You might also like
- Code of Practice On Environmental Health (COPEH) 1998Document24 pagesCode of Practice On Environmental Health (COPEH) 1998Trang NgoNo ratings yet
- A Project Profile On The Steel Melting Shop Prepared by APITCO LimitedDocument6 pagesA Project Profile On The Steel Melting Shop Prepared by APITCO LimitedSrikant MahapatraNo ratings yet
- Energy Optimizing FurnaceDocument4 pagesEnergy Optimizing Furnacesourajpatel100% (1)
- Stainless Steel AOD Operation and Slag Optimisation PDFDocument41 pagesStainless Steel AOD Operation and Slag Optimisation PDFPrakash MishraNo ratings yet
- Form 4 Add Maths Chapter 1Document25 pagesForm 4 Add Maths Chapter 1Azhar GameMaster100% (1)
- Billets ProcessDocument5 pagesBillets ProcessWewey NuestroNo ratings yet
- Electric Arc Furnace Injection System For OxygenDocument7 pagesElectric Arc Furnace Injection System For OxygenIcilma LiraNo ratings yet
- Melting Furnaces: Cupola FurnaceDocument5 pagesMelting Furnaces: Cupola FurnaceAly RamadanNo ratings yet
- Pig Iron - Blast Furnace RouteDocument3 pagesPig Iron - Blast Furnace RouteRaden Pambudi PratamaNo ratings yet
- 12.4 Ferroalloy ProductionDocument20 pages12.4 Ferroalloy ProductionMuhammad Kamran BhattiNo ratings yet
- Electric Arc Furnace Steelmaking by Jeremy A. T. Jones, Nupro CorporationDocument9 pagesElectric Arc Furnace Steelmaking by Jeremy A. T. Jones, Nupro CorporationGilson JuniorNo ratings yet
- Presentation ON Steel Melting Shop: Rupendra Naik 3203810037Document19 pagesPresentation ON Steel Melting Shop: Rupendra Naik 3203810037Rahul PandeyNo ratings yet
- Iron MakingDocument26 pagesIron Makingsumit ranjanNo ratings yet
- Ladle Refining FurnaceDocument3 pagesLadle Refining FurnaceBibhudutta mishraNo ratings yet
- BSPDocument50 pagesBSPRahul PandeyNo ratings yet
- Ladle Refining Melting ProcessDocument14 pagesLadle Refining Melting ProcessSudeepNo ratings yet
- Embr 1 PDFDocument32 pagesEmbr 1 PDFKamod RanjanNo ratings yet
- Medium Frequency Induction FurnaceDocument5 pagesMedium Frequency Induction FurnaceSreekumar RajendrababuNo ratings yet
- Strollberg LEO WorkshopDocument54 pagesStrollberg LEO WorkshopBinod Kumar PadhiNo ratings yet
- Report on steel melting shop processesDocument18 pagesReport on steel melting shop processesRahul PandeyNo ratings yet
- AmiimDocument9 pagesAmiimRanjan SahooNo ratings yet
- PRODUCTION OF STEEL-Lecture 2Document68 pagesPRODUCTION OF STEEL-Lecture 2Nyanda MalashiNo ratings yet
- Steel Processing in Energy Optimizing Furnace: 4.1 Preparation of EofDocument8 pagesSteel Processing in Energy Optimizing Furnace: 4.1 Preparation of EofRitesh KumarNo ratings yet
- STEEL TITLEDocument23 pagesSTEEL TITLEMahadi HasanNo ratings yet
- List of FiguresDocument22 pagesList of FiguresvishalNo ratings yet
- Unit 2 Engineering Alloys (Ferrous and Non-Ferrous) : StructureDocument63 pagesUnit 2 Engineering Alloys (Ferrous and Non-Ferrous) : StructureKelvin TyhNo ratings yet
- Design, Manufacturing and Testing of Induction Furnace: Submitted byDocument65 pagesDesign, Manufacturing and Testing of Induction Furnace: Submitted byGuru ChaudhariNo ratings yet
- Ironmaking and Steelmaking Theory and PracticeDocument9 pagesIronmaking and Steelmaking Theory and PracticeRasul BzNo ratings yet
- Vocational Training Report at Bokaro Steel PlantDocument34 pagesVocational Training Report at Bokaro Steel PlantRavi kumarNo ratings yet
