You might also like
- Lifting Lug Calcs (Frame)Document5 pagesLifting Lug Calcs (Frame)Mudasir MughalNo ratings yet
- Input Rev. NO: L + (c1 + c2) TWDocument6 pagesInput Rev. NO: L + (c1 + c2) TWMudasir MughalNo ratings yet
- LIFTING LUG DESIGN CALCULATIONDocument8 pagesLIFTING LUG DESIGN CALCULATIONEnrique BarajasNo ratings yet
- Welding Calculations For Base PlateDocument116 pagesWelding Calculations For Base PlateSyedZainAli100% (2)
- Fillet Welding CalculationDocument6 pagesFillet Welding Calculationulul khanNo ratings yet
- Weld CalcDocument29 pagesWeld CalcAbubakar Arome MuhammadNo ratings yet
- Long seam weld estimationDocument16 pagesLong seam weld estimationTiago FerreiraNo ratings yet
- Bracing Design for Asian Paints Phase III Expansion ProjectDocument2 pagesBracing Design for Asian Paints Phase III Expansion ProjectGopi GopinathanNo ratings yet
- Welding CalculatorDocument10 pagesWelding Calculatorneel0% (2)
- Weld Metal CalculationDocument20 pagesWeld Metal CalculationJegan Thiyagarajan100% (1)
- (For Base Plate - BP1) : Weld Design For Stiffeners Vertical WeldDocument10 pages(For Base Plate - BP1) : Weld Design For Stiffeners Vertical Weldasvenk309No ratings yet
- Welding CalculationsDocument14 pagesWelding Calculationsjitulpatil100% (6)
- Lifting Lug CalculationDocument2 pagesLifting Lug CalculationDaison Paul63% (8)
- Design Calculation Padeyes Skid Welding MachineDocument19 pagesDesign Calculation Padeyes Skid Welding MachineAbu Al Sayyid100% (1)
- Final Weld Strength CalnsDocument3 pagesFinal Weld Strength CalnsSajal KulshresthaNo ratings yet
- Weld Design1Document26 pagesWeld Design1Reab SimanthNo ratings yet
- Online steel calculation tool covers carbon equivalents, phase transformationsDocument1 pageOnline steel calculation tool covers carbon equivalents, phase transformationshaharameshNo ratings yet
- Weld CalculationDocument34 pagesWeld CalculationAshwani DograNo ratings yet
- Design and Verification of Lifting LugsDocument3 pagesDesign and Verification of Lifting LugsFabio Okamoto100% (1)
- Weld Consumable CalculatorDocument7 pagesWeld Consumable CalculatoretienetergolinoNo ratings yet
- Weld Metal CalculationDocument1 pageWeld Metal CalculationKiukStaksNo ratings yet
- WeldCalc20100214 1Document25 pagesWeldCalc20100214 1mg504100% (2)
- Spreader Beam: ASME BTH-1: InputsDocument17 pagesSpreader Beam: ASME BTH-1: InputsGokul AmarnathNo ratings yet
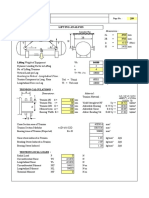
- Lifting analysis of vessel equipmentDocument1 pageLifting analysis of vessel equipmentshaishav100% (2)
- Pveng: Pressure Vessel Engineering LTDDocument5 pagesPveng: Pressure Vessel Engineering LTDBruno TrujilloNo ratings yet
- Weld CalculatorDocument6 pagesWeld Calculatorshahid khanNo ratings yet
- Lifting Lug CapacityDocument1 pageLifting Lug CapacityfutzbubbleNo ratings yet
- Design of Pad Eye Using Check PlatesDocument3 pagesDesign of Pad Eye Using Check Plateshyoung65No ratings yet
- 6 Weld Joint DesignDocument29 pages6 Weld Joint DesignDaffa Alim100% (2)
- Lifting Beam CalculationDocument2 pagesLifting Beam CalculationAvish ShahNo ratings yet
- How To Calculate Filler Metal Consumption For Welding ProjectsDocument3 pagesHow To Calculate Filler Metal Consumption For Welding ProjectsEdgar Coavas PérezNo ratings yet
- Weld Design SpreadsheetDocument4 pagesWeld Design SpreadsheetAli AkbarNo ratings yet
