You might also like
- Decal and label parts list for jaw crusherDocument1 pageDecal and label parts list for jaw crusherJavier Pineda GalvisNo ratings yet
- PF1214 Impact CrusherDocument1 pagePF1214 Impact Crushermartinez gerardoNo ratings yet
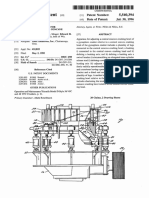
- Us 5540394Document10 pagesUs 5540394estramilsolutionNo ratings yet
- Soldadura de Seat LinerDocument3 pagesSoldadura de Seat LinerWilson Muñoz Araya100% (1)
- DATA SHEET MP1000 CrusherDocument6 pagesDATA SHEET MP1000 CrusherRichard Vica CalvoNo ratings yet
- Peru Peru: Value For Customs Purposes OnlyDocument1 pagePeru Peru: Value For Customs Purposes Onlyharrisonaqp0% (1)
- Jaw Crusher Broch 2Document12 pagesJaw Crusher Broch 2Nanjappa K NuchumaniandaNo ratings yet
- Bulletin 1047Document2 pagesBulletin 1047Cesar Casachagua DavilaNo ratings yet
- HEPICS Whitepaper Improved MP1000 Liner PerformanceDocument3 pagesHEPICS Whitepaper Improved MP1000 Liner PerformanceYousef AlipourNo ratings yet
- Current Revision Approved: Base Unit, 68H/SbsDocument1 pageCurrent Revision Approved: Base Unit, 68H/Sbscapslive_001100% (1)
- Manual PartsDocument125 pagesManual PartsAlejandro AguirreNo ratings yet
- Current Revision Approved: Upper Frame Hydraulics, 68SbsDocument1 pageCurrent Revision Approved: Upper Frame Hydraulics, 68Sbscapslive_001No ratings yet
- TV Series Vertical Impact Crushers: Highly Efficient Crushing SolutionsDocument8 pagesTV Series Vertical Impact Crushers: Highly Efficient Crushing SolutionsShawn ChenNo ratings yet
- VibratingEquipmentBrochure PDFDocument10 pagesVibratingEquipmentBrochure PDFมนต์ชัย บุญธนลาภNo ratings yet
- The MP2500: The Largest Cone Crusher Ever Built: Materials Handling and LogisticsDocument1 pageThe MP2500: The Largest Cone Crusher Ever Built: Materials Handling and LogisticsDiegoAlvarezHuguezNo ratings yet
- MANUAL DE CONO SYMONS DESDE EMCC - Archivo PDFDocument27 pagesMANUAL DE CONO SYMONS DESDE EMCC - Archivo PDFGuillermo BalarinniNo ratings yet
- Introducing The: Specification Xr400/206Document14 pagesIntroducing The: Specification Xr400/206Sergio RazoNo ratings yet
- Catalogo Giratorio MetsoDocument5 pagesCatalogo Giratorio MetsoPaulaNo ratings yet
- TSV Series Specification SheetDocument12 pagesTSV Series Specification SheetOmar German100% (1)
- CHANCADORESDocument25 pagesCHANCADORESYovany Hormazabal100% (1)
- Jaw CrusherDocument4 pagesJaw CrusherRebekah HaleNo ratings yet
- HP300 GA and Dimensional Drawings MM1472950 - 0Document10 pagesHP300 GA and Dimensional Drawings MM1472950 - 0Thiago PaivaNo ratings yet
- MCC Manual Primary SectionsDocument64 pagesMCC Manual Primary SectionsSushital MajiNo ratings yet
- CJ613-01 IM S222.142.en-02Document92 pagesCJ613-01 IM S222.142.en-02Lucky OkoteNo ratings yet
- XL1100 Brochure PDFDocument8 pagesXL1100 Brochure PDFDanny Joel Espinoza CastañedaNo ratings yet
- 694+ Illustrated Parts Catalog Revision 3.1 FROM SERIAL TRX01694CDGL11965Document549 pages694+ Illustrated Parts Catalog Revision 3.1 FROM SERIAL TRX01694CDGL11965Martín Lescano ParedesNo ratings yet
- 2 - TK - Instruction ManualDocument25 pages2 - TK - Instruction ManualAkhilesh SharmaNo ratings yet
- Catalogo Cone CrushersDocument16 pagesCatalogo Cone Crushersvictor fredyNo ratings yet
- cths660 01spcr2231349 01Document36 pagescths660 01spcr2231349 01Elvis100% (1)
- Secondary Impact CrushersDocument8 pagesSecondary Impact CrushersKevin David Guao BolanoNo ratings yet
- JianYe Machinery ManfacturingDocument10 pagesJianYe Machinery ManfacturingKHALIDNo ratings yet
