You might also like
- Effective Crusher MaintenanceDocument8 pagesEffective Crusher MaintenanceMEHTAB HUSSAINNo ratings yet
- Machine Maintenance: From WM No. 5044 OnwardsDocument64 pagesMachine Maintenance: From WM No. 5044 OnwardsMohammedasifNo ratings yet
- Weekly Maintenance Schedule and Checklist CompressorDocument4 pagesWeekly Maintenance Schedule and Checklist CompressorNaqqash SajidNo ratings yet
- Machinery Lubrication November December 2017Document89 pagesMachinery Lubrication November December 2017Jorge Cuadros BlasNo ratings yet
- Machinery Lubrication November December 2017 PDFDocument89 pagesMachinery Lubrication November December 2017 PDFJorge Cuadros BlasNo ratings yet
- Lubrication Guide - F2314 - 07-20-2021Document22 pagesLubrication Guide - F2314 - 07-20-2021RaphaelNo ratings yet
- 3126B Marine Engines: Maintenance IntervalsDocument38 pages3126B Marine Engines: Maintenance IntervalsjoelsanchezcamachoNo ratings yet
- Caterpillar Operation and Maintenance Manual 3208Document84 pagesCaterpillar Operation and Maintenance Manual 3208MarceloNo ratings yet
- Break Down Analysis: Aerosol Production Line RB SambaDocument20 pagesBreak Down Analysis: Aerosol Production Line RB SambaSumeet TrehanNo ratings yet
- Jack-Luber: Installation InstructionsDocument4 pagesJack-Luber: Installation InstructionsAlexander Aristizábal PeñalozaNo ratings yet
- Lubricant Application - Grease Volumes and Frequencies - TLT Article - April09Document7 pagesLubricant Application - Grease Volumes and Frequencies - TLT Article - April09Fiananta FauziNo ratings yet
- KUKA KR30 MaintenanceDocument17 pagesKUKA KR30 MaintenanceJohan Zraghoz100% (2)
- Upstream Oil GasDocument100 pagesUpstream Oil Gasmrshami7754No ratings yet
- Lubricant Application: Grease Volumes and FrequenciesDocument7 pagesLubricant Application: Grease Volumes and FrequenciesAmjedNo ratings yet
- C2.2 Sebu8137-04 MDocument36 pagesC2.2 Sebu8137-04 MMd Sh100% (1)
- Motorized Wheel Drive Systems: GEK-75889JDocument46 pagesMotorized Wheel Drive Systems: GEK-75889Jait mimoune100% (1)
- Maintenance Intervals: Operation and Maintenance Manual ExcerptDocument46 pagesMaintenance Intervals: Operation and Maintenance Manual ExcerptMira RedaNo ratings yet
- C1.5 Sebu8136-02 MDocument37 pagesC1.5 Sebu8136-02 MMd ShNo ratings yet
- Important Information: Section 1B - Maintenance Sterndrive ModelsDocument50 pagesImportant Information: Section 1B - Maintenance Sterndrive ModelsJorge SoberanoNo ratings yet
- Maintenance Intervals: Operation and Maintenance Manual ExcerptDocument56 pagesMaintenance Intervals: Operation and Maintenance Manual ExcerptAmr Abd ElrahmanNo ratings yet
- Maintenance Intervals: Operation and Maintenance Manual ExcerptDocument56 pagesMaintenance Intervals: Operation and Maintenance Manual ExcerptmusebladeNo ratings yet
- Manual C18 PDFDocument42 pagesManual C18 PDFRannier CazagrandeNo ratings yet
- Idoc - Pub Maintenance and LubricationDocument34 pagesIdoc - Pub Maintenance and LubricationEric GarciaNo ratings yet
- Project Report EditedDocument16 pagesProject Report EditedKishor PakhareNo ratings yet
- 2 EN - Remanufacturing BrochureDocument8 pages2 EN - Remanufacturing BrochureShabanali OmraniNo ratings yet
- Rationalizing The Benefits of Condition-Based Maintenance - An Oil Analysis ExampleDocument11 pagesRationalizing The Benefits of Condition-Based Maintenance - An Oil Analysis ExampleJHON ANGEL VARGAS HUAHUASONCCONo ratings yet
- GT24/GT26 Operation Training Module: Jacking Oil SystemDocument15 pagesGT24/GT26 Operation Training Module: Jacking Oil SystemAli HegaigNo ratings yet
- Bearing RemanufacturingDocument8 pagesBearing RemanufacturingvsarrNo ratings yet
- Vibratory roller-RWYL35 Operation ManualDocument10 pagesVibratory roller-RWYL35 Operation ManualmarcoNo ratings yet
- RIPIDocument6 pagesRIPIOmar SaaedNo ratings yet
- For Raw Mill Girth Gear Grease Spray SystemDocument1 pageFor Raw Mill Girth Gear Grease Spray SystemvinodsnNo ratings yet
