You might also like
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Passivating & Pickling Stainless SteelDocument16 pagesPassivating & Pickling Stainless Steelfeki2607No ratings yet
- Easy Guide For Valve Material SelectionDocument17 pagesEasy Guide For Valve Material Selectionامجد عباس حاجم بريديNo ratings yet
- Hydrostatic Testing Procedures for FacilitiesDocument17 pagesHydrostatic Testing Procedures for Facilitiesprakash07343No ratings yet
- Equivalent ASTM MaterialDocument21 pagesEquivalent ASTM MaterialStefanus Laga SubanNo ratings yet
- Bohler Welding Thermalpower - ENGDocument24 pagesBohler Welding Thermalpower - ENGghostinshellNo ratings yet
- DSI Valves: Forged Steel Carbon, Stainless and Alloy Gate, Globe and Check ValvesDocument32 pagesDSI Valves: Forged Steel Carbon, Stainless and Alloy Gate, Globe and Check ValvesJordan Magaña MoralesNo ratings yet
- Stainless SteelDocument34 pagesStainless SteelMohammed HilalNo ratings yet
- Pig Traps Launcher 2016428 CriDocument7 pagesPig Traps Launcher 2016428 CriKrishna KusumaNo ratings yet
- Valve Material Application PDFDocument16 pagesValve Material Application PDFSudherson Jagannathan100% (1)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
- Ecoline Est 150-600Document21 pagesEcoline Est 150-600Yosses Sang NahkodaNo ratings yet
- Machining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesFrom EverandMachining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesNo ratings yet
- Steel AsiaDocument109 pagesSteel AsiaHieu Do TatNo ratings yet
- Tank Vessel HandbookDocument76 pagesTank Vessel HandbooklsgmzNo ratings yet
- Pig Calc PDFDocument286 pagesPig Calc PDFJaroslaw KoniecznyNo ratings yet
- Pig Launcher and Receiver TrapDocument1 pagePig Launcher and Receiver TrapJaroslaw KoniecznyNo ratings yet
- Isometric Symbol KeysDocument91 pagesIsometric Symbol KeysAldo88% (17)
- Isometric Symbol KeysDocument91 pagesIsometric Symbol KeysAldo88% (17)
- Pig Launcher Receiver TrapsDocument2 pagesPig Launcher Receiver TrapsJaroslaw Konieczny100% (1)
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- NDT Weld Visual Inspection ProcedureDocument4 pagesNDT Weld Visual Inspection Procedureg_sancheti100% (2)
- Steel Grades Equivalence TableDocument16 pagesSteel Grades Equivalence Tabletwintwinkai100% (3)
- Pickling and Passivation ProcedureDocument4 pagesPickling and Passivation ProcedureJaroslaw Konieczny0% (1)
- Long Retractable Sootblower: Superior Performance For A Moderate InvestmentDocument2 pagesLong Retractable Sootblower: Superior Performance For A Moderate InvestmentYanto TanujayaNo ratings yet
- DR Engp I 1.1 R.11Document1,093 pagesDR Engp I 1.1 R.11HEFTOS P-55100% (1)
- Gauge/Dip Hatches Technical SpecificationsDocument2 pagesGauge/Dip Hatches Technical SpecificationsUma SumanthNo ratings yet
