You might also like
- Wood Crosscutting Process Analysis For Circular SaDocument14 pagesWood Crosscutting Process Analysis For Circular SaBasavaraj G LNo ratings yet
- Wood Crosscutting Process Analysis For Circular SaDocument14 pagesWood Crosscutting Process Analysis For Circular SaChrisNo ratings yet
- Cutting Energy Required During The Mechanical Processing of Wood Species at Different Drying StagesDocument6 pagesCutting Energy Required During The Mechanical Processing of Wood Species at Different Drying StagesVíctor Andrés Sepúlveda VillarroelNo ratings yet
- Influence of Wood ModificationDocument11 pagesInfluence of Wood Modificationkulin_banNo ratings yet
- Cut Force 2-FormulaDocument13 pagesCut Force 2-FormulasarvanNo ratings yet
- Wood Research Effect of Average Chip Thickness and Cutting Speed On Cutting Forces and Surface Roughness During Peripheral Up Milling of Wood Flour/Polyvinyl Chloride CompositeDocument10 pagesWood Research Effect of Average Chip Thickness and Cutting Speed On Cutting Forces and Surface Roughness During Peripheral Up Milling of Wood Flour/Polyvinyl Chloride CompositeMujib wahyu satriyoNo ratings yet
- Cutting Power During Cross-Cutting of Selected WooDocument13 pagesCutting Power During Cross-Cutting of Selected WooamithaNo ratings yet
- Design On Reducing Energy Full PaperDocument15 pagesDesign On Reducing Energy Full PaperFernando Spanholi TelesNo ratings yet
- 1208 4137 1 SM PDFDocument6 pages1208 4137 1 SM PDFdiego_cascanteNo ratings yet
- Machining Properties of WoodDocument144 pagesMachining Properties of WoodManuelContrerasNo ratings yet
- Basics of Micro-Resistance Drilling For Timber Inspection: Frank RinnDocument6 pagesBasics of Micro-Resistance Drilling For Timber Inspection: Frank RinnStephany ArrejuríaNo ratings yet
- The Measurement of Wood Decay in Landscape TreesDocument7 pagesThe Measurement of Wood Decay in Landscape TreesWild_NahassonNo ratings yet
- Mechanical Characterisation of Densi Fied Hardwood With Regard To Structural ApplicationsDocument19 pagesMechanical Characterisation of Densi Fied Hardwood With Regard To Structural ApplicationsaantceNo ratings yet
- Secret of WorldDocument6 pagesSecret of WorldsarvanNo ratings yet
- Effect of Twist Drill Bit and Feeding Speed On Air Dust During Boring Process of Solid Wood, and Wood-Based Composite PanelsDocument13 pagesEffect of Twist Drill Bit and Feeding Speed On Air Dust During Boring Process of Solid Wood, and Wood-Based Composite PanelsDritan AjdinajNo ratings yet
- Wood Research Contributions To The Curvature Radius and Bending Capacity of VeneersDocument8 pagesWood Research Contributions To The Curvature Radius and Bending Capacity of VeneersWalid HozayenNo ratings yet
- Using Acoustic Testing To Estimate Strength and Stiffness of Wood-Polymer CompositesDocument16 pagesUsing Acoustic Testing To Estimate Strength and Stiffness of Wood-Polymer CompositesVíctor Andrés Sepúlveda VillarroelNo ratings yet
- Wood Mechanical FastenersDocument4 pagesWood Mechanical FastenersUzoetue Chidera KennedyNo ratings yet
- Stress Analysis of The Rotating Circular Saw Blade and KOVAŘÍK MartinDocument8 pagesStress Analysis of The Rotating Circular Saw Blade and KOVAŘÍK Martink cNo ratings yet