- Paginas TELsmithHP3Document5 pagesPaginas TELsmithHP3Dennis AlexanderNo ratings yet
- JW Series Jaw Crushers: Terex Minerals Processing SystemsDocument16 pagesJW Series Jaw Crushers: Terex Minerals Processing SystemsKarin Anderson100% (1)
- PDF Conciliacion Materiales DLDocument96 pagesPDF Conciliacion Materiales DLCarlos Augusto100% (1)
- Screen in the middle position dimensional drawingDocument2 pagesScreen in the middle position dimensional drawingDorin IlasNo ratings yet
- Current Revision Approved: Power Rotate System, 68SbsDocument2 pagesCurrent Revision Approved: Power Rotate System, 68Sbscapslive_001No ratings yet
- NP15MAC0043 - RU - SN c СМ артикуламиDocument119 pagesNP15MAC0043 - RU - SN c СМ артикуламиLevrdna100% (1)
- Nordberg SUPERIOR® Gyratory CrushersDocument12 pagesNordberg SUPERIOR® Gyratory Crushersyauri30No ratings yet
- J11 Operator ManualDocument74 pagesJ11 Operator ManualKasix Dunda MalembekaNo ratings yet
- PDQ Replacement Parts GuideDocument116 pagesPDQ Replacement Parts GuideServicios WebNo ratings yet
- Technical Specifications: Original InstructionsDocument34 pagesTechnical Specifications: Original InstructionsEduardoNo ratings yet
- Close Side Setting Sensor SB-96BDocument4 pagesClose Side Setting Sensor SB-96Bjuanandres_martinezNo ratings yet
- Bearings For Cone Crushers: Serving Industries WorldwideDocument4 pagesBearings For Cone Crushers: Serving Industries WorldwideJgonzalez GonzalezNo ratings yet
- Raptor XL900 Cone CrushersDocument8 pagesRaptor XL900 Cone CrushersLmf DanielNo ratings yet
- Recommended Wear and Spare PartsDocument5 pagesRecommended Wear and Spare PartsAndrey StrukovNo ratings yet
- CH660-04 SPC R223.1444-04Document158 pagesCH660-04 SPC R223.1444-04ROJAS FLORES OSCAR EDUARDONo ratings yet
- SANDVIK CJ408:01: Wear Parts CatalogDocument12 pagesSANDVIK CJ408:01: Wear Parts Catalogferneyarrieta38No ratings yet
- MV90-ROR Vertical Impact Crusher Spare Parts ManualDocument10 pagesMV90-ROR Vertical Impact Crusher Spare Parts ManualMartín Lescano ParedesNo ratings yet
- Sandvik JM907 Crusher Parts ManualDocument1 pageSandvik JM907 Crusher Parts ManualTomas Chien100% (1)
- Cedarapids Overview BrochureDocument28 pagesCedarapids Overview BrochureJuan Marcos RodriguezNo ratings yet
- 2007 Green Pages Catalogo de RepuestosDocument50 pages2007 Green Pages Catalogo de RepuestosEdgar VillalvaNo ratings yet
- Standard Spare Parts List - UJ310Document56 pagesStandard Spare Parts List - UJ310Mf LuiNo ratings yet
- Improper Crusher Feeding: Jaw CrushersDocument1 pageImproper Crusher Feeding: Jaw CrushersbfygNo ratings yet
- 800i Connected Cone Crusher Brochure EnglishDocument5 pages800i Connected Cone Crusher Brochure EnglishLmf DanielNo ratings yet
- Barmac Sales Manual April2011Document66 pagesBarmac Sales Manual April2011NelsonNo ratings yet
- Hydraulic assembly bill of materialsDocument2 pagesHydraulic assembly bill of materialscapslive_001No ratings yet
- 855 Stonchem Product DataDocument3 pages855 Stonchem Product DataSky MoonNo ratings yet
- 860 Moldable Polymer GasketingDocument2 pages860 Moldable Polymer GasketingprajanegaraNo ratings yet
- Bronze Putty: Technical Data SheetDocument2 pagesBronze Putty: Technical Data SheetSharad ShahNo ratings yet
- Titanium Putty HPDocument2 pagesTitanium Putty HPDivyanshu GuptaNo ratings yet
- Use and Maintenance Manual for Voltage RegulatorsDocument28 pagesUse and Maintenance Manual for Voltage RegulatorsVladimir Illich Pinzon BallenNo ratings yet
- Martin Viper PrecleanerDocument4 pagesMartin Viper PrecleanerVladimir Illich Pinzon BallenNo ratings yet
