You might also like
- CAUSE AND EFFECT DIAGRAM FOR MOULDING MACHINE ISSUESDocument1 pageCAUSE AND EFFECT DIAGRAM FOR MOULDING MACHINE ISSUESPraven KumarNo ratings yet
- West Point Home Bahrain LOTO Points for Printing Plant AreasDocument1 pageWest Point Home Bahrain LOTO Points for Printing Plant AreasFahad SarwarNo ratings yet
- SiteDocument1 pageSiteCharlesNo ratings yet
- Quality Assurance Matrix: PulleyDocument2 pagesQuality Assurance Matrix: PulleySudhakar Mars ConsultantsNo ratings yet
- Preventive Maintenance CalendarDocument43 pagesPreventive Maintenance Calendarsabar nhfdiNo ratings yet
- Etp Lay OutDocument4 pagesEtp Lay Outmr_arul81No ratings yet
- Potential Causes of Quality Issues in Composite ManufacturingDocument23 pagesPotential Causes of Quality Issues in Composite ManufacturingKristof MCNo ratings yet
- Cementing (Sharing Knowledge)Document15 pagesCementing (Sharing Knowledge)Moh Syamsul BahriNo ratings yet
- Tbl-Retel-Aa-Sf-Pr-007 Confined Space ProcedureDocument21 pagesTbl-Retel-Aa-Sf-Pr-007 Confined Space ProcedureMoaatazz NouisriNo ratings yet
- Spt. 46 - 51Document7 pagesSpt. 46 - 51Omama AbbasiNo ratings yet
- Layout Room INDUSTRI FARMASIDocument1 pageLayout Room INDUSTRI FARMASIDwi MeliniaNo ratings yet
- G3 Vertical Joint - Stone Veneer To Weather Board 2Document1 pageG3 Vertical Joint - Stone Veneer To Weather Board 2Rodrigo Andres Merellado Bustos100% (1)
- Lampiran 4 Daftar DeviationDocument1 pageLampiran 4 Daftar DeviationAnonymous cKdbnUHNo ratings yet
- Vinata: Main Contractor - Nhà Thầu ChínhDocument1 pageVinata: Main Contractor - Nhà Thầu ChínhTùng LâmNo ratings yet
- DPRDocument2 pagesDPRSyed Adnan AqibNo ratings yet
- Daily construction progress reportDocument2 pagesDaily construction progress reportSyed Adnan AqibNo ratings yet
- NJSP HMRU Basic Hazmat Control MethodsDocument5 pagesNJSP HMRU Basic Hazmat Control MethodsDavid Paul HensonNo ratings yet
- Monthly Statement of WB August 2013Document1 pageMonthly Statement of WB August 2013Aastha MehtaNo ratings yet
- Project: SR - No: .. .. Dated: .Document2 pagesProject: SR - No: .. .. Dated: .bachir baboriNo ratings yet
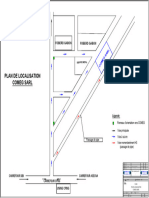
- Plan de Localisation Comeg SarlDocument1 pagePlan de Localisation Comeg SarlRoliche MassimaNo ratings yet
- Floor Layout SFB 3 GF East Aug-18Document1 pageFloor Layout SFB 3 GF East Aug-18NOMANNo ratings yet
- 25 Bed Hospital Building For Mother and ChildDocument1 page25 Bed Hospital Building For Mother and ChildJessica FolleroNo ratings yet
- Tempering Process Monitoring Report (CMBF) : Product Details HT. Process ControlDocument1 pageTempering Process Monitoring Report (CMBF) : Product Details HT. Process ControlShoaib AkhtarNo ratings yet
- Fab Squance Model VesselDocument1 pageFab Squance Model VesselRio PutraNo ratings yet
- Blank DiagramDocument1 pageBlank DiagramsiebzehnNo ratings yet
- D EHP: Nidec Sankyo Project M-AC-3 3P4W-380/220VACDocument1 pageD EHP: Nidec Sankyo Project M-AC-3 3P4W-380/220VACHoang TungNo ratings yet
- Boleo Process FlowDocument1 pageBoleo Process Flowcarlos hurtadoNo ratings yet
- Drawing Fumigasi Building For AppDocument17 pagesDrawing Fumigasi Building For AppOenay OtnayraNo ratings yet
- Tbl-Retel-Aa-Sf-Pr-009 Manual Handling ProcedureDocument12 pagesTbl-Retel-Aa-Sf-Pr-009 Manual Handling ProcedureMoaatazz NouisriNo ratings yet
