You might also like
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- Low Cost Wastewater Bioremediation Technology: Innovative Treatment of Sulfate and Metal-Rich WastewaterFrom EverandLow Cost Wastewater Bioremediation Technology: Innovative Treatment of Sulfate and Metal-Rich WastewaterNo ratings yet
- Prevent Steam Turbine Scaling with Proper Water TreatmentDocument10 pagesPrevent Steam Turbine Scaling with Proper Water Treatmentrajinder kumarNo ratings yet
- Cause and Prevention For Steam Turbine Blade Scaling & FoulingDocument10 pagesCause and Prevention For Steam Turbine Blade Scaling & Foulingsusmita.sivasankaranNo ratings yet
- Cause and Prevention For Steam Turbine Blade Scaling FoulingDocument10 pagesCause and Prevention For Steam Turbine Blade Scaling FoulingSiva KulanjiNo ratings yet
- Cause and Prevention For Steam Turbine Blade Scaling FoulingDocument10 pagesCause and Prevention For Steam Turbine Blade Scaling Foulingrajgadge777829No ratings yet
- Prevent steam turbine scaling and fouling with water treatmentDocument10 pagesPrevent steam turbine scaling and fouling with water treatmentCarlos CarpioNo ratings yet
- Cause and Prevention For Steam Turbine BDocument10 pagesCause and Prevention For Steam Turbine Brudi setiawanNo ratings yet
- 3.6 Van BeugenDocument6 pages3.6 Van Beugenjhon smithNo ratings yet
- Pyrophoric Iron FiresDocument7 pagesPyrophoric Iron Firesilyesin100% (1)
- History of Feedwater TreatmentDocument8 pagesHistory of Feedwater TreatmentJohnnyNo ratings yet
- Preventing Copper Deposition in Steam Turbines: Hit A Moving TargetDocument7 pagesPreventing Copper Deposition in Steam Turbines: Hit A Moving TargetRam JosyulaNo ratings yet
- Crying Up and Down A SmileDocument8 pagesCrying Up and Down A SmileMr SinghNo ratings yet
- FGD Scrubber An RevADocument2 pagesFGD Scrubber An RevAgaol_bird009No ratings yet
- Water Treatment White PaperDocument20 pagesWater Treatment White PaperAlejandro Medina GómezNo ratings yet
- Engineering Encyclopedia: Saudi Aramco Corrosion Basics - A RefresherDocument18 pagesEngineering Encyclopedia: Saudi Aramco Corrosion Basics - A Refreshersibi_s_rajNo ratings yet
- What Is Boiler Corrosion?Document4 pagesWhat Is Boiler Corrosion?Viola ZakariaNo ratings yet
- Leader in Water Purification Systems RougingDocument16 pagesLeader in Water Purification Systems RougingtomcanNo ratings yet
- Chapter 19 PYROPHORIC IRON FIREDocument9 pagesChapter 19 PYROPHORIC IRON FIREabhishek sudheerNo ratings yet
- EP Corrosion PDFDocument57 pagesEP Corrosion PDFHatem JafouraNo ratings yet
- Microsoft PowerPoint - WatertreatmentDocument37 pagesMicrosoft PowerPoint - WatertreatmentGOBLIN XXXNo ratings yet
- Influence of Sulfur Gases From The Burning of Carbon in The Corrosion of Screws and Joints by oDocument20 pagesInfluence of Sulfur Gases From The Burning of Carbon in The Corrosion of Screws and Joints by oItu Martinez de IturrateNo ratings yet
- Unit I - Water Technology PDFDocument14 pagesUnit I - Water Technology PDFaashishNo ratings yet
- 4 - Factors Promote Corrosion in Steam PlantDocument16 pages4 - Factors Promote Corrosion in Steam PlantMohammed AlSaleh100% (4)
- 11.boiler Water ChemistryDocument9 pages11.boiler Water Chemistrykcp1986No ratings yet
- CW Treatment in HWPDocument6 pagesCW Treatment in HWPSivakumar NagarathinamNo ratings yet
