You might also like
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1From EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Rating: 3.5 out of 5 stars3.5/5 (3)
- Load Sharing Strategies in Multiple Compressor Refrigeration SystemsDocument8 pagesLoad Sharing Strategies in Multiple Compressor Refrigeration SystemsLiu YangtzeNo ratings yet
- Evaporative Condenser Control in Industrial Refrigeration SystemsDocument21 pagesEvaporative Condenser Control in Industrial Refrigeration SystemsMichael BasaNo ratings yet
- Design and Performance Analysis of Water PDFDocument7 pagesDesign and Performance Analysis of Water PDFDiyar NezarNo ratings yet
- Semi-Empirical Method For Representing Domestic Refrigerator/freezer Compressor Calorimeter Test DataDocument10 pagesSemi-Empirical Method For Representing Domestic Refrigerator/freezer Compressor Calorimeter Test DataLimas ramirez José AntonioNo ratings yet
- VCCDocument8 pagesVCCRaden AditiyaNo ratings yet
- Selection of Screw Compressors For Energy Efficient OperationDocument8 pagesSelection of Screw Compressors For Energy Efficient OperationRuben VandekerkhofNo ratings yet
- بحثي المنشور بمؤتمر الاردنDocument13 pagesبحثي المنشور بمؤتمر الاردنShurooq TaibNo ratings yet
- VCRC and Their Main Components Refrigarants For VCRCDocument19 pagesVCRC and Their Main Components Refrigarants For VCRCberkdaglarasti009No ratings yet
- Design and Performance Analysis of Water Chiller - A ResearchDocument8 pagesDesign and Performance Analysis of Water Chiller - A ResearchDiyar NezarNo ratings yet
- Head Pressure RefrigerationDocument6 pagesHead Pressure RefrigerationGeorge MavromatidisNo ratings yet
- MECHATRONICS PROJECT - Copy (2)Document22 pagesMECHATRONICS PROJECT - Copy (2)Devrat SahNo ratings yet
- Thermal Management of Machine Compartment in A Built-In RefrigeratorDocument7 pagesThermal Management of Machine Compartment in A Built-In RefrigeratorMilind DevleNo ratings yet
- Design of Air Conditioning System Using CFD Combined With Refrigeration Cycle SimulatorDocument9 pagesDesign of Air Conditioning System Using CFD Combined With Refrigeration Cycle SimulatorssemzamilNo ratings yet
- Evaporative Condenser Control in Industrial Refrigeration SystemsDocument16 pagesEvaporative Condenser Control in Industrial Refrigeration SystemsBao NguyenNo ratings yet
- Determine Compressor Settling-Out Conditions For Recycle Gas Loop DesignDocument6 pagesDetermine Compressor Settling-Out Conditions For Recycle Gas Loop DesignMoutushi BhowmikNo ratings yet
- Propane RefrigerationDocument4 pagesPropane RefrigerationmohammadazraiNo ratings yet
- Dabiri Rice 018Document13 pagesDabiri Rice 018viniciusschwabNo ratings yet
- CFD Analysis of R404A Reciprocating Compressor DesignDocument7 pagesCFD Analysis of R404A Reciprocating Compressor DesignSami ThirunavukkarasuNo ratings yet
- Welsby 1988Document15 pagesWelsby 1988Allyson LuizNo ratings yet
- Design Criteria and Performance of An Advanced Reciprocating CompDocument9 pagesDesign Criteria and Performance of An Advanced Reciprocating CompEstebanGiraldoNo ratings yet
- Co2 CompressorDocument9 pagesCo2 CompressorManthanNo ratings yet
- A Conjugate Heat Transfer Analysis of A Hermetic RDocument11 pagesA Conjugate Heat Transfer Analysis of A Hermetic RMohammed Naim UddinNo ratings yet
- Analysis of Multiple Evaporator Refrigeration SystemDocument3 pagesAnalysis of Multiple Evaporator Refrigeration SystemInternational Jpurnal Of Technical Research And Applications0% (1)
- Numerical Modeling of The Start Up Transient in Reciprocating CompressorsDocument8 pagesNumerical Modeling of The Start Up Transient in Reciprocating CompressorscjdeschampsNo ratings yet