- Double V Weld CalculationDocument8 pagesDouble V Weld CalculationHgagselim SelimNo ratings yet
- Saddle Baseplate Joint Weld Strength CalculationDocument58 pagesSaddle Baseplate Joint Weld Strength CalculationSyedZainAliNo ratings yet
- LIFTING LUG CALCULATIONDocument2 pagesLIFTING LUG CALCULATIONhuangjlNo ratings yet
- Weld ConnectionDocument70 pagesWeld ConnectionSudhakar KrishnamurthyNo ratings yet
- Lifting Lug Design AnalysisDocument22 pagesLifting Lug Design AnalysisbakellyNo ratings yet
- OVERLAY WELD KG & RUN TIME ESTIMATIONDocument32 pagesOVERLAY WELD KG & RUN TIME ESTIMATIONDenial Basanovic100% (1)
- Lifting Lug CalculationsDocument6 pagesLifting Lug CalculationsYash RamiNo ratings yet
- HTCC Room padeye calculations sheetDocument28 pagesHTCC Room padeye calculations sheetghoshamit4100% (5)
- End Plate-Splice ConnectionDocument76 pagesEnd Plate-Splice ConnectionHemant Ramesh Narkar100% (6)
- LIFTING LUG AND LIFTING COVER DESIGN REFERENCEDocument4 pagesLIFTING LUG AND LIFTING COVER DESIGN REFERENCERohith V VNo ratings yet
- Metric Bolt Torque - Thread StrengthDocument7 pagesMetric Bolt Torque - Thread StrengthbakellyNo ratings yet
- Welding Calculations Formulas GuideDocument26 pagesWelding Calculations Formulas Guideffontana100% (1)
- Engineering Design of Lifting LugsDocument1 pageEngineering Design of Lifting LugsadammzjinNo ratings yet
- Angle Brace ConnectionDocument20 pagesAngle Brace Connectionmaheshbandham100% (1)
- Lift Lug SpreadsheetDocument2 pagesLift Lug Spreadsheetpgarrett775814233100% (1)
- Weld Calculation Equivalent To BoltsDocument3 pagesWeld Calculation Equivalent To Boltskalpanaadhi100% (2)
- Spreader Beam CalculationDocument2 pagesSpreader Beam Calculationhombre.muerto595977% (13)
- Welding 01Document307 pagesWelding 01belkadelNo ratings yet
- M 259 ContentDocument24 pagesM 259 ContentKing1971No ratings yet
- Weldment Strength Excel CalculationsDocument33 pagesWeldment Strength Excel CalculationsYl WongNo ratings yet
- Weldment Strenght CalculationDocument48 pagesWeldment Strenght CalculationHary adiNo ratings yet
- Shaft DesignDocument13 pagesShaft DesignKarthikeyan SankarrajanNo ratings yet
- f M π /4) d S D /2) t P (D/2) : Southern Region Houston, TexasDocument4 pagesf M π /4) d S D /2) t P (D/2) : Southern Region Houston, Texasmohamed amine AtiaNo ratings yet
- Design and calculate power transmission shaft sizesDocument15 pagesDesign and calculate power transmission shaft sizesFamela GadNo ratings yet
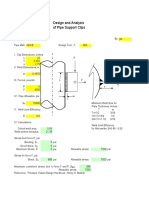
- Design and Analysis of Pipe Support ClipDocument1 pageDesign and Analysis of Pipe Support ClipLDM Man. e Mont. Ind. EIRELINo ratings yet
- Lift Calculation DemoDocument4 pagesLift Calculation Demoa_toups0% (1)
- Introduction to Strength of MaterialsDocument26 pagesIntroduction to Strength of MaterialspamelaNo ratings yet
- Stress DesignDocument11 pagesStress DesignKarthikeyan SankarrajanNo ratings yet
- Requirements For Assignment of INWATER SURVEY NotationDocument2 pagesRequirements For Assignment of INWATER SURVEY NotationRAMSINGH CHAUHANNo ratings yet
- Annex VIDocument26 pagesAnnex VIRAMSINGH CHAUHANNo ratings yet
- ImplantsDocument20 pagesImplantsRAMSINGH CHAUHANNo ratings yet
- GALVANICSDocument7 pagesGALVANICStarekeeeNo ratings yet
- Monorail - Aisc 2005 - Bs2853-Rev-11 1ton CapacityDocument74 pagesMonorail - Aisc 2005 - Bs2853-Rev-11 1ton CapacityRAMSINGH CHAUHANNo ratings yet
