You might also like
- (Peter C. Foster) Easy Mathematics For Biologists PDFDocument114 pages(Peter C. Foster) Easy Mathematics For Biologists PDFSalsabila AnnisaNo ratings yet
- Field Crop Production GuideDocument52 pagesField Crop Production GuideThapelo JeremiahNo ratings yet
- 9 - Design of A Fermenter PDFDocument51 pages9 - Design of A Fermenter PDFYAUW HANSEN ADITYANo ratings yet
- Preventing Copper Deposition in Steam Turbines: Hit A Moving TargetDocument7 pagesPreventing Copper Deposition in Steam Turbines: Hit A Moving TargetRam JosyulaNo ratings yet
- Anodamine HPFGDocument69 pagesAnodamine HPFGmasgrahaNo ratings yet
- Condenser Tube Life Cycle CostsDocument12 pagesCondenser Tube Life Cycle CostsAlvinmorNo ratings yet
- Failures in Boiler TubesDocument15 pagesFailures in Boiler Tubesniraj_hwb100% (2)
- Condenser Failure MechanismDocument7 pagesCondenser Failure MechanismprakashNo ratings yet
- Preserve Steam Boilers with Mobile Hydrazine Dosing SystemDocument2 pagesPreserve Steam Boilers with Mobile Hydrazine Dosing SystemidigitiNo ratings yet
- Long Term Lay-Up and Restart of Process and Industrial Plant - RTDocument15 pagesLong Term Lay-Up and Restart of Process and Industrial Plant - RTAl Rammohan100% (1)
- Boiler Preservation ProceduresDocument4 pagesBoiler Preservation ProceduresMurthy VvnNo ratings yet
- HPCL Material Preservation GuidelinesDocument7 pagesHPCL Material Preservation GuidelinespaimpillyNo ratings yet
- Eagle Burgmann API PlanDocument43 pagesEagle Burgmann API PlanONURNo ratings yet
- HRSG Lay-Up PracticesDocument4 pagesHRSG Lay-Up PracticesSundar MoorthyNo ratings yet
- Anti Rust/Corrosion VCI (Volatile Corrosion Inhibitor) Products For Oil&Gas IndustryDocument6 pagesAnti Rust/Corrosion VCI (Volatile Corrosion Inhibitor) Products For Oil&Gas IndustryswapnilNo ratings yet
- KURITA - Boiler Preservation Methods (Part4) PDFDocument8 pagesKURITA - Boiler Preservation Methods (Part4) PDFIyan MulyanaNo ratings yet
- D-Fog System Description - Donaldson PDFDocument8 pagesD-Fog System Description - Donaldson PDFUdhayakumar VenkataramanNo ratings yet
- Brochure-KemGuard 2420 Fluorescent Tagged Scale Inhibitor-OGDocument4 pagesBrochure-KemGuard 2420 Fluorescent Tagged Scale Inhibitor-OGdimasfebriantoNo ratings yet
- IAWPS GUIDELINE Volatile-2015Document32 pagesIAWPS GUIDELINE Volatile-2015prakashNo ratings yet
- Bhel Ref No: PW / TSX /hindalco/ Hindalco Mahan, 6X150 MW: ObjectiveDocument2 pagesBhel Ref No: PW / TSX /hindalco/ Hindalco Mahan, 6X150 MW: ObjectiveVenkat RamanNo ratings yet
- FloGard MS6208Document1 pageFloGard MS6208engr.shahid041No ratings yet
- Equipment Preservation Standard Specification - MCE EG016 CDocument4 pagesEquipment Preservation Standard Specification - MCE EG016 CSenol LimanNo ratings yet
- What Is Carry Over and Carry Under at The Boiler DrumDocument12 pagesWhat Is Carry Over and Carry Under at The Boiler Drumabdulyunus_amirNo ratings yet
- Boiler Materials: P.Sundaramoorthy BHEL, TiruchirappalliDocument47 pagesBoiler Materials: P.Sundaramoorthy BHEL, Tiruchirappalliteddy tavaresNo ratings yet
- What Is Killed Carbon Steel For Piping MaterialDocument5 pagesWhat Is Killed Carbon Steel For Piping MaterialMONER MANUSNo ratings yet