- Boring Log: DescriptionDocument5 pagesBoring Log: DescriptionBryan LinggaNo ratings yet
- Saudi Aramco Oil Pole InstallationDocument1 pageSaudi Aramco Oil Pole InstallationMuhammad Fahmi MahmudNo ratings yet
- Contoh Kolom MSDocument1 pageContoh Kolom MSFaisal FaruqNo ratings yet
- D EHP: Nidec Sankyo Project P-200-2 3P3W-200VACDocument1 pageD EHP: Nidec Sankyo Project P-200-2 3P3W-200VACHoang TungNo ratings yet
- Electronic Trap Priming Device: With Surface Mount EnclosureDocument1 pageElectronic Trap Priming Device: With Surface Mount EnclosureMai Tuan AnhNo ratings yet
- BJ Services TornadoDocument2 pagesBJ Services TornadoMauricio Oliveira da SilvaNo ratings yet
- Form29_March 2024Document1 pageForm29_March 2024Pardeep pooniaNo ratings yet
- Standard Drawing 2066 Typical Rural Driveway Access To Residential Properties Type CDocument1 pageStandard Drawing 2066 Typical Rural Driveway Access To Residential Properties Type CKurnia Prawesti100% (1)
- Injector Deds09-Uk04 PDFDocument1 pageInjector Deds09-Uk04 PDFrahmat sanusiNo ratings yet
- DENSO Common Rail Injector RDMF PDFDocument1 pageDENSO Common Rail Injector RDMF PDFDiego Fabian Vega AlpizarNo ratings yet
- DENSO Common Rail Injector RDMFDocument1 pageDENSO Common Rail Injector RDMFJhonatan PabloNo ratings yet
- Dokumen - Tips - Denso PDFDocument1 pageDokumen - Tips - Denso PDFvictorjoseteixeiraNo ratings yet
- Denso Inj PDFDocument1 pageDenso Inj PDFອູ່ ໄຊ ອິນເຕີNo ratings yet
- Electrical Riser: Device Type "A1"Document1 pageElectrical Riser: Device Type "A1"gbreelNo ratings yet
- Daily Progress ReportDocument2 pagesDaily Progress ReportRakshanda S MNo ratings yet
- Ache Manufacturing Process - Pembangunan Mini LPG Plant 2.2 MMSCFDDocument1 pageAche Manufacturing Process - Pembangunan Mini LPG Plant 2.2 MMSCFDbayu kusumaNo ratings yet
- Radiant System Flow ChartDocument1 pageRadiant System Flow ChartSandeep GalhotraNo ratings yet
- Grounding Layout at Wilmar Nabati Indonesia PadangDocument1 pageGrounding Layout at Wilmar Nabati Indonesia PadangYosafat VidoNo ratings yet
- Hydraulic Jet PumpDocument2 pagesHydraulic Jet PumpYaqoob IbrahimNo ratings yet
- RC FrameDocument2 pagesRC FrameRishil ShahNo ratings yet
- Denah WSC B1 2022Document1 pageDenah WSC B1 2022ERFAN ALFIANSYAHNo ratings yet
- Production Study Sheet: Effective Non Effective ActivitiesDocument3 pagesProduction Study Sheet: Effective Non Effective Activitieslodestar ieNo ratings yet
- WineDocument2 pagesWineLily TranNo ratings yet
- Bituthene 3000 Elastomeric Sheet Tanking and Waterproo NG MembraneDocument1 pageBituthene 3000 Elastomeric Sheet Tanking and Waterproo NG MembraneHen8No ratings yet
- SCHEDULE PAINTING OF TANK Rev.02Document1 pageSCHEDULE PAINTING OF TANK Rev.02FerdyCodetzNo ratings yet
- 20011-010101 C EditedDocument1 page20011-010101 C EditedfaizpaizNo ratings yet
- STD-QD-009D RT INTERPRETATION REPORT FormDocument2 pagesSTD-QD-009D RT INTERPRETATION REPORT FormmichaelNo ratings yet
- Bato-Cogon Pertcpm (Final)Document1 pageBato-Cogon Pertcpm (Final)MANNY CARAJAYNo ratings yet
- Khemchandji ModelDocument1 pageKhemchandji ModelPramod RawatNo ratings yet
- 250 Years of Beethoven: Put Your Word Skills To TestDocument1 page250 Years of Beethoven: Put Your Word Skills To TestPraven KumarNo ratings yet