- Date 5Th JulyDocument8 pagesDate 5Th JulyRAMSINGH CHAUHANNo ratings yet
- Case 2 - Louvre and Flange DrillsDocument1 pageCase 2 - Louvre and Flange DrillsRAMSINGH CHAUHANNo ratings yet
- MARPOL 73/78 Annex VI Regulations for NOx, SOx and Fuel QualityDocument5 pagesMARPOL 73/78 Annex VI Regulations for NOx, SOx and Fuel QualityRAMSINGH CHAUHANNo ratings yet
- Marpol AnnexDocument11 pagesMarpol AnnexRAMSINGH CHAUHAN100% (1)
- Reference Book For Unit WeightsDocument6 pagesReference Book For Unit WeightsRaykochiNo ratings yet
- What Is Probabilistic and Deterministic Approach For Calculating Damage StabilityDocument6 pagesWhat Is Probabilistic and Deterministic Approach For Calculating Damage StabilityRAMSINGH CHAUHAN100% (1)
- Brochure Mampaey Berthing and MooringDocument28 pagesBrochure Mampaey Berthing and MooringRAMSINGH CHAUHAN100% (1)
- Anchor Chain Locker Volume Calculation FormulaDocument8 pagesAnchor Chain Locker Volume Calculation FormulaRAMSINGH CHAUHANNo ratings yet
- PlanningDocument2 pagesPlanningRAMSINGH CHAUHANNo ratings yet
- Updated quotations for wire ropes, shackles and blocksDocument6 pagesUpdated quotations for wire ropes, shackles and blocksRAMSINGH CHAUHANNo ratings yet
- Standard Hvac/Mct Duct Penetration Details: 23 March, 2017Document14 pagesStandard Hvac/Mct Duct Penetration Details: 23 March, 2017RAMSINGH CHAUHANNo ratings yet
- W B H in Inches Cable Diam.: Case 1Document4 pagesW B H in Inches Cable Diam.: Case 1RAMSINGH CHAUHANNo ratings yet
- Tool List On Jasmin and VirgoDocument4 pagesTool List On Jasmin and VirgoRAMSINGH CHAUHANNo ratings yet
- Breaking StrengthDocument1 pageBreaking StrengthRAMSINGH CHAUHANNo ratings yet
- Offshore Containers - DNV Standard 2-7!1!10071901Document60 pagesOffshore Containers - DNV Standard 2-7!1!10071901Luiz Magri100% (2)
- Reference Book For Unit WeightsDocument6 pagesReference Book For Unit WeightsRaykochiNo ratings yet
- Pontton DesignDocument1 pagePontton DesignRAMSINGH CHAUHANNo ratings yet
- 14014-R-05-Rev00 Geotechnical Report PDFDocument80 pages14014-R-05-Rev00 Geotechnical Report PDFRAMSINGH CHAUHANNo ratings yet
- Chapter Six: Dha Assessment: Healthcare Professional Licensing Guide - 2013Document11 pagesChapter Six: Dha Assessment: Healthcare Professional Licensing Guide - 2013mnshzz0% (2)
- Weight and BuoyancyDocument5 pagesWeight and BuoyancyRAMSINGH CHAUHANNo ratings yet
- GALVANICSDocument7 pagesGALVANICStarekeeeNo ratings yet
- Steel Cals SimpleDocument53 pagesSteel Cals SimpleVashish RamrechaNo ratings yet
- Si - No Items Length (MM) Breadth (MM) Depth (MM) No - of Items Weight Per Length (KG/M)Document2 pagesSi - No Items Length (MM) Breadth (MM) Depth (MM) No - of Items Weight Per Length (KG/M)RAMSINGH CHAUHANNo ratings yet
- Big Bang Sang Bleu King Gold: HUB1213 UNICO Manufacture Self-Winding MovementDocument2 pagesBig Bang Sang Bleu King Gold: HUB1213 UNICO Manufacture Self-Winding MovementRAMSINGH CHAUHANNo ratings yet
- Steel Equal Angles PropDocument6 pagesSteel Equal Angles PropRAMSINGH CHAUHANNo ratings yet
- Table of Material Properties For Structural Steel S235, S275, S355, S420Document4 pagesTable of Material Properties For Structural Steel S235, S275, S355, S420Mouhssine BrahmiaNo ratings yet
- Teodora Sarkizova: Certificate of AchievementDocument2 pagesTeodora Sarkizova: Certificate of AchievementAbd El-RahmanNo ratings yet