- Boiler Water TreatmentDocument13 pagesBoiler Water TreatmentAisyah M YahyaNo ratings yet
- Black Powder in Sales Gas Pipelines SourDocument14 pagesBlack Powder in Sales Gas Pipelines SourB. JOSEPH KWAMENo ratings yet
- TP1174ENDocument16 pagesTP1174ENTran Khac TruongNo ratings yet
- Boiler Phosphate TreatmentDocument4 pagesBoiler Phosphate TreatmentSilvina C. Gómez Correa0% (1)
- Buckman Asia Treatment Guidelines - Boiler Cooling Water Di Highlight PDFDocument62 pagesBuckman Asia Treatment Guidelines - Boiler Cooling Water Di Highlight PDFRyan Sumule100% (2)
- Water Treatment White Paper PDFDocument20 pagesWater Treatment White Paper PDFWaleed EmaraNo ratings yet
- Power Plant ChemistryDocument52 pagesPower Plant ChemistryAditya ShrivastavaNo ratings yet
- Enumerate The Different Impurities Found in Raw Water. Describe The Ill Effect of Each Item in Relation To Boiler OperationDocument6 pagesEnumerate The Different Impurities Found in Raw Water. Describe The Ill Effect of Each Item in Relation To Boiler OperationThan AnthonyNo ratings yet
- Black Powder in Sales Gas Pipelines: Sources and Technical RecommendationsDocument15 pagesBlack Powder in Sales Gas Pipelines: Sources and Technical RecommendationsSanket WalimbeNo ratings yet
- Maximizing Efficiency of Flue Gas Desulphurization in Coal Based DRI ProcessesDocument3 pagesMaximizing Efficiency of Flue Gas Desulphurization in Coal Based DRI ProcessesVijay PandaNo ratings yet
- Corrosion Failures of AISI Type 304 Stainless Steel in A Fertiliser PlantDocument11 pagesCorrosion Failures of AISI Type 304 Stainless Steel in A Fertiliser PlantAndrea CalderaNo ratings yet
- Boiler System Chemical TreatmentDocument36 pagesBoiler System Chemical TreatmentNavaganesh Kannappen100% (1)
- Pyrophoric Iron Fires: Oxidation With Incandescence Is Known As Pyrophoric Oxidation and It Can Ignite NearbyDocument9 pagesPyrophoric Iron Fires: Oxidation With Incandescence Is Known As Pyrophoric Oxidation and It Can Ignite NearbyBalasubramanianNo ratings yet
- Boiler Water Chemistry: Korba Simulator 339Document12 pagesBoiler Water Chemistry: Korba Simulator 339Rakesh Kiran100% (1)
- Unit Ii: Sulfur and Silicates IndustriesDocument35 pagesUnit Ii: Sulfur and Silicates IndustriesANSH SHUKLANo ratings yet
- Flue Gas DesulfurizationDocument4 pagesFlue Gas DesulfurizationPiyush AgarwalNo ratings yet
- What Is Pyrophoric Iron OxidationDocument9 pagesWhat Is Pyrophoric Iron OxidationGhuna Uciha100% (1)
- A Guide to Preserving Power Plant Units During ShutdownDocument17 pagesA Guide to Preserving Power Plant Units During ShutdownSanjeevi Kumar SpNo ratings yet
- Adobe Scan Apr 26, 2021 (6)Document11 pagesAdobe Scan Apr 26, 2021 (6)canusha820No ratings yet
- NCBMPaper 2007Document10 pagesNCBMPaper 2007Mazhar choudharyNo ratings yet
- Pryophoric Iron Fires: This Rapid Exothermic Oxidation With Incandescence Is Known As Pyrophoric OxidationDocument10 pagesPryophoric Iron Fires: This Rapid Exothermic Oxidation With Incandescence Is Known As Pyrophoric OxidationRao AnandaNo ratings yet
- Boiler-Water Treatment-Why, What and HowDocument7 pagesBoiler-Water Treatment-Why, What and How陳0鴻No ratings yet
- Takoradi Thermal Power Station: HRSG Boiler Chemistry TrainingDocument75 pagesTakoradi Thermal Power Station: HRSG Boiler Chemistry TrainingAfia MirekuNo ratings yet