- Modelling The Influence of Radiata Pine Log Variables On Structural Lumber ProductionDocument10 pagesModelling The Influence of Radiata Pine Log Variables On Structural Lumber ProductionVíctor Andrés Sepúlveda VillarroelNo ratings yet
- (22941932 - Iawa Journal) Effects of Macro - and Micro-Structural Variability On The Shear Behavior of SoftwoodDocument13 pages(22941932 - Iawa Journal) Effects of Macro - and Micro-Structural Variability On The Shear Behavior of Softwoodshafeeqm3086No ratings yet
- Non-Destructive Evaluation of Chinese Fir Plantation Wood StrengthDocument4 pagesNon-Destructive Evaluation of Chinese Fir Plantation Wood Strengthaditya_taNo ratings yet
- (FC) Required. The Study Used A Rotary Shaft Encoder To Measure The Speed of The BladesDocument7 pages(FC) Required. The Study Used A Rotary Shaft Encoder To Measure The Speed of The BladesJeevan Landge PatilNo ratings yet
- CAT I - EMMU 7241 - Machine Tool Vibrations and Cutting Dynamics-Marking SchemeDocument14 pagesCAT I - EMMU 7241 - Machine Tool Vibrations and Cutting Dynamics-Marking SchemeCharles OndiekiNo ratings yet
- Acoustic Emission and Cutting Resistance in Cutting of Solid Wood, MDF and ParticleboardDocument6 pagesAcoustic Emission and Cutting Resistance in Cutting of Solid Wood, MDF and ParticleboardAnderson JuniorNo ratings yet
- Specifi C Energy For Cutting Stems of The Basket Willow (Salix Viminalis L.)Document9 pagesSpecifi C Energy For Cutting Stems of The Basket Willow (Salix Viminalis L.)Cheher LauraNo ratings yet
- 4.isca RJRS 2012 180Document8 pages4.isca RJRS 2012 180DrRoja A RNo ratings yet
- Investigation Into The Effect of Tool-Chip Contact Length OnDocument5 pagesInvestigation Into The Effect of Tool-Chip Contact Length OnAbid HussainNo ratings yet
- Observation of Tool Life of Micro End Mills: Blair Martin, Justin Morrow, Patrick Heaney, and Frank E. PfefferkornDocument7 pagesObservation of Tool Life of Micro End Mills: Blair Martin, Justin Morrow, Patrick Heaney, and Frank E. PfefferkornDejan JovanovicNo ratings yet
- Feed RateDocument14 pagesFeed RateAbdallah Irfaan RamjanNo ratings yet
- Strength Properties of Selected Uganda TimbersDocument7 pagesStrength Properties of Selected Uganda TimbersnicholasomodingNo ratings yet
- 10 17341-Gazimmfd 986215-1938323Document10 pages10 17341-Gazimmfd 986215-1938323kulin_banNo ratings yet
- Sustainability 11 00095 PDFDocument11 pagesSustainability 11 00095 PDFSivi KarudijanNo ratings yet
- Nondestructive Testing Techniques and PiezoelectriDocument10 pagesNondestructive Testing Techniques and PiezoelectriRam KumarNo ratings yet
- SD Article EarhDocument7 pagesSD Article EarhWagner PeresNo ratings yet
- CIRP Annals - Manufacturing Technology: T. O Zel, Y. Karpat, A. SrivastavaDocument4 pagesCIRP Annals - Manufacturing Technology: T. O Zel, Y. Karpat, A. SrivastavarajeshNo ratings yet
- Laser Cutting of Thick Sheet MetalsDocument6 pagesLaser Cutting of Thick Sheet MetalsTolga TanrıseverNo ratings yet
- The Use of Torsion Test Method To Evaluate The Shear Properties of Timber JoistsDocument7 pagesThe Use of Torsion Test Method To Evaluate The Shear Properties of Timber JoistsNeo TarunNo ratings yet
- Effects of End Pressure On The Finger JoDocument10 pagesEffects of End Pressure On The Finger Jokulin_banNo ratings yet
- Agricultural Engineering) Shear Strength of The Selected Types of PelletsDocument8 pagesAgricultural Engineering) Shear Strength of The Selected Types of Pelletsashey7777No ratings yet