- Section 5: Maintenance, Repair and Adjustment: 5.1 Maintenance Schedule 5.1. List of Required Regular Maintenance WorksDocument1 pageSection 5: Maintenance, Repair and Adjustment: 5.1 Maintenance Schedule 5.1. List of Required Regular Maintenance WorksVijay BhureNo ratings yet
- Sabp G 028Document19 pagesSabp G 028Krishnamoorthy100% (1)
- Caterpillar 3512b Operation and Maintenance Manual 56Document56 pagesCaterpillar 3512b Operation and Maintenance Manual 56Petro Osangiri100% (3)
- KR6-KR15 - Manipulator MaintenanceDocument25 pagesKR6-KR15 - Manipulator MaintenancePablo LuceroNo ratings yet
- CAT C 32 Marine Maintenance Schedule PDFDocument48 pagesCAT C 32 Marine Maintenance Schedule PDFRei_bud100% (1)
- Derbi Manual ScooterDocument114 pagesDerbi Manual ScooterfpcitroenNo ratings yet
- Documents, Manuals, Service Bulletins and ScreensaversDocument49 pagesDocuments, Manuals, Service Bulletins and ScreensaversAntoineNo ratings yet
- Use and Maintenance of Gear UnitDocument4 pagesUse and Maintenance of Gear UnitRaphael LinoNo ratings yet
- Maintenance Intervals: Operation and Maintenance Manual ExcerptDocument41 pagesMaintenance Intervals: Operation and Maintenance Manual ExcerptМаксим ВолкановNo ratings yet
- Maintenance Intervals: Operation and Maintenance Manual ExcerptDocument41 pagesMaintenance Intervals: Operation and Maintenance Manual ExcerptМаксим ВолкановNo ratings yet
- Introduction To Condition Monitoring - STLE Toronto Section March 19 2024 Ken BrownDocument51 pagesIntroduction To Condition Monitoring - STLE Toronto Section March 19 2024 Ken BrownKenneth John BrownNo ratings yet
- MAN SL07-479 Cyl LubricationDocument7 pagesMAN SL07-479 Cyl LubricationJavierNo ratings yet
- A Review On Grease Lubrication in Rolling BearingsDocument12 pagesA Review On Grease Lubrication in Rolling BearingsRafaelGloriaPereiraNo ratings yet
- Motor Yamaha 2.5 Parte 2 de 3Document68 pagesMotor Yamaha 2.5 Parte 2 de 3usuario29000No ratings yet
- 16 NZ Series Hydraulic Governor Model NZ61 - NZ115 3Document48 pages16 NZ Series Hydraulic Governor Model NZ61 - NZ115 3Frank1No ratings yet
- NZ GovernorDocument43 pagesNZ Governorjohn80% (5)
- Six Steps To Successful Repair of GT ComponentsDocument13 pagesSix Steps To Successful Repair of GT ComponentsThanapaet RittirutNo ratings yet
- Industry LubeOil Steam Turbine Oil Refinery ASIN5091UKDocument1 pageIndustry LubeOil Steam Turbine Oil Refinery ASIN5091UKmohankrishna372No ratings yet
- 3512B Engine-Maintenance IntervalsDocument56 pages3512B Engine-Maintenance IntervalsAnonymous VNu3ODGavNo ratings yet
- C 12 MaintenanceDocument45 pagesC 12 Maintenancedelta.supplieNo ratings yet
- Cylinder Production Capacity PlanningDocument1 pageCylinder Production Capacity PlanningDevendra SinghNo ratings yet
- AWEA OM and Safety Conference Presentation 2Document28 pagesAWEA OM and Safety Conference Presentation 2Yu AndiNo ratings yet
- 3176C and 3196 Marine Engines: Maintenance IntervalsDocument38 pages3176C and 3196 Marine Engines: Maintenance IntervalsGael VelizNo ratings yet
- Offshore Drilling & CompletionDocument19 pagesOffshore Drilling & CompletionmmkhbNo ratings yet
- 2022 07油脂润滑系统(英文版)Document11 pages2022 07油脂润滑系统(英文版)billyebarrattNo ratings yet
- KR - 100 - P - 2 - SchematicDocument22 pagesKR - 100 - P - 2 - SchematicvvelikovNo ratings yet
- 3408C, 3412, 3412C and 3412D High Performance Marine Engines-Maintenance IntervalsDocument40 pages3408C, 3412, 3412C and 3412D High Performance Marine Engines-Maintenance IntervalsMarianoBonetFeoNo ratings yet
- Reliability StudyDocument11 pagesReliability StudySanjeevi Kumar SpNo ratings yet
- Preservation PlantDocument17 pagesPreservation PlantSanjeevi Kumar SpNo ratings yet
- Evaluation ReliabilityDocument11 pagesEvaluation ReliabilitySanjeevi Kumar SpNo ratings yet
- Failure: FunctionalDocument1 pageFailure: FunctionalSanjeevi Kumar SpNo ratings yet