- Cold Front - Vol. 4 No. 3, 2004 NewsletterDocument9 pagesCold Front - Vol. 4 No. 3, 2004 NewslettertaupiqNo ratings yet
- CFD-01-Air Flow Study Inside The Supermarket HussmannDocument9 pagesCFD-01-Air Flow Study Inside The Supermarket Hussmanndevinder_bamrahNo ratings yet
- Site Performance Review - Gas TurbineDocument10 pagesSite Performance Review - Gas TurbinemishraenggNo ratings yet
- Value Analysis of Advanced Heat Rejection Systems For Geothermal Power PlantsDocument4 pagesValue Analysis of Advanced Heat Rejection Systems For Geothermal Power PlantsYanan CamarazaNo ratings yet
- Settle OutDocument6 pagesSettle Outamitgoel1989100% (1)
- HVAC Softwares ManualDocument6 pagesHVAC Softwares ManualAbhyuday GhoshNo ratings yet
- Critique of The Design and Operation of Sustainable Air-Cooled Chillers in Commercial BuildingsDocument26 pagesCritique of The Design and Operation of Sustainable Air-Cooled Chillers in Commercial BuildingsKailas NimbalkarNo ratings yet
- Performance Analysis of A Hermetic Reciprocating CompressorDocument10 pagesPerformance Analysis of A Hermetic Reciprocating Compressorhermit44535No ratings yet
- Comparison of r22 and r407cDocument7 pagesComparison of r22 and r407cVamsi Priya KatamreddyNo ratings yet
- VCRC and Their Main Components+ Refrigarants For VCRCDocument19 pagesVCRC and Their Main Components+ Refrigarants For VCRCberkdaglarasti009No ratings yet
- ICE PLANT TEST RIG PERFORMANCE ANALYSISDocument58 pagesICE PLANT TEST RIG PERFORMANCE ANALYSISjuned shaikhNo ratings yet
- Analysis of Multiple Evaporator Refrigeration SystemDocument3 pagesAnalysis of Multiple Evaporator Refrigeration SystemBen AhmedNo ratings yet
- Performance Analysis of A Reciprocating Compressor Under TypicalDocument11 pagesPerformance Analysis of A Reciprocating Compressor Under TypicalJonathanE.TambanNo ratings yet
- LBNL Rosenquist Wolfville Figs RotatedDocument15 pagesLBNL Rosenquist Wolfville Figs RotatedDamrongritSiriwutwiwatNo ratings yet
- Compressor Heat Pump Model Based On Refrigerant enDocument16 pagesCompressor Heat Pump Model Based On Refrigerant enOussema SKNo ratings yet
- Santosa 2018 J. Phys. - Conf. Ser. 953 012044Document7 pagesSantosa 2018 J. Phys. - Conf. Ser. 953 012044prince assiriNo ratings yet
- Compressor RefrigeranteDocument19 pagesCompressor RefrigeranteAlbert CalderonNo ratings yet
- Cascade Refrigeration With Inverse Brayton CycleDocument21 pagesCascade Refrigeration With Inverse Brayton CycleShubham Raj RajNo ratings yet
- Analysis of Vapour Compression Refrigeration System Using Matrix Heat ExchangerDocument8 pagesAnalysis of Vapour Compression Refrigeration System Using Matrix Heat ExchangerInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Module 3 - Chiller SystemDocument45 pagesModule 3 - Chiller Systemmadan karkiNo ratings yet
- A Balanced View of Reciprocating and Screw Compressor EfficiencieDocument7 pagesA Balanced View of Reciprocating and Screw Compressor EfficiencieGeorge Nobre FilhoNo ratings yet
- Optimizing Design and Control of Chilled Water Plants PDFDocument20 pagesOptimizing Design and Control of Chilled Water Plants PDFMarli MoiseNo ratings yet
- Exergy Analysis of Scroll Compressors Working WithDocument10 pagesExergy Analysis of Scroll Compressors Working WithSaravanan RagupathyNo ratings yet
- Carrier HVAC Handbook Part 7 Refrigeration EquipmentDocument71 pagesCarrier HVAC Handbook Part 7 Refrigeration EquipmentTanveer100% (3)
- Determination of The Thermodynamic Properties of Refrigerant-OilDocument9 pagesDetermination of The Thermodynamic Properties of Refrigerant-OilsalamrefighNo ratings yet