- IAPWS Guidance on Corrosion Monitoring and Cycle ChemistryDocument22 pagesIAPWS Guidance on Corrosion Monitoring and Cycle ChemistrytedNo ratings yet
- HRSG High Pressure Evaporator Sampling For Internal DepositDocument26 pagesHRSG High Pressure Evaporator Sampling For Internal Depositak_thimiriNo ratings yet
- Drum in BoilerDocument18 pagesDrum in BoilerRuban Kumar100% (1)
- Layup For Cycling Units: Requirements, Issues, and Concerns - An EPRI White PaperDocument12 pagesLayup For Cycling Units: Requirements, Issues, and Concerns - An EPRI White PaperAhmed El-ShafeiNo ratings yet
- The Corrosion of Superduplex SS in Different Types of SeawaterDocument9 pagesThe Corrosion of Superduplex SS in Different Types of SeawaterdevangmajithiaNo ratings yet
- OGN-OPS-CHEM-019 Rev.0 Guidelines On Cooling Water Treatment, Monitoring and Chemical Cleaning of Condenser TubesDocument38 pagesOGN-OPS-CHEM-019 Rev.0 Guidelines On Cooling Water Treatment, Monitoring and Chemical Cleaning of Condenser Tubesanil perala0% (1)
- Technical Standards For Insulation-Mineral Wool-RockwoolDocument2 pagesTechnical Standards For Insulation-Mineral Wool-RockwooljaganNo ratings yet
- Complete Report Rla SWCC Ksa Phase 1 Unit5boilerDocument149 pagesComplete Report Rla SWCC Ksa Phase 1 Unit5boilerWaseem ArshadNo ratings yet
- Polyamines in High Pressure SteamDocument12 pagesPolyamines in High Pressure SteamWaleed Emara100% (1)
- Spherical ValveDocument4 pagesSpherical ValveHrshiya SharmaNo ratings yet
- BDooley ACC Corrosion FAC1Document19 pagesBDooley ACC Corrosion FAC1DSGNo ratings yet
- Making O&M More Efficient Through Reliability Centered MaintenanceDocument7 pagesMaking O&M More Efficient Through Reliability Centered MaintenanceNadia AlvaradoNo ratings yet
- 79.01-A-Aux. Boiler Techincal Instructions For Wet PreservationDocument7 pages79.01-A-Aux. Boiler Techincal Instructions For Wet PreservationaironyxNo ratings yet
- LoSalt Polyamine CustomerDocument21 pagesLoSalt Polyamine CustomerDavid Cruz ZamoraNo ratings yet
- HRSG PreservationDocument4 pagesHRSG PreservationmadusamNo ratings yet
- Thailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Document29 pagesThailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Prakasit JuangpanichNo ratings yet
- EDTA CHEMICAL CLEANING (BLR) PDFDocument16 pagesEDTA CHEMICAL CLEANING (BLR) PDFAnudeep Chittluri100% (2)
- Cooling Technology Institute: Design and Operation of A Counterflow Fill and Nozzle Test Cell: Challenges and SolutionsDocument12 pagesCooling Technology Institute: Design and Operation of A Counterflow Fill and Nozzle Test Cell: Challenges and SolutionsScribdakiotto100% (1)
- Pretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFDocument4 pagesPretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFAli DarvishiNo ratings yet
- PPChem 2017 19-02-92-102 Authors Copy PublicDocument11 pagesPPChem 2017 19-02-92-102 Authors Copy PublicJan RusaasNo ratings yet
- Cathotic ProtectionDocument5 pagesCathotic Protectionkrishna_swaroop99No ratings yet
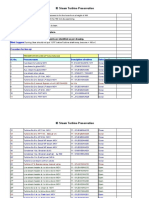
- IB Steam Turbine PreservationDocument6 pagesIB Steam Turbine PreservationUdhayakumar VenkataramanNo ratings yet
- Guidelines For Treatment of Galvanized Cooling Towers To Prevent White RustDocument8 pagesGuidelines For Treatment of Galvanized Cooling Towers To Prevent White RustSivakumar Selvaraj100% (1)