- Shadow The Hedgehog (Sonic Boom)Document11 pagesShadow The Hedgehog (Sonic Boom)Tamajong Tamajong PhilipNo ratings yet
- Designing of 3 Phase Induction Motor Blackbook DoneDocument30 pagesDesigning of 3 Phase Induction Motor Blackbook Donetryd0% (1)
- Ucc 900 Sor em Wpi 0001 - B01Document73 pagesUcc 900 Sor em Wpi 0001 - B01JonesNo ratings yet
- Effective-Plant-Course Brochure NovDocument8 pagesEffective-Plant-Course Brochure NovAzri HafiziNo ratings yet
- Sensor Guide: Standard Triaxial Geophones Specialty Triaxial Geophones Standard Overpressure MicrophonesDocument1 pageSensor Guide: Standard Triaxial Geophones Specialty Triaxial Geophones Standard Overpressure MicrophonesDennis Elias TaipeNo ratings yet
- Training Needs Analysis (Managing Training & Development)Document78 pagesTraining Needs Analysis (Managing Training & Development)Henrico Impola100% (1)
- Toolbox Meeting Or, TBT (Toolbox TalkDocument10 pagesToolbox Meeting Or, TBT (Toolbox TalkHarold PonceNo ratings yet
- Curriculum Vitae: Name: Mobile: EmailDocument3 pagesCurriculum Vitae: Name: Mobile: EmailRākesh RakhiNo ratings yet
- Schippers and Bendrup - Ethnomusicology Ecology and SustainabilityDocument12 pagesSchippers and Bendrup - Ethnomusicology Ecology and SustainabilityLuca GambirasioNo ratings yet
- QY25K5-I Technical Specifications (SC8DK280Q3)Document11 pagesQY25K5-I Technical Specifications (SC8DK280Q3)Everton Rai Pereira Feireira100% (1)
- Explosive Ordnance DisposalDocument13 pagesExplosive Ordnance DisposalZelwisNo ratings yet
- CM Group Marketing To Gen Z ReportDocument20 pagesCM Group Marketing To Gen Z Reportroni21No ratings yet
- Physics Semiconductor Device MCQDocument3 pagesPhysics Semiconductor Device MCQAsim Ali0% (1)
- Graffiti Model Lesson PlanDocument9 pagesGraffiti Model Lesson Planapi-286619177100% (1)
- PLTW: Digital Electronics Syllabus For Mrs. Yusufi: Unit 1: Fundamentals of Analog and DigitalDocument5 pagesPLTW: Digital Electronics Syllabus For Mrs. Yusufi: Unit 1: Fundamentals of Analog and DigitalTriston DurbinNo ratings yet
- ABS Approved Foundries May 12 2014Document64 pagesABS Approved Foundries May 12 2014Joe ClarkeNo ratings yet
- Application-Form MRP-INFORMCC 2021 VFFDocument5 pagesApplication-Form MRP-INFORMCC 2021 VFFBouramaNo ratings yet
- Green Screen Background Remover Using CV SystemDocument20 pagesGreen Screen Background Remover Using CV SystemSubhamNo ratings yet
- Mid SemDocument1 pageMid SemvidulaNo ratings yet
- TM-1870 AVEVA Everything3D - (2.1) Draw Administration (CN)Document124 pagesTM-1870 AVEVA Everything3D - (2.1) Draw Administration (CN)yuehui niuNo ratings yet
- Food Conformity BA 550-13Document9 pagesFood Conformity BA 550-13puipuiesperaNo ratings yet
- Eccsa Five Year (2014 15 - 2018 19) Strategic PlanDocument95 pagesEccsa Five Year (2014 15 - 2018 19) Strategic Planyayehyirad100% (1)
- CanReg5 InstructionsDocument150 pagesCanReg5 InstructionsdiyafersanNo ratings yet
- Ayurveda Signs of LifeDocument15 pagesAyurveda Signs of LifeSanjeethNo ratings yet
- ETEC 520 - Assignment 2 Group ProjectDocument19 pagesETEC 520 - Assignment 2 Group ProjectjennbosNo ratings yet
- DMS 48 NormesDocument11 pagesDMS 48 NormesSonia WittmannNo ratings yet
- Me8072 Renewable Sources of EnergyDocument13 pagesMe8072 Renewable Sources of EnergyNallappan Rajj ANo ratings yet
- Private Void BtnDeleteActionPerformedDocument12 pagesPrivate Void BtnDeleteActionPerformedDDDNo ratings yet