- ASHRAE Journal - Optimizing Chilled Water Plant ControlsDocument12 pagesASHRAE Journal - Optimizing Chilled Water Plant ControlsAntonio LebrunNo ratings yet
- A Fresh Look at LNG Process EfficiencyDocument0 pagesA Fresh Look at LNG Process EfficiencyxinghustNo ratings yet
- Research Paper On Scroll CompressorDocument5 pagesResearch Paper On Scroll Compressorgatewivojez3100% (1)
- Report on Automotive Air Conditioning SystemsDocument20 pagesReport on Automotive Air Conditioning SystemsNikunj PrajapatiNo ratings yet
- Performance Analysis in Off Design Condition of Gas Trbine Air Bottoming Combined SystemDocument10 pagesPerformance Analysis in Off Design Condition of Gas Trbine Air Bottoming Combined SystemIrving Rosas JovenNo ratings yet
- HYSYS Tutorial PDFDocument607 pagesHYSYS Tutorial PDFsalman hussainNo ratings yet
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)
- Ejectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsFrom EverandEjectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsNo ratings yet
- Operating SequenceDocument11 pagesOperating Sequencerakeshm31392% (13)
- Emergency and FirstDocument1 pageEmergency and FirstamrNo ratings yet
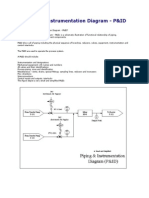
- What Is P&IDDocument1 pageWhat Is P&IDg4goharNo ratings yet
- 6.19 Process Isolation System Design Philosophy PDFDocument6 pages6.19 Process Isolation System Design Philosophy PDFdamanpb3633No ratings yet
- Operation Guide GT MS5001 PDFDocument5 pagesOperation Guide GT MS5001 PDFHassanSaidi50% (2)
- Load Sharing Optimization of Parallel CompressorsDocument6 pagesLoad Sharing Optimization of Parallel CompressorsamrNo ratings yet
- Load Sharing Optimization of Parallel CompressorsDocument6 pagesLoad Sharing Optimization of Parallel CompressorsamrNo ratings yet
- Gas TurbineDocument2 pagesGas TurbineamrNo ratings yet
- Basic Modes of Heat Transfer: Steam-Water SeparationDocument2 pagesBasic Modes of Heat Transfer: Steam-Water SeparationamrNo ratings yet
- Load Sharing Strategies in Multiple Compressor Refrigeration SystDocument9 pagesLoad Sharing Strategies in Multiple Compressor Refrigeration SystamrNo ratings yet
- Load Sharing Strategies in Multiple Compressor Refrigeration SystDocument9 pagesLoad Sharing Strategies in Multiple Compressor Refrigeration SystamrNo ratings yet
- Load Sharing Optimization of Parallel CompressorsDocument6 pagesLoad Sharing Optimization of Parallel CompressorsamrNo ratings yet
- Gas TurbineDocument2 pagesGas TurbineamrNo ratings yet
- Gas TurbineDocument2 pagesGas TurbineamrNo ratings yet
- Load Sharing Optimization of Parallel CompressorsDocument6 pagesLoad Sharing Optimization of Parallel CompressorsamrNo ratings yet
- Load Sharing Strategies in Multiple Compressor Refrigeration SystDocument9 pagesLoad Sharing Strategies in Multiple Compressor Refrigeration SystamrNo ratings yet
- Load Sharing Optimization of Parallel CompressorsDocument6 pagesLoad Sharing Optimization of Parallel CompressorsamrNo ratings yet
- Load Sharing Optimization of Parallel CompressorsDocument6 pagesLoad Sharing Optimization of Parallel CompressorsamrNo ratings yet
- Load Sharing Optimization of Parallel CompressorsDocument6 pagesLoad Sharing Optimization of Parallel CompressorsamrNo ratings yet
- Corexc 7 TCDocument8 pagesCorexc 7 TCamrNo ratings yet
- Load Sharing Optimization of Parallel CompressorsDocument6 pagesLoad Sharing Optimization of Parallel CompressorsamrNo ratings yet
- Operating SequenceDocument11 pagesOperating Sequencerakeshm31392% (13)
- Control Relays M3FFR 1 ADocument1 pageControl Relays M3FFR 1 AamrNo ratings yet