- Mill ScaleDocument6 pagesMill ScaleJhovanny RendónNo ratings yet
- Electric Induction Furnace: Clean Melting Through Electromagnetic InductionDocument16 pagesElectric Induction Furnace: Clean Melting Through Electromagnetic InductionAshok PradhanNo ratings yet
- VERTICAL CORE INDUCTION FURNACEDocument6 pagesVERTICAL CORE INDUCTION FURNACEhodeegits9526No ratings yet
- Steel Making2Document147 pagesSteel Making2satish_trivediNo ratings yet
- JSPL Full IT Report by Avnish JhaDocument44 pagesJSPL Full IT Report by Avnish JhaAviNo ratings yet
- How's Steel Manufactured?: Raw Materials For IronmakingDocument6 pagesHow's Steel Manufactured?: Raw Materials For IronmakingUpendra93No ratings yet
- Production of IronDocument15 pagesProduction of IronMassy KappsNo ratings yet
- Nmd-Atm-2018r-00405 - Arghya Majumder - RinlDocument18 pagesNmd-Atm-2018r-00405 - Arghya Majumder - RinlArghya MajumderNo ratings yet
- Chapter 4Document119 pagesChapter 4razlan ghazaliNo ratings yet
- Iron Making PPT Notes 2Document49 pagesIron Making PPT Notes 2SHUBHAM VERMANo ratings yet
- Rr411802 Steel MakingDocument4 pagesRr411802 Steel MakingSrinivasa Rao GNo ratings yet
- Blast Furnace Full SlideDocument31 pagesBlast Furnace Full SlideJunaedyDjafarNo ratings yet
- Casting: "Net Shape" or "Near-Net Shape" Process AdvantagesDocument27 pagesCasting: "Net Shape" or "Near-Net Shape" Process AdvantagesnsbaruaoleNo ratings yet
- Electric Induction Furnace Definition and Working PrincipleDocument16 pagesElectric Induction Furnace Definition and Working PrincipleMURSELIM ALINo ratings yet
- Heat TreatmentDocument24 pagesHeat TreatmentOlanrewaju Slyman Damilola100% (1)
- Indian Steel Making ProcessesDocument10 pagesIndian Steel Making ProcessesSarbajitManna100% (1)
- Iron MakingDocument233 pagesIron MakingM006Ashish Jha100% (1)
- Iron Making Lecture Index: Over 30 Topics CoveredDocument587 pagesIron Making Lecture Index: Over 30 Topics CoveredSk BeheraNo ratings yet
- Unit 2-Chapter 6 - Heat Treatment of MetalsDocument55 pagesUnit 2-Chapter 6 - Heat Treatment of Metalssainath reddy kesam reddyNo ratings yet
- Oxidation of Iron, Silicon and Manganese: Today's TopicsDocument11 pagesOxidation of Iron, Silicon and Manganese: Today's TopicsMir RafsanNo ratings yet
- EAF Proces-EzzsteelDocument38 pagesEAF Proces-Ezzsteelabedo danklawyNo ratings yet
- Pneumatic Steelmarking - Chapter IV AOD ProcessingDocument6 pagesPneumatic Steelmarking - Chapter IV AOD Processinggau3koNo ratings yet
- Iron and Steel Making Lecture 1: Introduction: Prof. Dr. Hafiz A. Ahmed Dr. Lamiaa Z. MohamedDocument7 pagesIron and Steel Making Lecture 1: Introduction: Prof. Dr. Hafiz A. Ahmed Dr. Lamiaa Z. Mohamedيوسف عادل حسانينNo ratings yet
- Ecomak - 2019 DeSOx PresentationDocument37 pagesEcomak - 2019 DeSOx PresentationHsein WangNo ratings yet
- What Is SteelDocument10 pagesWhat Is SteelKristo Ver TamposNo ratings yet
- Energy and Exergy of Electric Arc Furnace PDFDocument26 pagesEnergy and Exergy of Electric Arc Furnace PDFChristopher LloydNo ratings yet
- Continuous Casting TheoryDocument12 pagesContinuous Casting Theoryyash_ganatra100% (1)
- Metallurgy of Continuous Casting TechnologyDocument20 pagesMetallurgy of Continuous Casting Technologyahmed ebraheemNo ratings yet