- SKF Pulp and Paper PracticesDocument24 pagesSKF Pulp and Paper PracticesSanjeevi Kumar SpNo ratings yet
- 4.VA For NVEDocument4 pages4.VA For NVESanjeevi Kumar SpNo ratings yet
- Electrical Safety and IE RulesDocument40 pagesElectrical Safety and IE RulesSanjeevi Kumar SpNo ratings yet
- Basic Vibration Analysis Training-1Document193 pagesBasic Vibration Analysis Training-1Sanjeevi Kumar SpNo ratings yet
- Construction SafetyDocument65 pagesConstruction SafetySanjeevi Kumar SpNo ratings yet
- Boiler Safety MeasurementDocument8 pagesBoiler Safety MeasurementSanjeevi Kumar SpNo ratings yet
- Troubleshooting Guide For Fan BearingsDocument11 pagesTroubleshooting Guide For Fan BearingsSanjeevi Kumar SpNo ratings yet
- Althon HD900 Spec SheetDocument1 pageAlthon HD900 Spec SheetSugeng Ciko DarmintoNo ratings yet
- RP3014 PDF TechManual Rev022013Document38 pagesRP3014 PDF TechManual Rev022013ask101No ratings yet
- Um0244 01 GBDocument84 pagesUm0244 01 GBnetharafernando1No ratings yet
- Product CatalogDocument44 pagesProduct CatalogMEHDINo ratings yet
- Machine Manual TP-400 (I)Document47 pagesMachine Manual TP-400 (I)Marco BacianNo ratings yet
- Black Bruin Hydraulic Motors On-Demand Wheel Drives EN CDocument11 pagesBlack Bruin Hydraulic Motors On-Demand Wheel Drives EN CDiego AlbarracinNo ratings yet
- Hydraulic Circuits and SystemsDocument32 pagesHydraulic Circuits and SystemsmanojNo ratings yet
- E10777 1 03 15 - Filteruebersicht PDFDocument76 pagesE10777 1 03 15 - Filteruebersicht PDFshekharNo ratings yet
- 2300JKVDocument44 pages2300JKVapi-3756260100% (1)
- Denison Axial Piston Pumps P24s-p30sDocument65 pagesDenison Axial Piston Pumps P24s-p30sDanilo Perez HenaoNo ratings yet
- STAR-Hydrauli Steering For InboardDocument44 pagesSTAR-Hydrauli Steering For InboardRicardo ArandaNo ratings yet
- Hydrolique Omar LiftDocument88 pagesHydrolique Omar Liftmahfoud ascenseursNo ratings yet
- Asv 4810 Skid Steer Parts ManualDocument69 pagesAsv 4810 Skid Steer Parts ManualMark Townsend0% (1)
- All WeilerDocument8 pagesAll WeilerDANE80No ratings yet
- Electric Control Modulation ValveDocument28 pagesElectric Control Modulation Valveahmad nur100% (1)
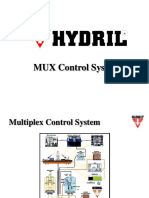
- MUX Control System-JamesDocument34 pagesMUX Control System-JamesGoumidi MohamedNo ratings yet
- Sun Cartridge CXDA-XCNDocument2 pagesSun Cartridge CXDA-XCNJustinNo ratings yet
- F(S) - F105e (f1, f2, f3, f4, f5) Instruction ManualDocument82 pagesF(S) - F105e (f1, f2, f3, f4, f5) Instruction ManualPiter Yasmani SanchezNo ratings yet
- Tire High Speed & Endurance Testing MachineDocument281 pagesTire High Speed & Endurance Testing MachineHuỳnh Tấn PhátNo ratings yet
- Catalogue en 50hzDocument640 pagesCatalogue en 50hzAya Abd-ElghafarNo ratings yet
- 160m Hyd TroubleshootDocument8 pages160m Hyd TroubleshootDaniel Rhasty-ghee AhmanorNo ratings yet
- Manual de Partes SKF Tlas CopcoDocument762 pagesManual de Partes SKF Tlas CopcoJulioBarrazaCoronadoNo ratings yet
- Product Catalog: Winches Recovery Gear Accessories HubsDocument44 pagesProduct Catalog: Winches Recovery Gear Accessories HubsDaniel VilchisNo ratings yet
- Claas Dominator 108vx 98vx 88vx Operation Mantenance ManualDocument20 pagesClaas Dominator 108vx 98vx 88vx Operation Mantenance Manualwillie100% (50)
- 07 - C175Document20 pages07 - C175Ariel Zamora Rodriguez100% (3)
- NEHS07740001Document4 pagesNEHS07740001mahmodNo ratings yet
- Cessna Citation X-HydraulicDocument7 pagesCessna Citation X-HydraulicSharpeEngineerNo ratings yet
- Bg4A & Bg4B Hydraulic Hoist: Installation, Maintenance and Service ManualDocument34 pagesBg4A & Bg4B Hydraulic Hoist: Installation, Maintenance and Service Manualridwansaungnage_5580No ratings yet
- BOMAG BPR 70/70D Operators ManualDocument76 pagesBOMAG BPR 70/70D Operators ManualM M0% (1)
- Ficha Tecnica SM 401Document8 pagesFicha Tecnica SM 401infoNo ratings yet