- Effect of Work Material Hardness and Machining Parameters On Burr-Formation and Surface Finish in Micro-Milling of AISI D2 SteelDocument6 pagesEffect of Work Material Hardness and Machining Parameters On Burr-Formation and Surface Finish in Micro-Milling of AISI D2 SteelVinay PaulNo ratings yet
- Cutting Force MarbleDocument8 pagesCutting Force MarbleGhiyath WaznehNo ratings yet
- 10.1007@s00226 010 0361 3Document13 pages10.1007@s00226 010 0361 3ari goldNo ratings yet
- EvoluciónDocument28 pagesEvoluciónHugo RodriguezNo ratings yet
- Bioresources.: Medium-Density Fibreboard Milling Using Selected Technological ParametersDocument15 pagesBioresources.: Medium-Density Fibreboard Milling Using Selected Technological ParametersZoran DimicNo ratings yet
- Impact of Board Width On in Plane Shear Stiffness of CR - 2019 - Engineering STRDocument8 pagesImpact of Board Width On in Plane Shear Stiffness of CR - 2019 - Engineering STReliNo ratings yet
- 08Document10 pages08Mohammed EndrisNo ratings yet
- Edge Preparation of Cutting Tools and It Impect On Cutting Forces During MillingDocument6 pagesEdge Preparation of Cutting Tools and It Impect On Cutting Forces During MillingJo marNo ratings yet
- Bending Properties of Carbon Fiber Reinforced PlywoodDocument16 pagesBending Properties of Carbon Fiber Reinforced PlywoodNhico SaagundoNo ratings yet
- 1Document20 pages1Dedy SyahPutraNo ratings yet
- A Review of Wood Machining Literature With A Special Focus On SawingDocument15 pagesA Review of Wood Machining Literature With A Special Focus On SawingAmit TewariNo ratings yet
- Research On Cutting Performance of Ceramic Cutting Tools in Milling High Density FiberboardDocument15 pagesResearch On Cutting Performance of Ceramic Cutting Tools in Milling High Density FiberboardArturo PeñalozaNo ratings yet
- Shearing Characteristics of Biomass For Size Reduction: An ASAE Meeting Presentation Paper NumberDocument7 pagesShearing Characteristics of Biomass For Size Reduction: An ASAE Meeting Presentation Paper NumberGeorge Van BommelNo ratings yet
- Milling Wear of Carbide Tool For Processing Nickel-Based Alloy in Cryogenic Based On The Entropy ChangeDocument11 pagesMilling Wear of Carbide Tool For Processing Nickel-Based Alloy in Cryogenic Based On The Entropy ChangeRAMACHANDRAN MNITNo ratings yet
- Resistographic Visualization of Tree-Ring Density VariationsDocument12 pagesResistographic Visualization of Tree-Ring Density VariationsStephany ArrejuríaNo ratings yet
- Cutting Forces in Peripheral Up-Milling of ParticleboardDocument15 pagesCutting Forces in Peripheral Up-Milling of Particleboardkulin_banNo ratings yet
- Wood Bending PDFDocument11 pagesWood Bending PDFprasanna020391100% (1)
- ICM2188Document5 pagesICM2188alfredo avilaNo ratings yet
- The Mechanical Properties of Wood Including a Discussion of the Factors Affecting the Mechanical Properties, and Methods of Timber TestingFrom EverandThe Mechanical Properties of Wood Including a Discussion of the Factors Affecting the Mechanical Properties, and Methods of Timber TestingNo ratings yet
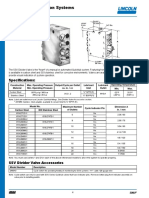
- Quicklub Lubrication Systems: SSV Divider ValvesDocument4 pagesQuicklub Lubrication Systems: SSV Divider ValvesVelina MilevaNo ratings yet