- Factors Affecting Selection of Tubes of Heat ExchangerDocument6 pagesFactors Affecting Selection of Tubes of Heat ExchangerKvvPrasadNo ratings yet
- Feed Water TreatmentDocument34 pagesFeed Water TreatmentSameer SonuNo ratings yet
- Kuliah 2Document23 pagesKuliah 2Maritsya Dita Kurnia PutriNo ratings yet
- Boiler Cleaning Services: Ammoniated Citric Acid for Chemical CleaningDocument34 pagesBoiler Cleaning Services: Ammoniated Citric Acid for Chemical CleaningrakeshkjNo ratings yet
- Condenser Failure MechanismDocument7 pagesCondenser Failure MechanismprakashNo ratings yet
- Water Technology: Main Sources of WaterDocument10 pagesWater Technology: Main Sources of WaterdeepaNo ratings yet
- Research Paper On Aqua Silencer PDFDocument3 pagesResearch Paper On Aqua Silencer PDFBK BKNo ratings yet
- Condenser Tube Life Cycle CostsDocument12 pagesCondenser Tube Life Cycle CostsAlvinmorNo ratings yet
- 3 Strategies For Reducing Cement KilnDocument14 pages3 Strategies For Reducing Cement Kilnorientanjali7066100% (1)
- A System of Instruction in the Practical Use of the BlowpipeFrom EverandA System of Instruction in the Practical Use of the BlowpipeNo ratings yet
- Parada Saibabu: LTD.), Vizianagaram, Andhrapradesh. Job Role-As A Desk Engineer For IR-CFBC BoilerDocument2 pagesParada Saibabu: LTD.), Vizianagaram, Andhrapradesh. Job Role-As A Desk Engineer For IR-CFBC BoilerSaibabu SaiNo ratings yet
- Parada Saibabu: Career Objective Professional ExperienceDocument2 pagesParada Saibabu: Career Objective Professional ExperienceSaibabu SaiNo ratings yet
- FORGED - Gate, Globe & Check Valve Manual - Xomox SanmarDocument20 pagesFORGED - Gate, Globe & Check Valve Manual - Xomox SanmarSaibabu SaiNo ratings yet
- Cause and Prevention For Steam Turbine Blade Scaling & FoulingDocument10 pagesCause and Prevention For Steam Turbine Blade Scaling & FoulingSaibabu SaiNo ratings yet
- Wesman Thermal Engineering Processes Pvt Ltd Fuel Firing Equipment Operation and Maintenance ManualDocument23 pagesWesman Thermal Engineering Processes Pvt Ltd Fuel Firing Equipment Operation and Maintenance ManualSaibabu Sai100% (1)
- Wesman Thermal Engineering Processes Pvt Ltd Fuel Firing Equipment Operation and Maintenance ManualDocument23 pagesWesman Thermal Engineering Processes Pvt Ltd Fuel Firing Equipment Operation and Maintenance ManualSaibabu Sai100% (1)
- HP and LP Dosing Manual - MetapowDocument3 pagesHP and LP Dosing Manual - MetapowSaibabu SaiNo ratings yet
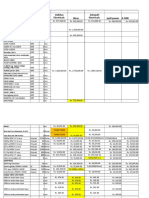
- Electrical Equipment Quotes ComparisonDocument18 pagesElectrical Equipment Quotes ComparisonSaibabu SaiNo ratings yet
- SPL History Records FinalDocument644 pagesSPL History Records FinalSaibabu SaiNo ratings yet
- STPM Trials 2009 Chemistry Paper 2 (Kedah)Document9 pagesSTPM Trials 2009 Chemistry Paper 2 (Kedah)sherry_christyNo ratings yet
- Counting Atoms Part 1Document14 pagesCounting Atoms Part 1api-271064836No ratings yet
- Agrietamiento Por AmoniacoDocument4 pagesAgrietamiento Por AmoniacogmitsutaNo ratings yet
- Lincoln, TECHALLOY® 606 (c14107)Document2 pagesLincoln, TECHALLOY® 606 (c14107)RodrigoNo ratings yet
- Extra Periodic Table Worksheet 2 KeyDocument5 pagesExtra Periodic Table Worksheet 2 KeyAnna RamdyalNo ratings yet
