You might also like
- Advanced Welding Techniques in Ship ManufacturingDocument15 pagesAdvanced Welding Techniques in Ship Manufacturingmadhan_kumar2000No ratings yet
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- Mechanical Properties of Steel With A Widmanstatten StructureDocument3 pagesMechanical Properties of Steel With A Widmanstatten StructureblahsomNo ratings yet
- Aluminum A380Document4 pagesAluminum A380syuepiNo ratings yet
- Welcome To International Journal of Engineering Research and Development (IJERD)Document6 pagesWelcome To International Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- SaarnaDocument3 pagesSaarnagueridiNo ratings yet
- Carrolo2022 Article DevelopmentOfMetallicTransitioDocument13 pagesCarrolo2022 Article DevelopmentOfMetallicTransitioLuis MoraesNo ratings yet
- RCF KapurthallaDocument18 pagesRCF KapurthallaSudhir Kumar50% (2)
- Friction Processing TechnologiesDocument11 pagesFriction Processing TechnologiesjunevessteinNo ratings yet
- Defects in Rails: S (LdhanaDocument25 pagesDefects in Rails: S (LdhanaPritam TalukdarNo ratings yet
- CMT Spot WeldingDocument11 pagesCMT Spot Weldingkarthick32mechNo ratings yet
- MetalurgiaDocument5 pagesMetalurgiaViviana Contreras CzNo ratings yet
- Contreras Cruz-Traduccion InglesDocument11 pagesContreras Cruz-Traduccion InglesL Pauliño Contreras CruzNo ratings yet
- Research Paper FSWDocument10 pagesResearch Paper FSWsahith palikaNo ratings yet
- Thermit Welding of Chromium Vanadium RailsteelDocument8 pagesThermit Welding of Chromium Vanadium Railsteelsantu_23No ratings yet
- Jmet Vol4 No1 Fullpaper3Document26 pagesJmet Vol4 No1 Fullpaper3Ariel FerrerNo ratings yet
- Welding NPTEL Lecturers - Part4Document30 pagesWelding NPTEL Lecturers - Part4Sai ChaithanyaNo ratings yet
- The Die-Cast Copper Motor RotorDocument17 pagesThe Die-Cast Copper Motor Rotoruuur35No ratings yet
- Ultrasonic Welding of Dissimilar Metals, AA6061 and Ti6Al4VDocument6 pagesUltrasonic Welding of Dissimilar Metals, AA6061 and Ti6Al4Vkaliappan45490No ratings yet
- Lecture 1 WeldingDocument4 pagesLecture 1 WeldingSreejith MenonNo ratings yet
- A Review On Friction Stir Welding of Dissimilar Materials Between Aluminium Alloys To CopperDocument7 pagesA Review On Friction Stir Welding of Dissimilar Materials Between Aluminium Alloys To CopperInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Project Report of Mini ProjectDocument24 pagesProject Report of Mini ProjectpramodassNo ratings yet
- Pemasanagan Anchor Anclajes para Paredes MonoliticasDocument11 pagesPemasanagan Anchor Anclajes para Paredes MonoliticasrizalNo ratings yet
- Analysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Document9 pagesAnalysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Sreeharan Nagamani BNo ratings yet
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDocument8 pagesStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelIJMERNo ratings yet
- Ksbsig LIGs KV Eq AajcrDocument6 pagesKsbsig LIGs KV Eq AajcrRaphael Damasceno MarottaNo ratings yet
- Friction Welding of Combat Vehicles at TWI: by Stephan Kallee and Dave NicholasDocument10 pagesFriction Welding of Combat Vehicles at TWI: by Stephan Kallee and Dave NicholasB Vijaya KumarNo ratings yet
- Repair of Rails On Site by Welding XA00127720Document20 pagesRepair of Rails On Site by Welding XA00127720wpsssamsungNo ratings yet
- Development of The Copper Motor RotorDocument13 pagesDevelopment of The Copper Motor RotorIjabiNo ratings yet
- Laser Welding of Cast Iron and Carburized Steel For Differential GearDocument7 pagesLaser Welding of Cast Iron and Carburized Steel For Differential GearJakub MaierNo ratings yet
- Thermite Welding MetallurgyDocument3 pagesThermite Welding MetallurgyDarryl007No ratings yet
- Amm 24-25 305Document6 pagesAmm 24-25 305Armm IsMeNo ratings yet