- 0367Document1 page0367Velina MilevaNo ratings yet
- 0374Document1 page0374Velina MilevaNo ratings yet
- Brand Oe. Part No. Model: Original Equipment Numbers vs. Kojen ModelDocument24 pagesBrand Oe. Part No. Model: Original Equipment Numbers vs. Kojen ModelVelina MilevaNo ratings yet
- 0369Document1 page0369Velina MilevaNo ratings yet
- Lagan Group Duleek Quarry enDocument5 pagesLagan Group Duleek Quarry enVelina MilevaNo ratings yet
- Bds en Iso 8469 2013Document20 pagesBds en Iso 8469 2013Velina MilevaNo ratings yet
- Leaflet English ILMEG Products ABDocument4 pagesLeaflet English ILMEG Products ABVelina MilevaNo ratings yet
- AWS A10.1M-2007 Calibration and Performance Testing of Secondary Current Sensing Coils and Weld PDFDocument56 pagesAWS A10.1M-2007 Calibration and Performance Testing of Secondary Current Sensing Coils and Weld PDFVelina MilevaNo ratings yet
- Technical Information No. 12 Vermicular Graphite Cast Iron: MicrostructureDocument1 pageTechnical Information No. 12 Vermicular Graphite Cast Iron: MicrostructureVelina MilevaNo ratings yet
- CAN Troubleshooting Sheet v3Document1 pageCAN Troubleshooting Sheet v3Velina MilevaNo ratings yet
- 519379-Design A 100A Active Load To PDFDocument7 pages519379-Design A 100A Active Load To PDFVelina MilevaNo ratings yet
- Effective Use of Water in A System For Water Driven Hammer DrillingDocument10 pagesEffective Use of Water in A System For Water Driven Hammer DrillingVelina MilevaNo ratings yet
- MatexDocument2 pagesMatexVelina MilevaNo ratings yet
- Super TacDocument2 pagesSuper TacVelina MilevaNo ratings yet
- FINAL REPORT Coastal Markets PDFDocument58 pagesFINAL REPORT Coastal Markets PDFVelina MilevaNo ratings yet
- Performance Prediction Cf128G: Male Rotor Tip Speed in M/sDocument4 pagesPerformance Prediction Cf128G: Male Rotor Tip Speed in M/sVelina MilevaNo ratings yet
- TDS Korrobond 65Document2 pagesTDS Korrobond 65Velina MilevaNo ratings yet
- Level Ton ReportDocument72 pagesLevel Ton ReportVelina MilevaNo ratings yet
- Coriolis ReportDocument51 pagesCoriolis ReportVelina MilevaNo ratings yet
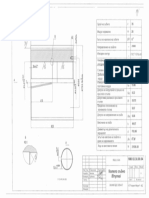
- Chertezh Zubna VtulkaDocument1 pageChertezh Zubna VtulkaVelina MilevaNo ratings yet
- The Chemistry of Soap BubblesDocument15 pagesThe Chemistry of Soap BubblesGenesisCuervoCoronadoNo ratings yet
- Laboratory Tests For The Abrasiveness of Rock 20120516154148Document4 pagesLaboratory Tests For The Abrasiveness of Rock 20120516154148Velina MilevaNo ratings yet
- Laboratory Tests For The Drillability of Rock: Goodrich Test: Sievers J-ValueDocument2 pagesLaboratory Tests For The Drillability of Rock: Goodrich Test: Sievers J-ValueVelina MilevaNo ratings yet
- I Love Maths Series Book 5 FunctionsDocument111 pagesI Love Maths Series Book 5 FunctionsHalalisani MrMaths NtshangaseNo ratings yet
- Mec241 - Chapter 3 - DRSCMDocument84 pagesMec241 - Chapter 3 - DRSCMbahbib22No ratings yet
- N 2023 Unit Test-6 - (31-Oct-21)Document24 pagesN 2023 Unit Test-6 - (31-Oct-21)ThilshathNo ratings yet
- Generating Optimizing and Verifying HDL Code With Matlab and SimulinkDocument46 pagesGenerating Optimizing and Verifying HDL Code With Matlab and Simulinkkpkarthi80No ratings yet
- Outcomes-Based Education: Joem Cerio PeriñaDocument32 pagesOutcomes-Based Education: Joem Cerio PeriñaJoem Cerio Perina83% (6)