- Plant Inspection ReportDocument9 pagesPlant Inspection ReportKevin Keanu Ong100% (1)
- Guide To Condensate Polishing - DOWDocument10 pagesGuide To Condensate Polishing - DOWxlxjrv100% (1)
- Takoradi Thermal Power Station: HRSG Boiler Chemistry TrainingDocument75 pagesTakoradi Thermal Power Station: HRSG Boiler Chemistry TrainingAfia MirekuNo ratings yet
- Operations and Maintenance Best Practices Guide - 2Document102 pagesOperations and Maintenance Best Practices Guide - 2Vinicius UcelliNo ratings yet
- CBI Welding Journal Vert Plate Apr04Document0 pagesCBI Welding Journal Vert Plate Apr04Mahendra RathoreNo ratings yet
- Theory of Steam TurbineDocument29 pagesTheory of Steam Turbinefahdiarzz100% (1)
- API Standard 653 - Tank Inspection, Repair, Alteration, and ReconstructionDocument28 pagesAPI Standard 653 - Tank Inspection, Repair, Alteration, and ReconstructionChozha RajanNo ratings yet
- HRSGDocument9 pagesHRSGprasad5034100% (1)
- 1200MW Power Plant Air/Gas Leak TestDocument5 pages1200MW Power Plant Air/Gas Leak TestDipnarayan KumarNo ratings yet
- V 07 Hater KuritaDocument25 pagesV 07 Hater KuritaAdel KlkNo ratings yet
- Chemical Cleaning of Stator WaterDocument7 pagesChemical Cleaning of Stator WaterprakashNo ratings yet
- Guia para Preservar Una Caldera AcuotubularDocument6 pagesGuia para Preservar Una Caldera Acuotubularjuan joseNo ratings yet
- Reducing Boiler Failure with Superior Iron Transport TechnologyDocument37 pagesReducing Boiler Failure with Superior Iron Transport TechnologyMaulizarNo ratings yet
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksFrom EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksNo ratings yet
- 4.VA For NVEDocument4 pages4.VA For NVESanjeevi Kumar SpNo ratings yet
- Reliability StudyDocument11 pagesReliability StudySanjeevi Kumar SpNo ratings yet
- SKF Pulp and Paper PracticesDocument24 pagesSKF Pulp and Paper PracticesSanjeevi Kumar SpNo ratings yet
- Evaluation ReliabilityDocument11 pagesEvaluation ReliabilitySanjeevi Kumar SpNo ratings yet
- Failure: FunctionalDocument1 pageFailure: FunctionalSanjeevi Kumar SpNo ratings yet
- Electrical Safety and IE RulesDocument40 pagesElectrical Safety and IE RulesSanjeevi Kumar SpNo ratings yet
- Fire Safety Engineering and ManagementDocument20 pagesFire Safety Engineering and ManagementSanjeevi Kumar SpNo ratings yet
- 07 VogelDocument10 pages07 VogelAnonymous OFwyjaMyNo ratings yet
- Construction SafetyDocument65 pagesConstruction SafetySanjeevi Kumar SpNo ratings yet
- Basic Vibration Analysis Training-1Document193 pagesBasic Vibration Analysis Training-1Sanjeevi Kumar SpNo ratings yet
- Sling SafetyDocument15 pagesSling SafetySanjeevi Kumar SpNo ratings yet
- Boiler safety measures checklistDocument8 pagesBoiler safety measures checklistSanjeevi Kumar SpNo ratings yet
- Commissioning A New Machine For ReliabilityDocument6 pagesCommissioning A New Machine For ReliabilitySanjeevi Kumar SpNo ratings yet
- Short Cuts Lead To Bad Endings - Gearbox ExplosionDocument5 pagesShort Cuts Lead To Bad Endings - Gearbox ExplosionSanjeevi Kumar SpNo ratings yet
- Troubleshooting Guide For Fan BearingsDocument11 pagesTroubleshooting Guide For Fan BearingsSanjeevi Kumar SpNo ratings yet