- Tecnicas para Cartas de Amor U OdioDocument4 pagesTecnicas para Cartas de Amor U OdioChristian Gabriel Stampacchio100% (16)
- Owners ManualDocument153 pagesOwners ManualVladimir Illich Pinzon BallenNo ratings yet
- Model GT200 Track-Mounted Crushing Plant Spec Sheet: 1200Ls Crusher Hydraulic SystemDocument2 pagesModel GT200 Track-Mounted Crushing Plant Spec Sheet: 1200Ls Crusher Hydraulic SystemVladimir Illich Pinzon BallenNo ratings yet
- Model GT205S Mobile Screening Plant Model 205S Spec Sheet: Operational ModeDocument2 pagesModel GT205S Mobile Screening Plant Model 205S Spec Sheet: Operational ModeVladimir Illich Pinzon BallenNo ratings yet
- Revive RA: Technical Data SheetDocument2 pagesRevive RA: Technical Data SheetVladimir Illich Pinzon BallenNo ratings yet
- Ag Brouchure 20 Pager WebDocument18 pagesAg Brouchure 20 Pager WebVladimir Illich Pinzon BallenNo ratings yet
- Wirtgen Catalogue Picks GBDocument62 pagesWirtgen Catalogue Picks GBVladimir Illich Pinzon Ballen100% (1)
- Estimated B50 Life Expectations for Diesel EnginesDocument1 pageEstimated B50 Life Expectations for Diesel EnginesVladimir Illich Pinzon BallenNo ratings yet
- 5768 - Timken® Fafnir® Farm Line InterchangeDocument58 pages5768 - Timken® Fafnir® Farm Line InterchangeMaxi452No ratings yet
- Enclosed Conductor System KBHDocument36 pagesEnclosed Conductor System KBHVladimir Illich Pinzon BallenNo ratings yet
- 1104 D 1106 D TroubleshootingDocument228 pages1104 D 1106 D Troubleshootingthang100% (5)
- Precision Products and Solutions: Smoother. Faster. LongerDocument60 pagesPrecision Products and Solutions: Smoother. Faster. LongerVladimir Illich Pinzon BallenNo ratings yet
- Estimated B50 Life Expectations for Diesel EnginesDocument1 pageEstimated B50 Life Expectations for Diesel EnginesVladimir Illich Pinzon BallenNo ratings yet
- This Guide Highlights The Main Components That Wear and Fail in The Final Drive SystemsDocument12 pagesThis Guide Highlights The Main Components That Wear and Fail in The Final Drive SystemsBrayan MejiaNo ratings yet
- High Pressure Gear Motor Wm900Document16 pagesHigh Pressure Gear Motor Wm900Vladimir Illich Pinzon BallenNo ratings yet
- Personal Property Manual 2011-2012: Nevada Department of TaxationDocument85 pagesPersonal Property Manual 2011-2012: Nevada Department of Taxation23985811No ratings yet
- Pegj0039 00Document12 pagesPegj0039 00Okto SuyonoNo ratings yet
- Differential Maintenance: Management GuideDocument12 pagesDifferential Maintenance: Management GuideVladimir Illich Pinzon BallenNo ratings yet
- 0901d196807e2b67-PEER Agricultural Bearings Catalog 2018Document27 pages0901d196807e2b67-PEER Agricultural Bearings Catalog 2018Vladimir Illich Pinzon BallenNo ratings yet
- Diagrama Electrico EMCP 4.1 - 4.2Document2 pagesDiagrama Electrico EMCP 4.1 - 4.2Franco Soto88% (8)
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Document26 pagesInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768wilmer gallegoNo ratings yet
- Distributor Manual MAX3B PDFDocument364 pagesDistributor Manual MAX3B PDFVladimir Illich Pinzon BallenNo ratings yet
- 4000 Omega-Elastomeric-Couplings Catalog PDFDocument20 pages4000 Omega-Elastomeric-Couplings Catalog PDFALDOUSNo ratings yet
- Revision Harness y ConectoresDocument9 pagesRevision Harness y ConectoresVladimir Illich Pinzon BallenNo ratings yet
- Pegj0042 PDFDocument8 pagesPegj0042 PDFAnonymous KMdMCsEkNo ratings yet
- RowDocument1 pageRowariwibowoNo ratings yet
- Acople Rex OmegaDocument3 pagesAcople Rex OmegaVladimir Illich Pinzon BallenNo ratings yet