- Cast Steel Swing Check Valves-Bs 1868, Api-6D, Asme B16.34: M.M.K. Engineering Co. Pvt. LTDDocument3 pagesCast Steel Swing Check Valves-Bs 1868, Api-6D, Asme B16.34: M.M.K. Engineering Co. Pvt. LTDAnonymous 6ZWS6IG2J9No ratings yet
- VB516SP2CDocument2 pagesVB516SP2CadelNo ratings yet
- Nav 15 5d408bca6b4c6 PDFDocument2 pagesNav 15 5d408bca6b4c6 PDFEuclidesNo ratings yet
- Carbon Steel Pipes: Application Pipe SpecificationsDocument5 pagesCarbon Steel Pipes: Application Pipe SpecificationsFreddy Roa100% (1)
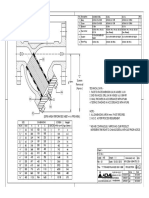
- Y STRAINER FLANGED END 150 Model PDFDocument1 pageY STRAINER FLANGED END 150 Model PDFsajanchaudhariNo ratings yet
- FlowBiz Forged Steel Globe ValveDocument14 pagesFlowBiz Forged Steel Globe ValveFlowBiz Exports Pvt. Ltd.No ratings yet
- Comparison-Of-steel-grades ASTM UNS DIN enDocument17 pagesComparison-Of-steel-grades ASTM UNS DIN ennebojsa70No ratings yet
- A. BALL - FloatingDocument3 pagesA. BALL - FloatingSaputraNo ratings yet
- Tube Fittings CatalogueDocument69 pagesTube Fittings Cataloguerejoy HealyNo ratings yet
- API 6A Slab Gate Valve Specs and FeaturesDocument6 pagesAPI 6A Slab Gate Valve Specs and FeaturesRoxxana Roxxana1990No ratings yet
- S23-Ss-Ygg-L-015 Flo TiteDocument2 pagesS23-Ss-Ygg-L-015 Flo TiteMichNo ratings yet
- Filtro Tipo yDocument5 pagesFiltro Tipo yKaren BasoaltoNo ratings yet
- Astm International Bsi - British Standards Institute: 1387 (Bs en 10255:2004)Document13 pagesAstm International Bsi - British Standards Institute: 1387 (Bs en 10255:2004)Vishal MistryNo ratings yet
- Technical Data Sheet: Forged Steel Gate, Globe, and Check ValvesDocument24 pagesTechnical Data Sheet: Forged Steel Gate, Globe, and Check ValvesCherbee FerrerNo ratings yet
- FlowBiz Forged Steel Globe Valve Full BoreDocument2 pagesFlowBiz Forged Steel Globe Valve Full BoreFlowBiz Exports Pvt. Ltd.No ratings yet
- Ghibson ButterflyHotAirSmoke BrochureDocument5 pagesGhibson ButterflyHotAirSmoke Brochurejhon jairo arangoNo ratings yet
- F0111 300 Data SheetDocument1 pageF0111 300 Data SheetSehoon OhNo ratings yet
- RefBook Cashco ControlValvesDocument24 pagesRefBook Cashco ControlValvesAksheyNo ratings yet
- CS Ball Valve TM-590Document1 pageCS Ball Valve TM-590Hector Dario Tobon BenjumeaNo ratings yet
- T301WFPDocument1 pageT301WFPcristian villegasNo ratings yet
- NASA Process Specification For Nickel PlatingDocument10 pagesNASA Process Specification For Nickel PlatingRam ViswanathanNo ratings yet
- Check Ranurado RH84X MechDocument1 pageCheck Ranurado RH84X MechFLOW INDUSTRIAL SACNo ratings yet
- Chemical Pump Data EbaraDocument8 pagesChemical Pump Data EbaraGea Mandiri ciptaNo ratings yet
- FlowBiz Forged Steel Globe Valve Reduced BoreDocument2 pagesFlowBiz Forged Steel Globe Valve Reduced BoreFlowBiz Exports Pvt. Ltd.No ratings yet
- 33 52 43 13 PipingDocument38 pages33 52 43 13 PipingTony.AliNo ratings yet
- NRS Flanged Ends 3288 300 FLFDocument1 pageNRS Flanged Ends 3288 300 FLFgoviaNo ratings yet