- Basic Hydraulic FormulaeDocument4 pagesBasic Hydraulic Formulaesanjeevi_008No ratings yet
- Symbols HydraulicsDocument9 pagesSymbols Hydraulicssanjeevi_008No ratings yet
- 3.Trombay-Run Out DeviceDocument19 pages3.Trombay-Run Out DeviceSanjeevi Kumar SpNo ratings yet
- Ecosystems Vocab ListDocument2 pagesEcosystems Vocab Listapi-260201978100% (1)
- MSDS EthnolDocument6 pagesMSDS Ethnolanon-855838100% (1)
- Unpacked Competencies in Gen Chem 2Document18 pagesUnpacked Competencies in Gen Chem 2Zaifel PacillosNo ratings yet
- Thermal Power Plant ChapterDocument37 pagesThermal Power Plant Chapterfiraol tekaNo ratings yet
- Welded Connections: Lect.24Document15 pagesWelded Connections: Lect.24sanketNo ratings yet
- AQA GCSE Chem Combined End of Topic C1Document9 pagesAQA GCSE Chem Combined End of Topic C1joeNo ratings yet
- AHMED 2020 - Aqueous Polymeric CoatingsDocument24 pagesAHMED 2020 - Aqueous Polymeric CoatingsapksantosNo ratings yet
- JEE Mains 2024 31 Jan Shift 1 Paper With Solutions (PDF)Document21 pagesJEE Mains 2024 31 Jan Shift 1 Paper With Solutions (PDF)Joshua JosephNo ratings yet
- Task 4 - Soalan KBATDocument3 pagesTask 4 - Soalan KBATFATIMAH BINTI HISHAMUDDIN IPGKTINo ratings yet
- Nitrobacter WinogradskyDocument7 pagesNitrobacter WinogradskyFerryKurniawanNo ratings yet
- Integrated Wellbore Assurance FlowchartDocument1 pageIntegrated Wellbore Assurance FlowchartLoganBohannonNo ratings yet
- Materials Found at Home: Properties, Uses, and SafetyDocument2 pagesMaterials Found at Home: Properties, Uses, and SafetyprecillaugartehalagoNo ratings yet
- 2012 Ace CatalogDocument24 pages2012 Ace CatalogArlex Ricardo Guillen PetitNo ratings yet
- Gpcdoc Gtds Shell Spirax s3 Als 80w-90 (En) TdsDocument2 pagesGpcdoc Gtds Shell Spirax s3 Als 80w-90 (En) TdsFer EmilNo ratings yet
- PDFQ0A202Document12 pagesPDFQ0A202LucioRimacNo ratings yet
- Lutz PVDF Pump Tube: For Highly Aggressive LiquidsDocument2 pagesLutz PVDF Pump Tube: For Highly Aggressive LiquidsEnrique Monzon BeltranNo ratings yet
- CHAPTER 3 - Crystalline Structure of SolidsDocument63 pagesCHAPTER 3 - Crystalline Structure of SolidsAlex HunterNo ratings yet
- Câu Hỏi Thi FinalDocument12 pagesCâu Hỏi Thi FinalDuy Do MinhNo ratings yet
- Chemistry Investigatory Project Content of Cold Drinks Available in The MarketDocument24 pagesChemistry Investigatory Project Content of Cold Drinks Available in The MarketSarojNo ratings yet
- Ger Eng 2013Document1 pageGer Eng 2013Vijaya AcharNo ratings yet
- Caolin C. Britex 95 Qpros PDFDocument3 pagesCaolin C. Britex 95 Qpros PDFEduardo Pérez100% (1)
- Geochemical Analytical TechniquesDocument8 pagesGeochemical Analytical Techniquesapi-367976522No ratings yet
- Cape Unit 1 - Lab Manual GouldDocument37 pagesCape Unit 1 - Lab Manual GouldTequan HolderNo ratings yet
- Alkylation Unit: Capacity Installed and Available Technologies CatalystsDocument10 pagesAlkylation Unit: Capacity Installed and Available Technologies CatalystsMohammed AliraqiNo ratings yet
- Child Safety For Apparel ProductionDocument20 pagesChild Safety For Apparel ProductionAshraf AliNo ratings yet
- 4600cl StepperDocument37 pages4600cl StepperJEREMEE MICHAEL TYLERNo ratings yet
- ACB10 Technical Data April10Document12 pagesACB10 Technical Data April10RK TekNo ratings yet