You might also like
- Lorain LRT400 Parts ManualDocument434 pagesLorain LRT400 Parts ManualFedebe100% (3)
- A750E and A750F Automatic Transmission: DescriptionDocument41 pagesA750E and A750F Automatic Transmission: DescriptionIzabela Mądzelewska100% (4)
- Major Assignment 1 On Project ManagementDocument3 pagesMajor Assignment 1 On Project ManagementASHIFA ASHRAFINo ratings yet
- Uts-Eng-pro-081 - c2 Air Diving System Lars Operational and Emergency Proc...Document21 pagesUts-Eng-pro-081 - c2 Air Diving System Lars Operational and Emergency Proc...Siva KumarNo ratings yet
- Pen PlotterDocument24 pagesPen PlotterMridul SethiNo ratings yet
- Design and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050Document8 pagesDesign and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050The ash Designe GalaryNo ratings yet
- CNC Milling MachineDocument15 pagesCNC Milling Machinenajieyuya91% (11)
- Cam Lab 1Document40 pagesCam Lab 1Madhusudhan Rao KNo ratings yet
- CNC PDFDocument99 pagesCNC PDFAdrianNo ratings yet
- CNC & Robotics Lab-VivaDocument1 pageCNC & Robotics Lab-VivaAnkit PrakashNo ratings yet
- Computer Numerical Control CNC: Ken Youssefi Mechanical Engineering DepartmentDocument43 pagesComputer Numerical Control CNC: Ken Youssefi Mechanical Engineering DepartmentSreedhar PugalendhiNo ratings yet
- ME2252 MT2 Lecture Notes PDFDocument237 pagesME2252 MT2 Lecture Notes PDFnallsrajjNo ratings yet
- Machine Tool AutomationDocument88 pagesMachine Tool Automationmaheswaran muthuNo ratings yet
- Lecture Cad CamDocument84 pagesLecture Cad Camismail_69No ratings yet
- NC Machining Technique01Document112 pagesNC Machining Technique01Dark ShadowNo ratings yet
- Fixtures For NCDocument13 pagesFixtures For NCMaha RajanNo ratings yet
- Cutter Radius CompensationDocument2 pagesCutter Radius CompensationSivateja NallamothuNo ratings yet
- Design and Optimisation of 3 Axis CNC Wood Carving Machine 2Document4 pagesDesign and Optimisation of 3 Axis CNC Wood Carving Machine 2International Journal of Innovative Science and Research Technology100% (1)
- Manufacturing Process: CNC TechnologyDocument133 pagesManufacturing Process: CNC TechnologyRullyRahardianNo ratings yet
- CNC Common Terms PDFDocument2 pagesCNC Common Terms PDFShaival JhaNo ratings yet
- NC, CNC and DNCDocument7 pagesNC, CNC and DNCaqtu12fuc67% (3)
- Constructional Details of CNC MachinesDocument10 pagesConstructional Details of CNC Machinessri787750% (2)
- Comparative Study of CNC Controllers Used in CNC Milling MachineDocument9 pagesComparative Study of CNC Controllers Used in CNC Milling MachineAJER JOURNALNo ratings yet
- Semi Automatic Lathe Machine Using ARM ProcessorDocument7 pagesSemi Automatic Lathe Machine Using ARM ProcessorIRJIENo ratings yet
- Coordinate Measuring MachineDocument15 pagesCoordinate Measuring MachineThulasi RamNo ratings yet
- CAD CAM Unit - 3 PPT-ilovepdf-compressedDocument66 pagesCAD CAM Unit - 3 PPT-ilovepdf-compressedTaha SakriwalaNo ratings yet
- 12 Different Types of CNC Machine (Complete Guide) & PDFDocument16 pages12 Different Types of CNC Machine (Complete Guide) & PDFAK KHANNo ratings yet
- Welcome: Bestek Engineering PVT LTDDocument39 pagesWelcome: Bestek Engineering PVT LTDankush kokitkarNo ratings yet
- CNC MillingDocument18 pagesCNC MillingShegs Jefferson JosephNo ratings yet