- Process Specification For Ion Nitriding: Engineering DirectorateDocument7 pagesProcess Specification For Ion Nitriding: Engineering DirectorateKevin ThomasNo ratings yet
- Arc Welding Requirments: General: 1.1 PurposeDocument47 pagesArc Welding Requirments: General: 1.1 PurposeAriel FerrerNo ratings yet
- Fox ™ Triple Effect Air Vent + Anti Water Hammer: FeaturesDocument5 pagesFox ™ Triple Effect Air Vent + Anti Water Hammer: FeaturesNicolás Polito MuñozNo ratings yet
- JC-TDS-515 - 530 Rev.0 - Baj1Document4 pagesJC-TDS-515 - 530 Rev.0 - Baj1Nourdine EL-HASANYNo ratings yet
- Sunny Steel Enterprise LTD.: Collect Steel Pipe and Fitting ResourcesDocument6 pagesSunny Steel Enterprise LTD.: Collect Steel Pipe and Fitting ResourcesPrad1979No ratings yet
- ASTM F593 Fasteners: Stainless Steel Bolts, Nuts, Washers & MoreDocument7 pagesASTM F593 Fasteners: Stainless Steel Bolts, Nuts, Washers & MoreProcurement MCCLNo ratings yet
- N O Part Name Carbon Steel 1 / Chrome 2 / Chrome 9Cr-1Mo-V 316 StainlessDocument3 pagesN O Part Name Carbon Steel 1 / Chrome 2 / Chrome 9Cr-1Mo-V 316 StainlesskvijaymurNo ratings yet
- Keystone K-Lok 360-370 Data SheetDocument12 pagesKeystone K-Lok 360-370 Data SheetMnttoMecNo ratings yet
- Ficha Tecnica Filtro Y SS316LDocument5 pagesFicha Tecnica Filtro Y SS316Lccastillo.vaporaustralNo ratings yet
- f0211 300 NP FLG X FLG Data SheetDocument1 pagef0211 300 NP FLG X FLG Data SheetRay LujanNo ratings yet
- Bellow Seal Valves: AN ISO 9001:2000 COMPANYDocument20 pagesBellow Seal Valves: AN ISO 9001:2000 COMPANYDeepak HishikarNo ratings yet
- FlowBiz-FORGED-STEEL-CHECK-VALVE 800 ClassDocument2 pagesFlowBiz-FORGED-STEEL-CHECK-VALVE 800 ClassShakir AnsariNo ratings yet
- DPCVDocument4 pagesDPCVjamil voraNo ratings yet
- Standards MaterialDocument1 pageStandards MaterialFarzad MirzavandNo ratings yet
- Division 5 5000Document10 pagesDivision 5 5000Luis Gabriel BautistaNo ratings yet
- Api Agenda Item 650-621 Add ASTM A240, Type 201 Materials To Appendix SDocument12 pagesApi Agenda Item 650-621 Add ASTM A240, Type 201 Materials To Appendix SMalasari NasutionNo ratings yet
- Is For Swing Check Type RefluxDocument8 pagesIs For Swing Check Type RefluxRahul GandhiNo ratings yet
- Hansun Tube Fitting - (S-LOK TYPE)Document60 pagesHansun Tube Fitting - (S-LOK TYPE)qasim_maqboolNo ratings yet
- Hydrotest ProcedureDocument4 pagesHydrotest ProcedureJaroslaw KoniecznyNo ratings yet
- Pickling Procedures: - Acid Treatments - Sand ControlDocument25 pagesPickling Procedures: - Acid Treatments - Sand ControlhjshjhsjhjhjhjNo ratings yet
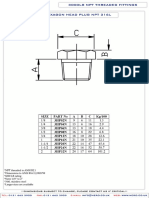
- Hexagon Plug NPT 3000LB DimensionsDocument1 pageHexagon Plug NPT 3000LB DimensionsJaroslaw KoniecznyNo ratings yet
- Sweco CatDocument21 pagesSweco CatArmandoZacariasAcostaNo ratings yet
- Asme A13 - 1Document13 pagesAsme A13 - 1Jaroslaw KoniecznyNo ratings yet
- D-AHU Hygienic CatalogueDocument28 pagesD-AHU Hygienic CatalogueMotaz H OthmanNo ratings yet