- Stel Casting Handbook - Sample PagesDocument5 pagesStel Casting Handbook - Sample PagesBobby WongNo ratings yet
- GENERAL WeldingDocument37 pagesGENERAL WeldingSubodh DanaoNo ratings yet
- Autogenous Welding ProcessDocument34 pagesAutogenous Welding ProcessPierre NorrisNo ratings yet
- A Review of Wire Arc Additive Manufacturing and Advances in Wire Arc Add ManufacturingDocument23 pagesA Review of Wire Arc Additive Manufacturing and Advances in Wire Arc Add ManufacturingSaketh BachuNo ratings yet
- Finite Element Modelling and Validation of Thermomechanical Behaviour For Layered Aluminium Parts Made by Composite Metal Foil ManufacturingDocument18 pagesFinite Element Modelling and Validation of Thermomechanical Behaviour For Layered Aluminium Parts Made by Composite Metal Foil ManufacturingNigus TeklehaymanotNo ratings yet
- Structural and Spectroscopic Characterisations of The Surface Oxide Scales and Inclusions Present On Edge-Burst Hot-Rolled Steel CoilsDocument8 pagesStructural and Spectroscopic Characterisations of The Surface Oxide Scales and Inclusions Present On Edge-Burst Hot-Rolled Steel CoilsmusonlyNo ratings yet
- Some Advantages of Welding Turbine Rotors PDFDocument10 pagesSome Advantages of Welding Turbine Rotors PDFAli VarmazyarNo ratings yet
- X100 - Girth Welding, Joint Properties and Defect ToleranceDocument13 pagesX100 - Girth Welding, Joint Properties and Defect ToleranceAlberto ChazarretaNo ratings yet
- Wire BreaksDocument23 pagesWire BreaksAnderson LeitzkeNo ratings yet
- Svetsaren 1 2 1999Document80 pagesSvetsaren 1 2 1999adrian_stoNo ratings yet
- The First L555 (X80) Pipeline in JapanDocument11 pagesThe First L555 (X80) Pipeline in JapanMarcelo Varejão CasarinNo ratings yet
- On The Choice of Tool Material in Friction Stir Welding of Titanium AlloysDocument10 pagesOn The Choice of Tool Material in Friction Stir Welding of Titanium Alloysflasher_for_nokiaNo ratings yet
- Friction Stir Welding Thesis PDFDocument8 pagesFriction Stir Welding Thesis PDFcarolinalewiswashington100% (2)
- Exothermic Welding: HistoryDocument3 pagesExothermic Welding: HistoryPratap VeerNo ratings yet
- Testing of Austenitic Stainless SteelsDocument64 pagesTesting of Austenitic Stainless SteelsmirelamanteamirelaNo ratings yet
- Duplex Stainless Steel 2d Edition PracticalDocument64 pagesDuplex Stainless Steel 2d Edition Practicalmahmoud_allam3No ratings yet
- Turbines: Directionally Solidified Materials: Nickel-Base Superalloys FOR GASDocument14 pagesTurbines: Directionally Solidified Materials: Nickel-Base Superalloys FOR GASJH ShinNo ratings yet
- 2-7 Plain Carbon and Carbon Maganese SteelsDocument49 pages2-7 Plain Carbon and Carbon Maganese SteelsSolomonNo ratings yet
- Design of Aluminium StructuresDocument32 pagesDesign of Aluminium Structurescargetoianu2357100% (1)
- Aluminum ThesisDocument8 pagesAluminum Thesisalyssaschultecolumbia100% (2)
- Wire Arc Additive ManufacturingDocument8 pagesWire Arc Additive ManufacturingDarryl MenezesNo ratings yet
- Gmaw Crater AluminioDocument14 pagesGmaw Crater AluminioRodrigo SalinasNo ratings yet
- Tandem MIG process-WAAM in Stainless Steel-2018Document12 pagesTandem MIG process-WAAM in Stainless Steel-2018fereidoon marefatNo ratings yet
- MET 53 4 717 720 Tomicic TorlakovicDocument4 pagesMET 53 4 717 720 Tomicic TorlakovicclarkgaguiNo ratings yet
- Weld Repair For Pressure Vessels Made From Cr-Mo SteelsDocument8 pagesWeld Repair For Pressure Vessels Made From Cr-Mo SteelsVedad ColakNo ratings yet
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingFrom EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingRating: 1 out of 5 stars1/5 (1)
- Die Casting Metallurgy: Butterworths Monographs in MaterialsFrom EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsRating: 3.5 out of 5 stars3.5/5 (2)