- 2012 Orion Catalog - ISE ElectrodesDocument11 pages2012 Orion Catalog - ISE ElectrodesmorphelyaNo ratings yet
- BZP SynthesisDocument3 pagesBZP SynthesisScientology1No ratings yet
- Answers To Topic 9 Test Yourself Questions: 9 Spectroscopy and ChromatographyDocument5 pagesAnswers To Topic 9 Test Yourself Questions: 9 Spectroscopy and ChromatographyAunik BaruaNo ratings yet
- Tech Tips: Metals in Contact - Avoiding Electrochemical IncompatibilityDocument2 pagesTech Tips: Metals in Contact - Avoiding Electrochemical IncompatibilityEng-Ahmed AllamNo ratings yet
- Periodic TableDocument44 pagesPeriodic TableAlaa AlkababjiNo ratings yet
- Vanadium Microalloying Boosts Strength of Long Steel ProductsDocument6 pagesVanadium Microalloying Boosts Strength of Long Steel ProductsUlises Quintana CarhuanchoNo ratings yet
- Chemistry A Molecular Approach Canadian 2nd Edition Tro Test BankDocument38 pagesChemistry A Molecular Approach Canadian 2nd Edition Tro Test Bankjenniferdrakenxkzgroiyt100% (12)
- Catalyst PoisonsDocument21 pagesCatalyst PoisonsXuanMaiBuiNo ratings yet
- Atom-Solution - Exam PracticeDocument11 pagesAtom-Solution - Exam PracticeWilliam ChongNo ratings yet
- Principles of Chemistry The Molecular Science 1st Edition Moore Test BankDocument29 pagesPrinciples of Chemistry The Molecular Science 1st Edition Moore Test Bankcourtneyriceacnmbxqiky100% (15)
- Chemistry A Molecular Approach 2nd Edition Tro Test BankDocument28 pagesChemistry A Molecular Approach 2nd Edition Tro Test BankRobertSmithfpdzw100% (14)
- Quest 1 Stoichiometry AnswersDocument6 pagesQuest 1 Stoichiometry AnswersAlexander Choi100% (1)
- Crystal Structure Geometry: Space Lattices, Unit Cells, and Packing FactorsDocument47 pagesCrystal Structure Geometry: Space Lattices, Unit Cells, and Packing Factorsnaz_qd358No ratings yet
- 6 Carboxilic Acid and EsterDocument27 pages6 Carboxilic Acid and EsterIna FadhlinaNo ratings yet
- GHCL Labs08 - LsaDocument1 pageGHCL Labs08 - LsaUmar HayatNo ratings yet
- A New Approach To Ductile Iron InoculationDocument12 pagesA New Approach To Ductile Iron InoculationZody YtuNo ratings yet
- Aalco Metals LTD - Aluminium Alloy - 6061 T6 - 145 PDFDocument2 pagesAalco Metals LTD - Aluminium Alloy - 6061 T6 - 145 PDFPengelana KehidupanNo ratings yet
- 1-Atoms and Molecules - 2022Document50 pages1-Atoms and Molecules - 2022riva rizkianaNo ratings yet
- Hója Técnica Garnet Santangelo Sac (Inglés)Document1 pageHója Técnica Garnet Santangelo Sac (Inglés)Freddy SitoNo ratings yet
- Iron Carbon Diagram of Steel PDFDocument6 pagesIron Carbon Diagram of Steel PDFshihabscb1971100% (1)
- 1 - Updated - 423235841 Chemistry Investigatory Project XII On Toothpaste AnalysisDocument18 pages1 - Updated - 423235841 Chemistry Investigatory Project XII On Toothpaste AnalysisAniket BishnoiNo ratings yet
- Electrolytic Zinc Coatings (Extract From Iso 4042)Document2 pagesElectrolytic Zinc Coatings (Extract From Iso 4042)Abhishek DhawanNo ratings yet
- Aluminum Lithium Alloy Welding Process FeaturesDocument82 pagesAluminum Lithium Alloy Welding Process FeaturesMitone DiazNo ratings yet
- Chemistry Class XI Unsolved Sample Paper 1Document4 pagesChemistry Class XI Unsolved Sample Paper 1s.shaw71101No ratings yet
- Acids and Bases & Oxides and HydroxidesDocument37 pagesAcids and Bases & Oxides and HydroxidesPrince HasanNo ratings yet