- WS2032D3Document4 pagesWS2032D3Luis David Méndez MirandaNo ratings yet
- 1 s2.0 S2238785421008851 MainDocument9 pages1 s2.0 S2238785421008851 Mainlethao2011No ratings yet
- HI-STORM UMAX Scratch Presentation 04102019 (Final)Document20 pagesHI-STORM UMAX Scratch Presentation 04102019 (Final)Rob NikolewskiNo ratings yet
- Gala Valve Fire Fighting Catalogue 2018 V#5 - A4 - BDocument7 pagesGala Valve Fire Fighting Catalogue 2018 V#5 - A4 - BChhomNo ratings yet
- ASSDA Technical FAQ 7 - Guidelines For Use of Stainless Steel UndergroundDocument3 pagesASSDA Technical FAQ 7 - Guidelines For Use of Stainless Steel UndergroundPablo PerdomoNo ratings yet
- Micro 100 CatalogDocument186 pagesMicro 100 CatalogHerb EndricottNo ratings yet
- Base Metals and Base-Metal Family Groups: Metallurgical ReactionsDocument114 pagesBase Metals and Base-Metal Family Groups: Metallurgical ReactionsYasa CossioNo ratings yet
- Ss 304 Microstructure ExplainedDocument5 pagesSs 304 Microstructure ExplainedNafillah AbdurrahmanNo ratings yet
- Steel and timber construction self-tapping fastenersDocument9 pagesSteel and timber construction self-tapping fastenersshare4learnNo ratings yet
- Walling Solutions: Design and Installation GuideDocument20 pagesWalling Solutions: Design and Installation GuideAndyNo ratings yet
- Ligas de Duplex DINDocument4 pagesLigas de Duplex DINMarlon BombiNo ratings yet
- Alloy 625 Spec SheetDocument3 pagesAlloy 625 Spec SheetJSH100No ratings yet
- 304 For Cryogenic Taks PDFDocument6 pages304 For Cryogenic Taks PDFEmmanuel PonceNo ratings yet
- Metric Steel Material Stoke SizesDocument72 pagesMetric Steel Material Stoke Sizesmtdesta100% (1)
- Astm A0194 A0194mDocument12 pagesAstm A0194 A0194mndt_inspectorNo ratings yet
- Bio MetalsDocument23 pagesBio Metalsmin_yu_6No ratings yet
- Nas 1329Document4 pagesNas 1329randoll jamesNo ratings yet
- Traulsen RHF - AHF Hot Food Holding CabinetDocument2 pagesTraulsen RHF - AHF Hot Food Holding Cabinetwsfc-ebayNo ratings yet
- Lehigh SteelDocument12 pagesLehigh SteelAto SumartoNo ratings yet
- Article - Selection of Stainless Steels For Handling Sulphuric Acid (H2SO4)Document4 pagesArticle - Selection of Stainless Steels For Handling Sulphuric Acid (H2SO4)gbuckley9630No ratings yet
- Ferrous Alloys: Revised1 September Author RDocument6 pagesFerrous Alloys: Revised1 September Author RsunsirNo ratings yet
- Corrosion Resistance Mounted Ball Bearing UnitsDocument39 pagesCorrosion Resistance Mounted Ball Bearing UnitsJason ZhouNo ratings yet
- How02 - Z11 - Mec503 - C01 - Oss Piping Matr Class SpecDocument31 pagesHow02 - Z11 - Mec503 - C01 - Oss Piping Matr Class Speckristian100% (1)
- Model: P252 Series: Euro Gauge Industrial Service Pressure GaugeDocument6 pagesModel: P252 Series: Euro Gauge Industrial Service Pressure GaugeJustice KNo ratings yet
- Imp Die ArticlesDocument64 pagesImp Die ArticlesprabhuNo ratings yet