- A Space To Showcase Your Creativity: IvityDocument1 pageA Space To Showcase Your Creativity: IvityPraven KumarNo ratings yet
- Question Bank Unit-I Mechatronics, Sensor and Transducers (2 Mark Questions)Document11 pagesQuestion Bank Unit-I Mechatronics, Sensor and Transducers (2 Mark Questions)ChippyVijayanNo ratings yet
- Meet The Charming Mascots: What Is A Smart Speaker? Set Out On A Journey of Discovery..Document1 pageMeet The Charming Mascots: What Is A Smart Speaker? Set Out On A Journey of Discovery..Praven KumarNo ratings yet
- Scriprt RedjhgDocument22 pagesScriprt RedjhgPraven KumarNo ratings yet
- Shape1D PDFDocument8 pagesShape1D PDFSuresh DhanasekarNo ratings yet
- DTS UintDocument3 pagesDTS UintPraven KumarNo ratings yet
- Entil PDFDocument1 pageEntil PDFPraven KumarNo ratings yet
- Scope of Use: Ceramic Whirl Gate For FoundriesDocument3 pagesScope of Use: Ceramic Whirl Gate For FoundriesPraven Kumar100% (1)
- MentronicsDocument8 pagesMentronicsPraven KumarNo ratings yet
- Shape1D PDFDocument8 pagesShape1D PDFSuresh DhanasekarNo ratings yet
- Solid SolutionDocument3 pagesSolid SolutionUpender DhullNo ratings yet
- Serviceventil Mit Stumpfschweißanschluss - Edelstahl - Serie 263 (Service Valve With Butt Weld Connection - Stainless Steel - Series 263)Document1 pageServiceventil Mit Stumpfschweißanschluss - Edelstahl - Serie 263 (Service Valve With Butt Weld Connection - Stainless Steel - Series 263)Praven KumarNo ratings yet
- Conclusions: Study of Solidification Behaviour of LM6Document4 pagesConclusions: Study of Solidification Behaviour of LM6Praven KumarNo ratings yet
- Engineering Materials and Metallurgy (ME 2253)Document23 pagesEngineering Materials and Metallurgy (ME 2253)Praven KumarNo ratings yet
- Unit IVDocument36 pagesUnit IVPraven KumarNo ratings yet
- SDRC to SolidWorks SettingsDocument2 pagesSDRC to SolidWorks SettingsPraven KumarNo ratings yet
- Counselling DatesDocument1 pageCounselling DatesPraven KumarNo ratings yet
- Chanakya Topic Youtube: Download NowDocument4 pagesChanakya Topic Youtube: Download NowPraven KumarNo ratings yet
- GrammarList N5Document6 pagesGrammarList N5Praven KumarNo ratings yet
- Dissertation FinalDocument154 pagesDissertation FinalPraven KumarNo ratings yet
- Stotram Digitalized byDocument3 pagesStotram Digitalized byPraven KumarNo ratings yet
- Edit strict rules for donationsDocument1 pageEdit strict rules for donationsPraven KumarNo ratings yet
- GEAR MANUFACTURING PROCESSESDocument25 pagesGEAR MANUFACTURING PROCESSESNikhil B RamNo ratings yet
- GEAR MANUFACTURING PROCESSESDocument25 pagesGEAR MANUFACTURING PROCESSESNikhil B RamNo ratings yet
- Just Asking To Make The Rule Somewhat Strict, I Am Not Asking Their MoneyDocument1 pageJust Asking To Make The Rule Somewhat Strict, I Am Not Asking Their MoneyPraven KumarNo ratings yet
- Dissertation FinalDocument154 pagesDissertation FinalPraven KumarNo ratings yet
- New Version of The Edit Just Asking To Make The Rule Somewhat Strict, I Am Not Asking Their MoneyDocument1 pageNew Version of The Edit Just Asking To Make The Rule Somewhat Strict, I Am Not Asking Their MoneyPraven KumarNo ratings yet
- Namma Kalvi 12th Maths Book Back 1 Mark Questions em 216251Document29 pagesNamma Kalvi 12th Maths Book Back 1 Mark Questions em 21625111B CHARAN ANANDNo ratings yet