- Types of Furnaces Used in CastingDocument29 pagesTypes of Furnaces Used in CastingMurali100% (1)
- Electric Arc Furnace and Cupola FurnaceDocument7 pagesElectric Arc Furnace and Cupola FurnaceMahmoud MerdanNo ratings yet
- Metal Melting FurnacesDocument11 pagesMetal Melting FurnacesPradeep Sankar100% (2)
- COLUMMNDocument2 pagesCOLUMMNAshok PradhanNo ratings yet
- 33 ch6Document13 pages33 ch6swccgopalNo ratings yet
- Examples On Mathematical Induction: Trigonometry: Sin Sin 1 SinDocument11 pagesExamples On Mathematical Induction: Trigonometry: Sin Sin 1 SinAshok PradhanNo ratings yet
- Oscillations PDFDocument12 pagesOscillations PDFRaviKumarNo ratings yet
- 12 Physics Lyp 2016 Central Outside Delhi Set3Document7 pages12 Physics Lyp 2016 Central Outside Delhi Set3Ashok PradhanNo ratings yet
- Curret 2Document2 pagesCurret 2Ashok PradhanNo ratings yet
- (Zym© (Av G Kêq O A (Yh$V A H$Document30 pages(Zym© (Av G Kêq O A (Yh$V A H$Ashok PradhanNo ratings yet
- M¡ (VH$ (DKMZ (G¡Õmpývh$) : ZmoqDocument37 pagesM¡ (VH$ (DKMZ (G¡Õmpývh$) : ZmoqAshok PradhanNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
- Solution, Success Study CircleDocument4 pagesSolution, Success Study CircleAshok PradhanNo ratings yet
- Strength of Materials: Er. S K MondalDocument3 pagesStrength of Materials: Er. S K MondalAshok PradhanNo ratings yet
- State Biot Servat Law and Hence Obtain An Expression For The Magnetic Induction Produced by Infinite Long Current Carrying Conductor at Any Point Near ItDocument5 pagesState Biot Servat Law and Hence Obtain An Expression For The Magnetic Induction Produced by Infinite Long Current Carrying Conductor at Any Point Near ItAshok PradhanNo ratings yet
- Comparison Between Edge and Screw DislocationDocument5 pagesComparison Between Edge and Screw DislocationAshok PradhanNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
- Ess at 12 CN StuDocument11 pagesEss at 12 CN Stujsmith012xNo ratings yet
- Comparison Between Edge and Screw DislocationDocument5 pagesComparison Between Edge and Screw DislocationAshok PradhanNo ratings yet
- Reproduction in OrganismsDocument10 pagesReproduction in OrganismsAshok PradhanNo ratings yet
- Weekly Test July MMMMMMMMDocument2 pagesWeekly Test July MMMMMMMMAshok PradhanNo ratings yet
- Manufacturing Process 1 Question BankDocument6 pagesManufacturing Process 1 Question BankAshok PradhanNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
- Surprize TestDocument3 pagesSurprize TestAshok PradhanNo ratings yet
- L No 01Document38 pagesL No 01Annas Equity AnalystNo ratings yet
- Introduction to Materials Science Chapter 7 Dislocations StrengtheningDocument19 pagesIntroduction to Materials Science Chapter 7 Dislocations Strengtheningsenthilkumar100No ratings yet
- Moving Coil GalvanometerDocument5 pagesMoving Coil GalvanometerAshok PradhanNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
- OpticsDocument6 pagesOpticsAshok PradhanNo ratings yet
- Current ElectricityDocument2 pagesCurrent ElectricityAshok PradhanNo ratings yet
- EXPERIMENT No 5 - MuX and DeMuxDocument6 pagesEXPERIMENT No 5 - MuX and DeMuxSaksham DhawanNo ratings yet
- Calculatio SheetDocument88 pagesCalculatio SheetLe LeNo ratings yet
- CushmanDocument23 pagesCushmanChuck BristolNo ratings yet
- Stainless Steel Pipe Fabrication and Screen ProductsDocument23 pagesStainless Steel Pipe Fabrication and Screen ProductsWissam JarmakNo ratings yet