- Load Sharing Strategies in Multiple Compressor Refrigeration SystDocument9 pagesLoad Sharing Strategies in Multiple Compressor Refrigeration SystamrNo ratings yet
- GT TripsDocument1 pageGT TripsamrNo ratings yet
- Ga TurbineDocument1 pageGa TurbineamrNo ratings yet
- Control Relays M3FFR 1 ADocument1 pageControl Relays M3FFR 1 AamrNo ratings yet
- Gas TurbineDocument1 pageGas TurbineamrNo ratings yet
- GT TripsDocument1 pageGT TripsamrNo ratings yet
- Final Presentation FireDocument26 pagesFinal Presentation FireABULAG JERICO DNo ratings yet
- JITPL P&id For Hfo System (Rv. 01)Document5 pagesJITPL P&id For Hfo System (Rv. 01)Amit BiswasNo ratings yet
- Turbodriven BFP, FD Fan Hot Alignment 97-98Document6 pagesTurbodriven BFP, FD Fan Hot Alignment 97-98Charu ChhabraNo ratings yet
- Liste Des Panneaux PV en Date Du 18.04.2023Document12 pagesListe Des Panneaux PV en Date Du 18.04.2023Walid AmriNo ratings yet
- Questionnaire On Boilers and Heaters With KeyDocument3 pagesQuestionnaire On Boilers and Heaters With Keyngochung99n2No ratings yet
- A Presentation OF Vocational Training On Combined Cycle Power PlantDocument20 pagesA Presentation OF Vocational Training On Combined Cycle Power PlantramezhosnyNo ratings yet
- NDPADocument8 pagesNDPAJulio CastilloNo ratings yet
- AssessmentDocument31 pagesAssessmentAgustinus WaluyoNo ratings yet
- 660MW Emergency Operating ProcedureDocument117 pages660MW Emergency Operating ProceduregARRYNo ratings yet
- G-8028-D02-002 (SHT.02 of 02)Document1 pageG-8028-D02-002 (SHT.02 of 02)Mohamed RafikNo ratings yet
- Curva de Rendimiento Blower Lobular 5LDocument1 pageCurva de Rendimiento Blower Lobular 5LEmilio Altamirano CortezNo ratings yet
- Amity Design LTD - 01.11.2020Document15 pagesAmity Design LTD - 01.11.2020NOMANNo ratings yet
- 4255-Solar Operated ORCDocument5 pages4255-Solar Operated ORCARRI1No ratings yet
- Ae2413y Fz1aDocument2 pagesAe2413y Fz1aMageon7No ratings yet
- Brushless AlternatorDocument1 pageBrushless Alternatorniraj kumarNo ratings yet
- DDR Export Oct 15Document777 pagesDDR Export Oct 15rajesh_talwar_3No ratings yet
- Water/oil separators overviewDocument2 pagesWater/oil separators overviewJunaid AhmedNo ratings yet
- Wartsilla 18V220SGDocument9 pagesWartsilla 18V220SGZohaib AlamNo ratings yet
- Che0405 Ped Lecture 1Document25 pagesChe0405 Ped Lecture 1miraNo ratings yet
- Combustion Equipment Engineering for Petroleum and Process IndustriesDocument37 pagesCombustion Equipment Engineering for Petroleum and Process IndustriesBassem BalghouthiNo ratings yet
- Water Hammer ReferenceDocument5 pagesWater Hammer ReferenceAmit SawantNo ratings yet
- Engineering Learning ModulesDocument158 pagesEngineering Learning Moduleskarthikraja21100% (2)
- Sunpal 48V PowerwallDocument2 pagesSunpal 48V PowerwallGeorge BillingNo ratings yet
- ARCA Info Catalogue GBDocument146 pagesARCA Info Catalogue GBcvfNo ratings yet
- GIZ BR ESOF Product 5Document235 pagesGIZ BR ESOF Product 5Cintia KagueyamaNo ratings yet
- TES Calculation 1Document19 pagesTES Calculation 1AnamolNo ratings yet
- Fundamentals of Centrifugal PumpsDocument70 pagesFundamentals of Centrifugal PumpsFrancisco GarcíaNo ratings yet
- Rac MCQ'SDocument15 pagesRac MCQ'SGanesh100% (2)
- Techno-Economic Comparative Analysis of Biomass Integrated Gasification Combined Cycles With and Without CO2 CaptureDocument12 pagesTechno-Economic Comparative Analysis of Biomass Integrated Gasification Combined Cycles With and Without CO2 CaptureMugdho HossainNo ratings yet
- P&ID Melt Clarification SystemDocument1 pageP&ID Melt Clarification SystemMegha AnandNo ratings yet