- Farha WCM Project-1Document110 pagesFarha WCM Project-1a NaniNo ratings yet
- Intel Processors PDFDocument33 pagesIntel Processors PDFbiplab royNo ratings yet
- Q's For CONS VivaDocument251 pagesQ's For CONS VivaHanin AbukhiaraNo ratings yet
- Quantum Free Electron Theory: Sommerfeld's ModelDocument8 pagesQuantum Free Electron Theory: Sommerfeld's ModelNeelam KapoorNo ratings yet
- Taylor Ebooks 4 Web 0218Document360 pagesTaylor Ebooks 4 Web 0218aquahellNo ratings yet
- Service Manual: Mds-Ja20EsDocument84 pagesService Manual: Mds-Ja20Esfoxmulder6161695No ratings yet
- Ames Perception ExperimentsDocument108 pagesAmes Perception ExperimentsMichael RoseNo ratings yet
- Open Fracture Classification and TreatmentDocument70 pagesOpen Fracture Classification and TreatmentKelly Khesya100% (1)
- Chip Mong Noro Mall: Property OverviewDocument4 pagesChip Mong Noro Mall: Property OverviewHe VansakNo ratings yet
- 241-Article Text-1014-1-10-20201017Document8 pages241-Article Text-1014-1-10-20201017derismurib4No ratings yet
- Union Performance Ministry Cultures Monuments Antiquities 18 2013 Chapter 6Document28 pagesUnion Performance Ministry Cultures Monuments Antiquities 18 2013 Chapter 6Aarushi JainNo ratings yet
- DL Throughput Improvement with Aperiodic CQI ReportingDocument10 pagesDL Throughput Improvement with Aperiodic CQI ReportingAqeel HasanNo ratings yet
- Hematological Conditions QUESTIONSDocument9 pagesHematological Conditions QUESTIONSCJ RelleveNo ratings yet
- Ael Igniter CordsDocument1 pageAel Igniter CordsAlexander OpazoNo ratings yet
- Diagnoza Wstępna Klasa IDocument3 pagesDiagnoza Wstępna Klasa IMagda StręciwilkNo ratings yet
- Book Review - Water, Ecosystems and Society A Confluence of Disciplines. by Jayanta BandyopadhyayDocument2 pagesBook Review - Water, Ecosystems and Society A Confluence of Disciplines. by Jayanta BandyopadhyayPDNo ratings yet
- Radiation Safety Procedure Rev.08Document41 pagesRadiation Safety Procedure Rev.08manz29No ratings yet
- 特变电工画册(英文定稿)Document52 pages特变电工画册(英文定稿)Diego MantillaNo ratings yet
- LastDocument6 pagesLastandypressNo ratings yet
- Cats Meow Edition 3 PDFDocument320 pagesCats Meow Edition 3 PDFbrunokfouriNo ratings yet
- Formulation Development and Evaluation of Sustained Release Tablets of AceclofenacDocument128 pagesFormulation Development and Evaluation of Sustained Release Tablets of Aceclofenacraju narayana padala0% (1)
- Physical Education Week 1 ActivitiesDocument4 pagesPhysical Education Week 1 ActivitiesTummys TummieNo ratings yet
- GeographyDocument12 pagesGeographyGabriela Lizeth Durán RuizNo ratings yet
- Arthur Mellen WellingtonDocument2 pagesArthur Mellen WellingtonCarolina2014esNo ratings yet
- Beira Port MozambiqueDocument4 pagesBeira Port Mozambiqueripper_oopsNo ratings yet
- Grundfos CR 5 4 A A A e HqqeDocument10 pagesGrundfos CR 5 4 A A A e HqqePrejit RadhakrishnaNo ratings yet
- 12.3 Operation Qualification Protocol For Laminar Air Flow UnitDocument4 pages12.3 Operation Qualification Protocol For Laminar Air Flow UnituzairNo ratings yet
- 11 Biology Notes Ch10 Cell Cycle and Cell DevisionDocument7 pages11 Biology Notes Ch10 Cell Cycle and Cell DevisionRohit ThakranNo ratings yet
- D.K.Pandey: Lecture 1: Growth and Decay of Current in RL CircuitDocument5 pagesD.K.Pandey: Lecture 1: Growth and Decay of Current in RL CircuitBBA UniversityNo ratings yet