDOC-02-027 - FST-851AUS Series Heat Detector Datasheet Rev BisitruNo ratings yet
- Dtmensions For Porcelain Transformer Bushings For Use in Lightly Polluted AtmospheresDocument12 pagesDtmensions For Porcelain Transformer Bushings For Use in Lightly Polluted AtmospheresGnanavel GNo ratings yet
- Cargo Aircraft SpecificationsDocument18 pagesCargo Aircraft Specificationsarpitsingh06367% (3)
- OSS IntroductionDocument57 pagesOSS Introductionartsan3No ratings yet
- Overview of Automatic Stuttering Recognition SystemDocument6 pagesOverview of Automatic Stuttering Recognition System绮绮No ratings yet
- Inox 316 L: (Stainless Steel, Austenitic, AISI 316L, Annealed)Document3 pagesInox 316 L: (Stainless Steel, Austenitic, AISI 316L, Annealed)Hamid AZZOUZINo ratings yet
- Herod's Western Palace in Jerusalem: Some New Insights: December 2019Document21 pagesHerod's Western Palace in Jerusalem: Some New Insights: December 2019Emil KmeticNo ratings yet
- ALL Yellow Remark New Arrive Goods Doorbell and Switch LightDocument46 pagesALL Yellow Remark New Arrive Goods Doorbell and Switch Lightatheer alaniNo ratings yet
- Eecs242 Lect3 RxarchDocument34 pagesEecs242 Lect3 Rxarchp3erezNo ratings yet
- ES 112 Last Topic Before Semi Final (Power)Document3 pagesES 112 Last Topic Before Semi Final (Power)Franshua BajoNo ratings yet
- Site Feasibility 4 - Site Conditions Surveyed - Building Survey - Site Measuring 2019Document48 pagesSite Feasibility 4 - Site Conditions Surveyed - Building Survey - Site Measuring 2019Tiep Mai ThanhNo ratings yet
- ESP8266 DHT11 Humidity Temperature Data LoggerDocument6 pagesESP8266 DHT11 Humidity Temperature Data LoggersaravananNo ratings yet
- Nota Kuliah 3 (Measurement and Instrumentation)Document14 pagesNota Kuliah 3 (Measurement and Instrumentation)Azizah Mat YusofNo ratings yet
- Manuel Soft CAN Link Diagnostic ToolsDocument10 pagesManuel Soft CAN Link Diagnostic ToolsSami NcirNo ratings yet
- Power Shell Scripts 1Document8 pagesPower Shell Scripts 1Peter TatNo ratings yet
- MSS SP-6-2021Document10 pagesMSS SP-6-2021mehdipoorNo ratings yet
- Damp Proofing & Termite ProofingDocument11 pagesDamp Proofing & Termite ProofingPrakarti Lulla100% (1)
- Hungr Et Al 2014Document28 pagesHungr Et Al 2014Emanuele MastrangeloNo ratings yet
- Depressuring Study and Application On BP-A ProjectDocument35 pagesDepressuring Study and Application On BP-A ProjectTruong Minh Hoang100% (6)
- Arihant Aieee Physics (Nitin M Sir)Document376 pagesArihant Aieee Physics (Nitin M Sir)aashray1852175% (4)
- Adani MundraDocument139 pagesAdani MundraAbhishekNo ratings yet
- Reading B1 PDFDocument7 pagesReading B1 PDFhector7095100% (1)
- Water Code of The Philippines - Report Part1Document21 pagesWater Code of The Philippines - Report Part1Princess Aiza MaulanaNo ratings yet
- Wet CompressionDocument6 pagesWet CompressionjdelosriosNo ratings yet
- Pioneer GM-X1024, X924Document33 pagesPioneer GM-X1024, X924kodenNo ratings yet
- ENews TECH Tip 2 - Scaling Concrete SurfacesDocument3 pagesENews TECH Tip 2 - Scaling Concrete SurfacesJun JunNo ratings yet
- Statistics of TRMM Data Archive and Distribution at The GES DAACDocument3 pagesStatistics of TRMM Data Archive and Distribution at The GES DAACgagenahNo ratings yet
- ATA 71 PW1100 - Rev. 0 (16-12-19)Document26 pagesATA 71 PW1100 - Rev. 0 (16-12-19)JOSE SANDOVALNo ratings yet