- Park Residence BrochureDocument86 pagesPark Residence Brochureahmed ahmedNo ratings yet
- Inspection Request FormDocument1 pageInspection Request FormNieves GuardianNo ratings yet
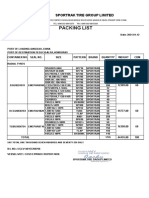
- Packing List: Sportrak Tire Group LimitedDocument1 pagePacking List: Sportrak Tire Group Limitedissa lamarNo ratings yet
- CEO President General Manager in Dallas FT Worth TX Resume Angelo UggeDocument3 pagesCEO President General Manager in Dallas FT Worth TX Resume Angelo UggeAngeloUggeNo ratings yet
- Pedestal Column For Tower-Usd: Ast (MM 2) Ab (MM 2)Document18 pagesPedestal Column For Tower-Usd: Ast (MM 2) Ab (MM 2)Joy lauriaNo ratings yet
- Racing Boy Catalog - 2014Document117 pagesRacing Boy Catalog - 2014Eddie BoyzNo ratings yet
- OEM Connections Sensor +5 Volt Supply #4Document2 pagesOEM Connections Sensor +5 Volt Supply #4ibrahem100% (2)
- Mud Pump MeasurementsDocument13 pagesMud Pump MeasurementsHassan KhattabNo ratings yet
- Propeller Tolerances and Inspection - John Carlton PDFDocument17 pagesPropeller Tolerances and Inspection - John Carlton PDFhenryNo ratings yet
- D D N .: V N - D: P:: OCO OrporationDocument2 pagesD D N .: V N - D: P:: OCO OrporationWynona BasilioNo ratings yet
- Java Equivalents in C#Document13 pagesJava Equivalents in C#Vamsi ReddyNo ratings yet
- Linear Programming: Artificial Variable Technique: Big - M MethodDocument4 pagesLinear Programming: Artificial Variable Technique: Big - M MethodFatima Al-DoskiNo ratings yet
- Lossy Compression and Iterative Reconstruction For Encrypted ImageDocument22 pagesLossy Compression and Iterative Reconstruction For Encrypted ImageVanambhadi DeepuNo ratings yet
- DL650K9Document187 pagesDL650K9Juan Abraham AjpopNo ratings yet
- Kleppner (Introduction To Mechanics) (Errata)Document3 pagesKleppner (Introduction To Mechanics) (Errata)almarpa0% (1)
- Expansion Socket DesignDocument12 pagesExpansion Socket DesignNwachukwu UmehNo ratings yet
- PMAS-Arid Agriculture University RawalpindiDocument3 pagesPMAS-Arid Agriculture University RawalpindiAli AzanNo ratings yet
- Steel Reinforcement For WallsDocument7 pagesSteel Reinforcement For WallsSurinderPalSinghGillNo ratings yet
- Conexion de M800 PDFDocument16 pagesConexion de M800 PDFChemikal EngineerNo ratings yet
- Complete Lesson 4 Assessment Task On The Maneuver of The ShipDocument2 pagesComplete Lesson 4 Assessment Task On The Maneuver of The ShipMixed VideosNo ratings yet
- LinkDocument2 pagesLinkFresh aliveNo ratings yet
- Welding ReportDocument15 pagesWelding ReportSamNo ratings yet
- The Modular Ratio in Reinforced Concrete Design (Manuscript) - A.KDocument15 pagesThe Modular Ratio in Reinforced Concrete Design (Manuscript) - A.KMohan ManickamNo ratings yet
- Procem BrochureDocument20 pagesProcem BrochuremelvinkorahNo ratings yet
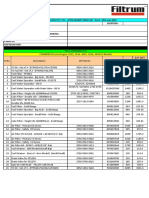
- Location:-Fleetguard Filters Pvt. Ltd. - After Market Price List W.E.F. 18Th June 2018 Distributor Name: - Address: - Office Contact No. For Queries / Order Booking: - Distributor Contact PersonDocument23 pagesLocation:-Fleetguard Filters Pvt. Ltd. - After Market Price List W.E.F. 18Th June 2018 Distributor Name: - Address: - Office Contact No. For Queries / Order Booking: - Distributor Contact PersonDadasaheb More100% (2)