- Backer Marathon Stock BookletDocument130 pagesBacker Marathon Stock BookletVladimir Illich Pinzon BallenNo ratings yet
- Rao CBM 96 (2015) 508-517Document11 pagesRao CBM 96 (2015) 508-517Ali AliievNo ratings yet
- Sample Questions - Chapter 13Document4 pagesSample Questions - Chapter 13Uday Prakash SahuNo ratings yet
- Welding Procedure Specification (WPS) : JointsDocument2 pagesWelding Procedure Specification (WPS) : JointsNavanitheeshwaran SivasubramaniyamNo ratings yet
- L.3.2 Fate and BehaviorDocument29 pagesL.3.2 Fate and BehaviorGerald Luy CorderoNo ratings yet
- SDS R1234zeDocument15 pagesSDS R1234zeRafaelDutraNo ratings yet
- 04 Model-Model Sumber (Source Models) PDFDocument98 pages04 Model-Model Sumber (Source Models) PDFDio Nur RachmanNo ratings yet
- Oswaal CBSE 12th Chemistry Art IntegrationDocument9 pagesOswaal CBSE 12th Chemistry Art Integrationhps3076No ratings yet
- List of Tiw Collectors (Updated 9 Apr 2016 by NEA)Document25 pagesList of Tiw Collectors (Updated 9 Apr 2016 by NEA)nooktabletNo ratings yet
- Covid 19 Uv C Devices and Methods For Surface Disinfection FinalDocument40 pagesCovid 19 Uv C Devices and Methods For Surface Disinfection Finalbelqis ratuNo ratings yet
- Lecture 2 - OILS FATS AND WAXES (Reviewer)Document9 pagesLecture 2 - OILS FATS AND WAXES (Reviewer)Kaye SuingNo ratings yet
- Cathodic Protection PERPRODocument34 pagesCathodic Protection PERPROEkoAndriAntoNo ratings yet
- Operating Instructions GMS800Document54 pagesOperating Instructions GMS800C Hua NguNo ratings yet
- Experiment Related To SaponificationDocument8 pagesExperiment Related To SaponificationHawstuff De HareishnathNo ratings yet
- Name Reactions - Chemistrypage PDFDocument12 pagesName Reactions - Chemistrypage PDFPuneet DeshwaniNo ratings yet
- Lab Manual Essential Oils WebDocument10 pagesLab Manual Essential Oils WebSaranga BuwanekaNo ratings yet
- ESDEP Lecture 10 on Composite ConstructionDocument46 pagesESDEP Lecture 10 on Composite ConstructioniSoK11No ratings yet
- Author Team: Maurice Digiuseppe, PH.DDocument7 pagesAuthor Team: Maurice Digiuseppe, PH.DRadha RamineniNo ratings yet
- KS3 Magnetism Worksheet: 1) A) Draw The Shape and Direction of The Magnetic Field Around The Barmagnet BelowDocument4 pagesKS3 Magnetism Worksheet: 1) A) Draw The Shape and Direction of The Magnetic Field Around The Barmagnet BelowAmal GeorgeNo ratings yet
- Fabrication of A Piezoresistive Pressure SensorDocument4 pagesFabrication of A Piezoresistive Pressure Sensorsamo25No ratings yet
- Mollier Hs Diagram PDFDocument1 pageMollier Hs Diagram PDFArluky Novandy0% (1)
- DP1 SL HL Physics Papers 1 2 End of 1st Term Exam Dec 2021 ADocument10 pagesDP1 SL HL Physics Papers 1 2 End of 1st Term Exam Dec 2021 AEnock KamugishaNo ratings yet
- IR Absorption Table PDFDocument3 pagesIR Absorption Table PDFDavid QuinteroNo ratings yet
- DC SIM+User+GuideDocument115 pagesDC SIM+User+GuideSegundopqNo ratings yet
- Nptel - Lec32,33Document26 pagesNptel - Lec32,33Stupid FellowNo ratings yet
- Experiment No: 01 Name of The Experiment: Preparation of LipstickDocument3 pagesExperiment No: 01 Name of The Experiment: Preparation of LipstickMarcelo Partes de OliveiraNo ratings yet
- TDS Byk-4510 UsDocument2 pagesTDS Byk-4510 UsHiroshi PhanNo ratings yet
- Rizal Tech SMAW Module 2 Welding ResponsibilitiesDocument10 pagesRizal Tech SMAW Module 2 Welding ResponsibilitiesMclawrence SaquingNo ratings yet
- MSDS White GreaseDocument10 pagesMSDS White GreaseAndini Nur Paujiah100% (1)
- Reaksi Kimia (Jurnal)Document11 pagesReaksi Kimia (Jurnal)Nur Rahayu Setiawati82% (51)