- Tools Magazines For CNC MachinesDocument4 pagesTools Magazines For CNC MachinesKarim Medhat Fahmy100% (1)
- CNC TURNING MachineDocument14 pagesCNC TURNING MachineFaiz AhmedNo ratings yet
- Designing &manufacturing of Fixture of Cage Cum Differential BrakeDocument34 pagesDesigning &manufacturing of Fixture of Cage Cum Differential BrakeKIRAN YADAVNo ratings yet
- Element of CNC MachinesDocument63 pagesElement of CNC MachinesmahavircNo ratings yet
- Unit-Iii Constructional Features of CNC MachinesDocument33 pagesUnit-Iii Constructional Features of CNC MachinesMuthuvel MNo ratings yet
- Cam Lab ManualDocument14 pagesCam Lab Manualelangandhi0% (1)
- CNC Turning CentreDocument10 pagesCNC Turning CentreArun100% (1)
- CNC Milling Machine REPORTDocument11 pagesCNC Milling Machine REPORTMazlin Azura100% (2)
- CNC AutomationDocument19 pagesCNC Automationsameersaurabh5No ratings yet
- Flexible Manufacturing Systems (FMS)Document40 pagesFlexible Manufacturing Systems (FMS)RakeshSaini100% (4)
- Computer Numerical ControlDocument28 pagesComputer Numerical ControlsaisenthNo ratings yet
- Numerical Control PDFDocument23 pagesNumerical Control PDFmishari67% (3)
- Incremental Sheet Metal Forming On CNC Milling Machine-ToolDocument4 pagesIncremental Sheet Metal Forming On CNC Milling Machine-ToolDionysius WahyoeNo ratings yet
- Introduction CNC PlasmaDocument2 pagesIntroduction CNC PlasmaHaziq PazliNo ratings yet
- Question Bank Introduction To CAM: Noble Group of Institutions, JunagadhDocument5 pagesQuestion Bank Introduction To CAM: Noble Group of Institutions, JunagadhjanakNo ratings yet
- Part Manufacturing On CNC Milling: Manufacturing Process Lab Lab Report Experiment # 04Document7 pagesPart Manufacturing On CNC Milling: Manufacturing Process Lab Lab Report Experiment # 04yushi100% (2)
- Seminar On CNC Machine: Submitted To: Submitted byDocument23 pagesSeminar On CNC Machine: Submitted To: Submitted byFaisal MaqsoodNo ratings yet
- Design and Implementation of 3 Axis Linear Interpolation Controller in Fpga For CNC Machines and RoboticsDocument11 pagesDesign and Implementation of 3 Axis Linear Interpolation Controller in Fpga For CNC Machines and RoboticsIAEME Publication100% (1)
- Experiment No: 3: AIM: To Study About Flexible Manufacturing SystemDocument17 pagesExperiment No: 3: AIM: To Study About Flexible Manufacturing SystemHarshal HodarNo ratings yet
- Flexible Manufacturing SystemDocument16 pagesFlexible Manufacturing Systemm_er100No ratings yet
- Mbeya University of Science and TechnologyDocument37 pagesMbeya University of Science and TechnologySadikiel100% (1)
- Mayank Jain: - Elex InternationalDocument26 pagesMayank Jain: - Elex InternationalMayank JainNo ratings yet
- CNC Plotter Project by SYED ASHFAQ AHMEDDocument53 pagesCNC Plotter Project by SYED ASHFAQ AHMEDSyed Ashfaq Ahmed100% (1)
- CNC Programming and MachiningDocument12 pagesCNC Programming and MachiningMayank KumarNo ratings yet
- Cnc-Machine and Its ComponentsDocument36 pagesCnc-Machine and Its ComponentsAndrejNo ratings yet
- Machine Tools Lab ManualDocument32 pagesMachine Tools Lab ManualPhani Gurijala100% (2)
- Catia v5 Machining BrochureDocument4 pagesCatia v5 Machining BrochureMiguel PittaNo ratings yet
- Chapter 7 Numerical Control and Industrial RoboticsDocument53 pagesChapter 7 Numerical Control and Industrial RoboticsYousab CreatorNo ratings yet
- Mini ProjectDocument33 pagesMini Projectmd arfathNo ratings yet