- Metallurgy and Mechanics of Welding: Processes and Industrial ApplicationsFrom EverandMetallurgy and Mechanics of Welding: Processes and Industrial ApplicationsRegis BlondeauNo ratings yet
- Martensite and Retained AusteniteDocument7 pagesMartensite and Retained AusteniteBassManNo ratings yet
- Guidelines For Selecting Materials For Downhole Completions Equipment (Jewellery)Document32 pagesGuidelines For Selecting Materials For Downhole Completions Equipment (Jewellery)Slim.BNo ratings yet
- Welding WireDocument20 pagesWelding WirefoxmancementNo ratings yet
- Gear, LTD.: Global Net-WorkDocument5 pagesGear, LTD.: Global Net-WorkRahul RoyNo ratings yet
- 32 Samss 028Document28 pages32 Samss 028naruto256No ratings yet
- Astm A 681Document14 pagesAstm A 681talhadikenNo ratings yet
- Metals: A Study On Two-Stage Cold Forging For A Drive Shaft With Internal Spline and Spur Gear GeometriesDocument18 pagesMetals: A Study On Two-Stage Cold Forging For A Drive Shaft With Internal Spline and Spur Gear GeometriesEngineerNo ratings yet
- Chapter 6, ALUMINIUM AND ITS ALLOYSDocument5 pagesChapter 6, ALUMINIUM AND ITS ALLOYSPAUL NDIRITUNo ratings yet
- Upstream (Oil & Gas Production) Downstream (Refinery) : StandardDocument23 pagesUpstream (Oil & Gas Production) Downstream (Refinery) : StandardaminNo ratings yet
- 3 Fe-Fe3C Phase DiagramDocument33 pages3 Fe-Fe3C Phase DiagramRajat Mishra100% (1)
- WWW - Learnengineering.In: Me8491 - Engineering Metallurgy Question BankDocument21 pagesWWW - Learnengineering.In: Me8491 - Engineering Metallurgy Question BankDr.A.Maniram KumarNo ratings yet
- Tempcore ProcessDocument4 pagesTempcore Processvikassolanki2010No ratings yet
- A480 PDFDocument22 pagesA480 PDFwiNo ratings yet
- 44AC9100-000-V.02-0113-A4 - Rev B - GENERAL SPECIFICATION FOR BQ PLATESDocument5 pages44AC9100-000-V.02-0113-A4 - Rev B - GENERAL SPECIFICATION FOR BQ PLATESAvinash ShuklaNo ratings yet
- ASTM A36-A36M-08 Standard Specification For Carbon Structural SteelDocument3 pagesASTM A36-A36M-08 Standard Specification For Carbon Structural SteelAarón Escorza MistránNo ratings yet
- S 1166501305921Document8 pagesS 1166501305921Raj RajeshNo ratings yet
- Wear Plate PDFDocument19 pagesWear Plate PDFNorma SalazarNo ratings yet
- Brochure Bohler Benelux PDFDocument8 pagesBrochure Bohler Benelux PDFBarcelonaNo ratings yet
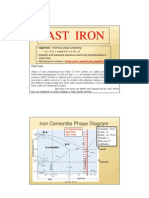
- Cast Iron: Iron Cementite Phase DiagramDocument24 pagesCast Iron: Iron Cementite Phase DiagramAnonymous w6v7JWfr5No ratings yet
- AEC Bell Type FurnacesDocument2 pagesAEC Bell Type Furnacesaecsuresh35100% (1)
- c954 Aluminum BronzeDocument2 pagesc954 Aluminum Bronzeretrospect1000No ratings yet
- Impact of Process Parameters of Laser Welding On The Mechanical Properties of Ti6Al4V A ReviewDocument9 pagesImpact of Process Parameters of Laser Welding On The Mechanical Properties of Ti6Al4V A ReviewbalamuruganNo ratings yet
- Electric Resistance Furnace: Business Incubation Centre, KFUEIT, RYKDocument14 pagesElectric Resistance Furnace: Business Incubation Centre, KFUEIT, RYKvj kumarNo ratings yet
- General Specification: Welding - MaterialsDocument14 pagesGeneral Specification: Welding - MaterialsGil-Alain EgnakouNo ratings yet
- Material Science and Engineering Ch. 10 SolDocument72 pagesMaterial Science and Engineering Ch. 10 SolPatrick GibsonNo ratings yet
- Increasing The Performance of Chain Sprocket by Using Cryogenic Treated and Normalizing in Superficial Heat TreatmentDocument25 pagesIncreasing The Performance of Chain Sprocket by Using Cryogenic Treated and Normalizing in Superficial Heat Treatmentthai avvaiNo ratings yet
- Chapter 9. Non-Ferrous Materials: Copper and Copper AlloysDocument4 pagesChapter 9. Non-Ferrous Materials: Copper and Copper AlloysOmkar EllendulaNo ratings yet
- Orthodontic WiresDocument10 pagesOrthodontic Wiresanon_191534692No ratings yet