- Quantitative Risk AssessmentDocument113 pagesQuantitative Risk Assessmentmynurul100% (2)
- Calculation of Z Factors For Natural Gases Using Equations of State P.M. Dranchuk J.H. Abou-KassemDocument4 pagesCalculation of Z Factors For Natural Gases Using Equations of State P.M. Dranchuk J.H. Abou-KassemAnonymous cCmpclQF6oNo ratings yet
- Rao Et Al. 2012 Corporate Governance and Environmental Reporting An Australian StudyDocument21 pagesRao Et Al. 2012 Corporate Governance and Environmental Reporting An Australian StudyHientnNo ratings yet
- Model Predictive Vibration ControlDocument534 pagesModel Predictive Vibration ControlSoham MukhopadhyayNo ratings yet
- Unit 2 Convolutional Neural NetworkDocument16 pagesUnit 2 Convolutional Neural NetworkReasonNo ratings yet
- Paper - Comparative Analysis of Rock Fragmentation ModelsDocument12 pagesPaper - Comparative Analysis of Rock Fragmentation ModelsKevinEqNo ratings yet
- Practice Book - Grade 5Document9 pagesPractice Book - Grade 5Rizki MaharaniNo ratings yet
- Curve Tracing PDFDocument4 pagesCurve Tracing PDFAman Sharma57% (7)
- Groundwater Vistas PaperDocument14 pagesGroundwater Vistas PaperAwais AhmedNo ratings yet
- Rainfall FLACDocument16 pagesRainfall FLACRajni SharmaNo ratings yet
- 3G Values & RangesDocument14 pages3G Values & RangesRishi Mahajan91% (11)
- Final Facial Emotion Detection PPT PDFDocument24 pagesFinal Facial Emotion Detection PPT PDFPrakhar SharanNo ratings yet
- J. Gabriel St. Don Galo, Parañaque CityDocument2 pagesJ. Gabriel St. Don Galo, Parañaque Citymary antonette pagalNo ratings yet
- CH17Document40 pagesCH17Letisia MockaNo ratings yet
- 5.manac Cost Behavior and EstimationDocument33 pages5.manac Cost Behavior and EstimationPratyush GoelNo ratings yet
- ASTM E 1815 - 2008 Classification of Film Systems For Industrial Radiography1Document8 pagesASTM E 1815 - 2008 Classification of Film Systems For Industrial Radiography1grimaguilNo ratings yet
- Tractable Approach To MmWaves Cellular Analysis With FSO Backhauling Under Feedback Delay and Hardware LimitationsDocument13 pagesTractable Approach To MmWaves Cellular Analysis With FSO Backhauling Under Feedback Delay and Hardware LimitationsAiman ThoriqNo ratings yet
- Theory of Automata - Lecture 2Document52 pagesTheory of Automata - Lecture 2abcNo ratings yet
- First Course in The Finite Element Method Si Edition 6th Edition Logan Solutions ManualDocument16 pagesFirst Course in The Finite Element Method Si Edition 6th Edition Logan Solutions Manualbriandung7m3e100% (21)
- Unification of Euler and Werner Deconvolution in Three Dimensions Via The Generalized Hilbert TransformDocument6 pagesUnification of Euler and Werner Deconvolution in Three Dimensions Via The Generalized Hilbert TransformMithunNo ratings yet
- Learning Mathematics KimDocument6 pagesLearning Mathematics KimLim TorresNo ratings yet
- Problems For ExerciseDocument2 pagesProblems For ExerciseLalit YadavNo ratings yet
- Practical UTDocument179 pagesPractical UTphutd0983% (6)
- Risk and Return: Lessons From Market HistoryDocument24 pagesRisk and Return: Lessons From Market Historyphuphong777No ratings yet
- Syllabus For Bachelor of Science (B.SC) In: Petroleum and Mining EngineeringDocument44 pagesSyllabus For Bachelor of Science (B.SC) In: Petroleum and Mining EngineeringAlex DextrNo ratings yet