- NC, CNC & Robotics PDFDocument100 pagesNC, CNC & Robotics PDFSiddhrajsinh ZalaNo ratings yet
- Introduction of CNC Milling To First-Year Engineering Students With Interests inDocument10 pagesIntroduction of CNC Milling To First-Year Engineering Students With Interests ineliiiiiiNo ratings yet
- Die Sinking ReportDocument11 pagesDie Sinking Report15 thnNo ratings yet
- Additive Manufacturing NotesDocument17 pagesAdditive Manufacturing NotesNone nooNo ratings yet
- J940305 PDFDocument4 pagesJ940305 PDFratheeshNo ratings yet
- Transmission TowerDocument5 pagesTransmission Towerasimnaqvi2003No ratings yet
- VIPS 883 Digital Power MeterDocument2 pagesVIPS 883 Digital Power MeterDhanushka RathnasooriyaNo ratings yet
- GRI 2901 Data SheetDocument4 pagesGRI 2901 Data SheetJMAC SupplyNo ratings yet
- CM1 CP1 Dse7310 4P (Yanmar)Document8 pagesCM1 CP1 Dse7310 4P (Yanmar)Kyaw ThuyaNo ratings yet
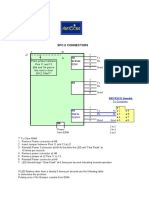
- Aristocrat-Pin Out SPC 2.0Document2 pagesAristocrat-Pin Out SPC 2.0johan cameloNo ratings yet
- Profile PDR100 Video Disk RecorderDocument84 pagesProfile PDR100 Video Disk RecorderiscrbdiNo ratings yet
- 1994 Natp-9437 1994 GM Light Duty Truck Unit Repair ManualDocument919 pages1994 Natp-9437 1994 GM Light Duty Truck Unit Repair ManualNick Hemingway100% (3)
- Smartpack2 Basic ControllerDocument16 pagesSmartpack2 Basic ControllerJason RobinsonNo ratings yet
- 3RD Q Tle10 - Ia - Eim - q3 - Mod1 - Installingwirewaysandcabletrays - v4Document47 pages3RD Q Tle10 - Ia - Eim - q3 - Mod1 - Installingwirewaysandcabletrays - v4Shaina Jean Gil NombradoNo ratings yet
- 50kVA TEODORICO N.ADARNA-Model - PDF EbuenDocument1 page50kVA TEODORICO N.ADARNA-Model - PDF EbuenElvin CagasNo ratings yet
- Excavator Instructors NotesDocument31 pagesExcavator Instructors Notescandracute33% (3)
- Cib 14434Document5 pagesCib 14434Kakooza RojaNo ratings yet
- ITELCOND Capacitors 2019Document106 pagesITELCOND Capacitors 2019Dennis SitnikovNo ratings yet
- EAA CPL 010 Aircraft TechnicalDocument211 pagesEAA CPL 010 Aircraft TechnicalFrederico Ribeiro100% (1)
- 3ME - Technical CatalogueDocument24 pages3ME - Technical CatalogueRamonNo ratings yet
- MTU Datasheet s4000px3 Constant SpeedDocument2 pagesMTU Datasheet s4000px3 Constant SpeedKrish100% (1)
- Electrical SystemDocument113 pagesElectrical SystemDomingo BravoNo ratings yet
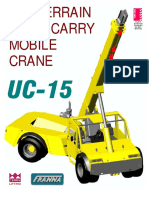
- Franna UC 15Document2 pagesFranna UC 15Osha Prima100% (1)
- Iqt1000 3000 E6 PDFDocument3 pagesIqt1000 3000 E6 PDForlandoNo ratings yet
- SC12DL MBP/HBP Compressor R404A/R507 & R407C 220-240V 50Hz: GeneralDocument2 pagesSC12DL MBP/HBP Compressor R404A/R507 & R407C 220-240V 50Hz: GeneralDanieleNo ratings yet
- Amer Alicic: ObjectiveDocument3 pagesAmer Alicic: ObjectiveKristal YearNo ratings yet
- Mercedes BENZ Working (16-08-21)Document13 pagesMercedes BENZ Working (16-08-21)sabirNo ratings yet
- 400免费咨询电话:400-188-5009 400 Free consultation Tel:400-188-5009Document16 pages400免费咨询电话:400-188-5009 400 Free consultation Tel:400-188-5009Chi Kit PhoonNo ratings yet
- LUXEN SERIES 3 158.75 120cells 325-340w MONOFACIAL ALL BLACKDocument2 pagesLUXEN SERIES 3 158.75 120cells 325-340w MONOFACIAL ALL BLACKServicios Ingeniería Test LabNo ratings yet
- A320 - 49 Apu - GFC-1Document20 pagesA320 - 49 Apu - GFC-1belinda koyaiyeNo ratings yet